
17.01.2020
Mit additiver Fertigung zu mehr Produktivität - Glockenwerkzeug zur Außenbearbeitung von MAPAL
Dank geringerem Gewicht zu deutlich höheren Schnittdaten
Reduzieren Werkzeughersteller bei PKD-Werkzeugen das Gewicht, können Zerspaner in der Regel mit deutlich höheren Schnittdaten arbeiten. Die Möglichkeit, das Gewicht zu optimieren ist neben der konstruktiven Freiheit einer der entscheidenden Vorteile, die der 3D-Druck bietet. Durch speziell entwickelte Strukturen im Inneren des Werkzeugs, die konventionell nicht zu fertigen sind, können Werkzeughersteller das Gewicht erheblich reduzieren.
Neues Glockenwerkzeug mit niedrigem Gewicht, hoher Standzeit und besten Schnittdaten
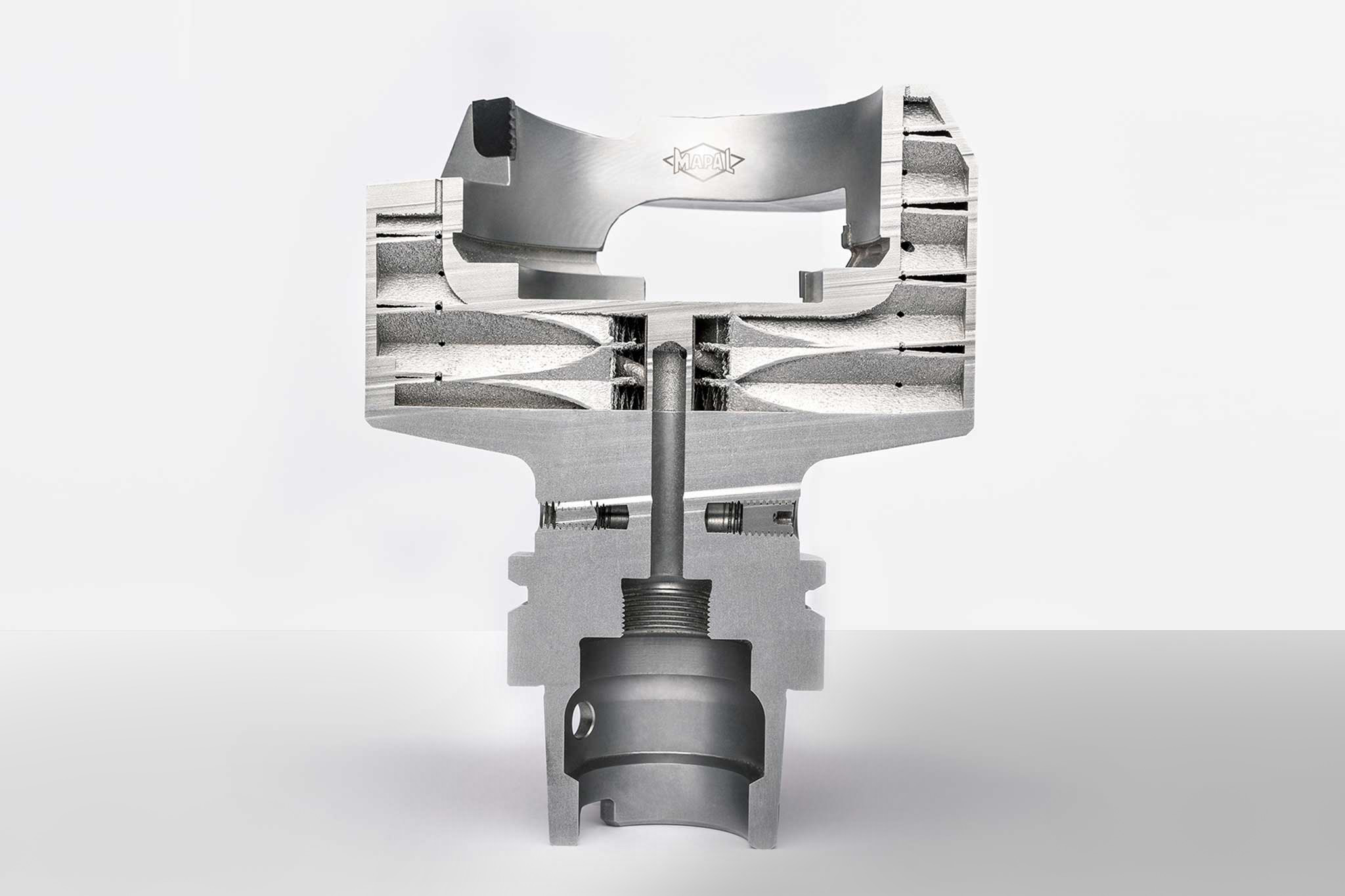
Ein Beispiel, wie MAPAL diesen Vorteil des 3D-Drucks in der Praxis nutzt, ist das neue Glockenwerkzeug mit gelöteten PKD-Schneiden. Glockenwerkzeuge kommen unter anderem zur Außenbearbeitung von Schlauchanschlüssen zum Einsatz. Diese Anschlüsse, beispielsweise an Turboladern, müssen komplexen Konturanforderungen genügen. Entsprechend präzise muss die Fertigung sein. Um wirtschaftlich und prozesssicher in der Serie zu fertigen, arbeiten alle an der Zerspanung Beteiligten zudem kontinuierlich daran, bestehende Prozesse zu verbessern.
MAPAL hat deshalb das bestehende, konventionell gefertigte Glockenwerkzeug optimiert. Zum einen haben die Werkzeugexperten die Kühlkanalführung optimiert. Zum anderen haben sie mit dem selektiven Laserschmelzverfahren das Innere des Werkzeugs verändert – statt Vollmaterial ist dort nun eine speziell ausgelegte Wabenstruktur zu finden. Dadurch ist das Werkzeug um 30 Prozent leichter. Durch die dämpfende Wirkung der Struktur erhöht sich die Standzeit um ca. 40 Prozent. So können Zerspaner das Werkzeug mit höheren Schnittdaten nutzen, die Bearbeitungsqualität bleibt unverändert hoch. Im Einsatz senkt das neue Werkzeug die Bearbeitungszeit im Vergleich zu seinem konventionellen Pendant um 50 Prozent.
MAPAL hat deshalb das bestehende, konventionell gefertigte Glockenwerkzeug optimiert. Zum einen haben die Werkzeugexperten die Kühlkanalführung optimiert. Zum anderen haben sie mit dem selektiven Laserschmelzverfahren das Innere des Werkzeugs verändert – statt Vollmaterial ist dort nun eine speziell ausgelegte Wabenstruktur zu finden. Dadurch ist das Werkzeug um 30 Prozent leichter. Durch die dämpfende Wirkung der Struktur erhöht sich die Standzeit um ca. 40 Prozent. So können Zerspaner das Werkzeug mit höheren Schnittdaten nutzen, die Bearbeitungsqualität bleibt unverändert hoch. Im Einsatz senkt das neue Werkzeug die Bearbeitungszeit im Vergleich zu seinem konventionellen Pendant um 50 Prozent.
Das Fertigungsverfahren des Glockenwerkzeugs
Das neue Glockenwerkzeug fertigt der Werkzeughersteller im hybriden Verfahren. Per 3D-Druck bringt die Laserschmelzanlage die neue Werkzeuggeometrie auf einen hochpräzisen, konventionell gefertigten Grundkörper mit einer HSK-63-Schnittstelle auf. Den additiv gefertigten Teil bearbeiten die Mitarbeiter von MAPAL konventionell nach. Anschließend löten sie die PKD-Schneiden auf und bringen sie per Laser in Form.



