

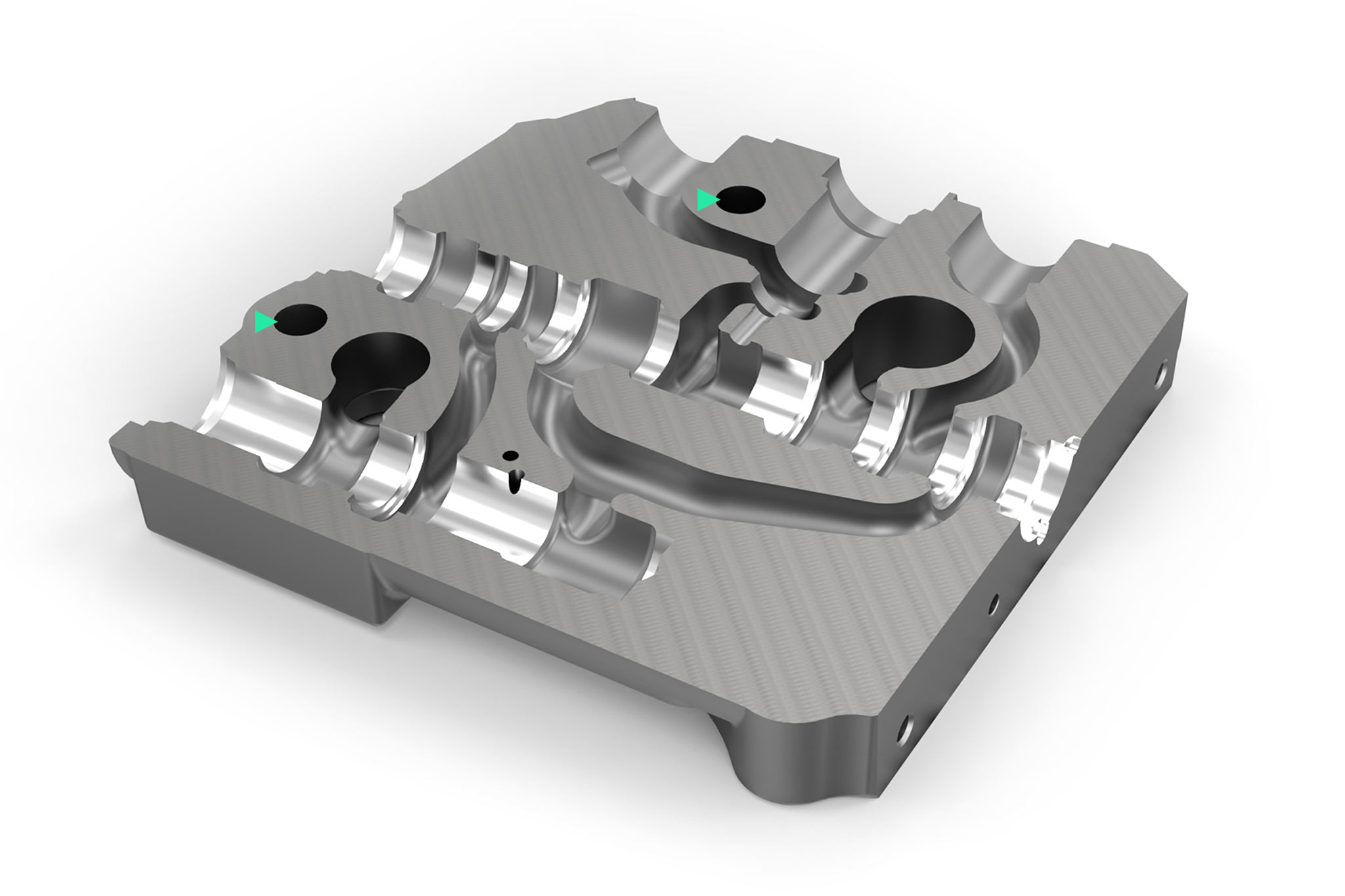
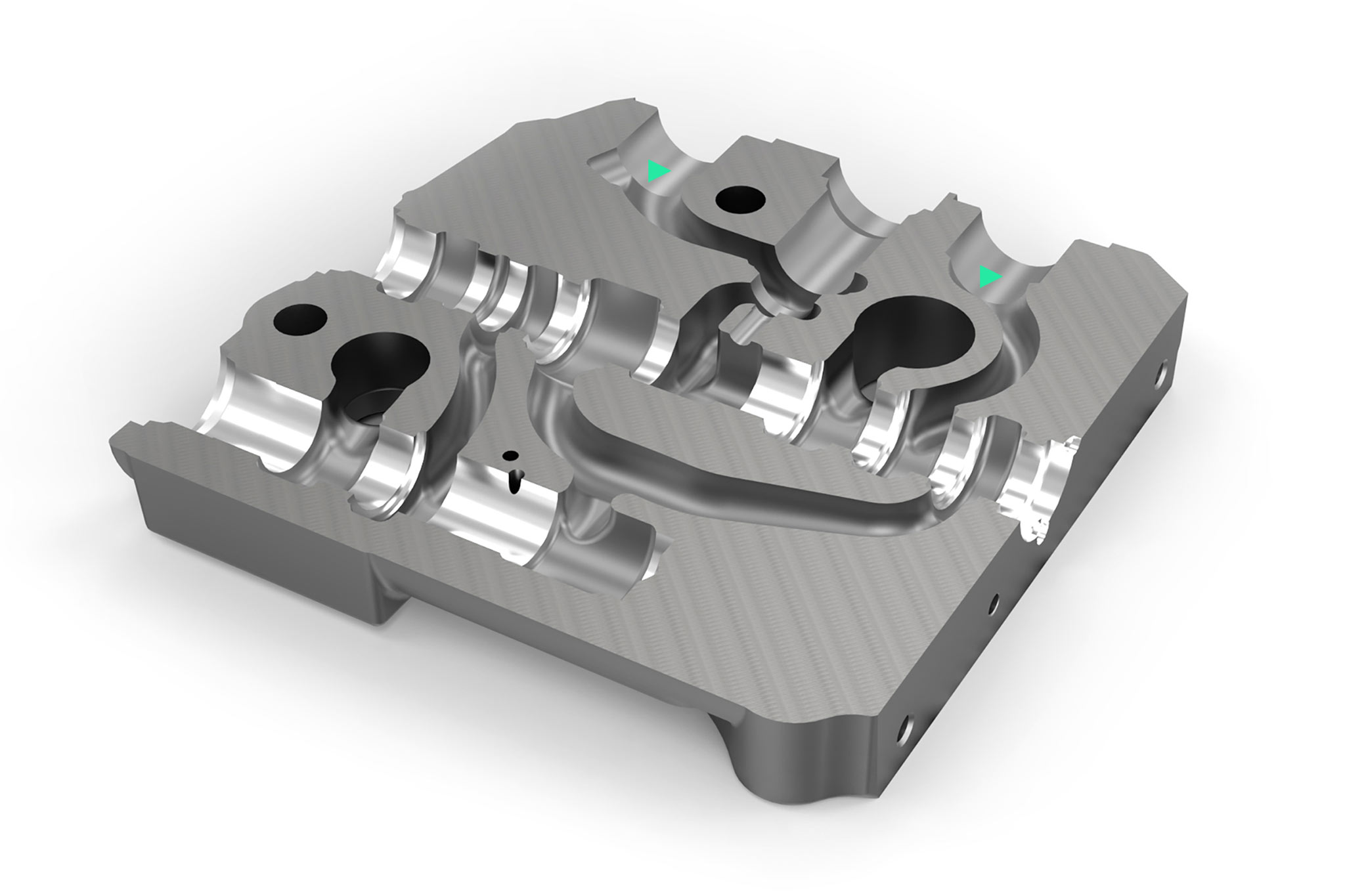
Corps de vanne hydraulique
Tout dépend de l'alésage principal. La production de corps de valve est la discipline suprême dans le monde de la technologie des fluides. L'expertise de MAPAL dans l'alésage de tiroir est convoitée depuis de nombreuses années. De la précision de ce perçage dépend le jeu avec le tiroir, de sorte que l'huile hydraulique ne puisse circuler que dans la direction souhaitée. Ce jeu est défini avec une extrême précision pour les vannes hydrauliques modernes. C'est pourquoi une grande attention est accordée à la circularité, à la forme cylindrique, à la rectitude et à la qualité de finition de ce perçage.

Exigences d'usinage
- Situation fluctuante des surépaisseurs de fonte
- Coupes fortement interrompues
- Éviter la formation d'anneaux lors de l'alésage et garantir une évacuation sûre des copeaux hors du boîtier
- Éviter les éclats sur les arêtes de commande lors du processus d'alésage
- Exigences très élevées en matière de tolérance de forme et de position
- Surépaisseur constante avant le pierrage
- Prendre en compte la variabilité des composants et les espaces limités de stockage des outils dans le concept d'usinage
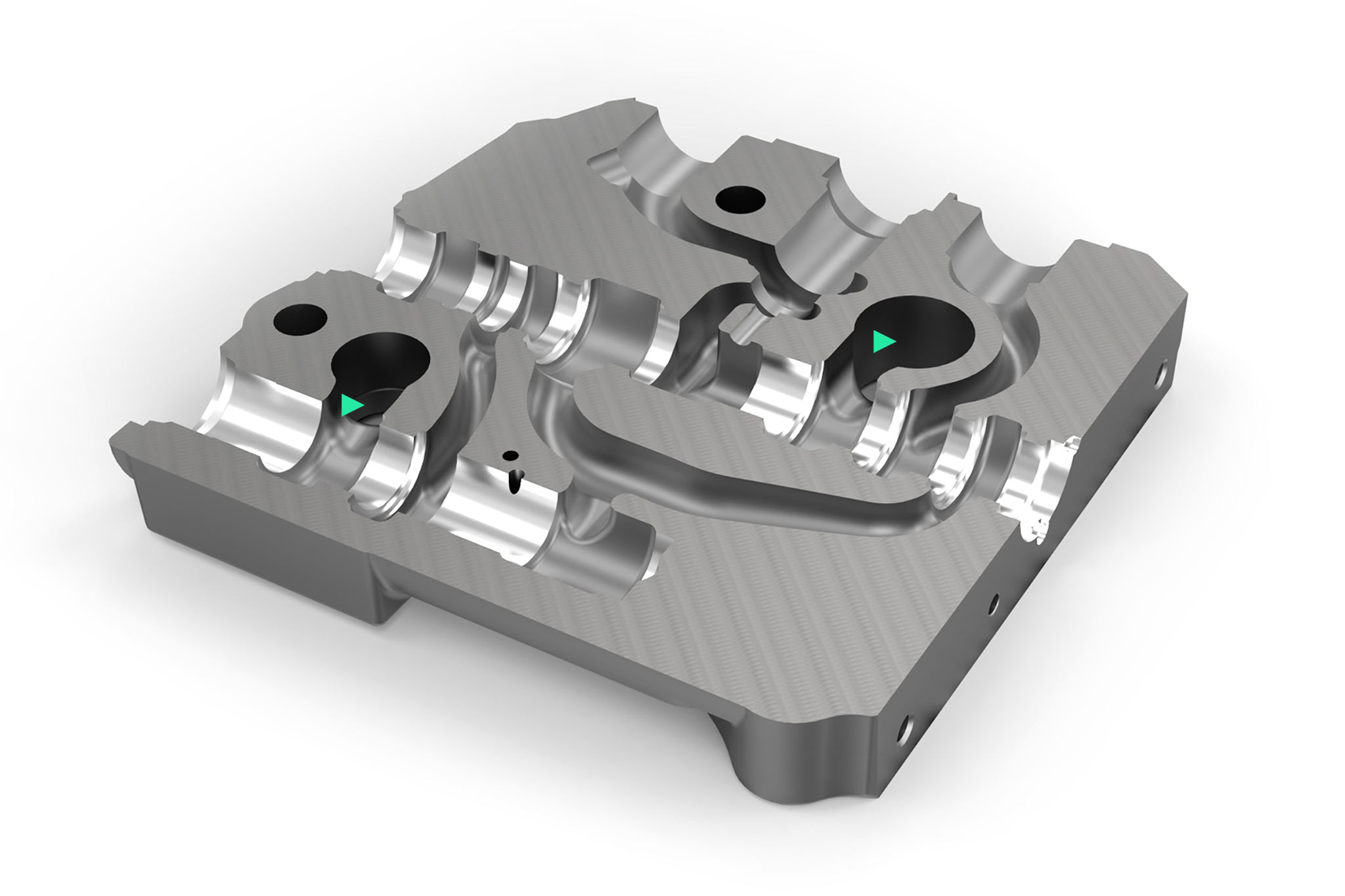
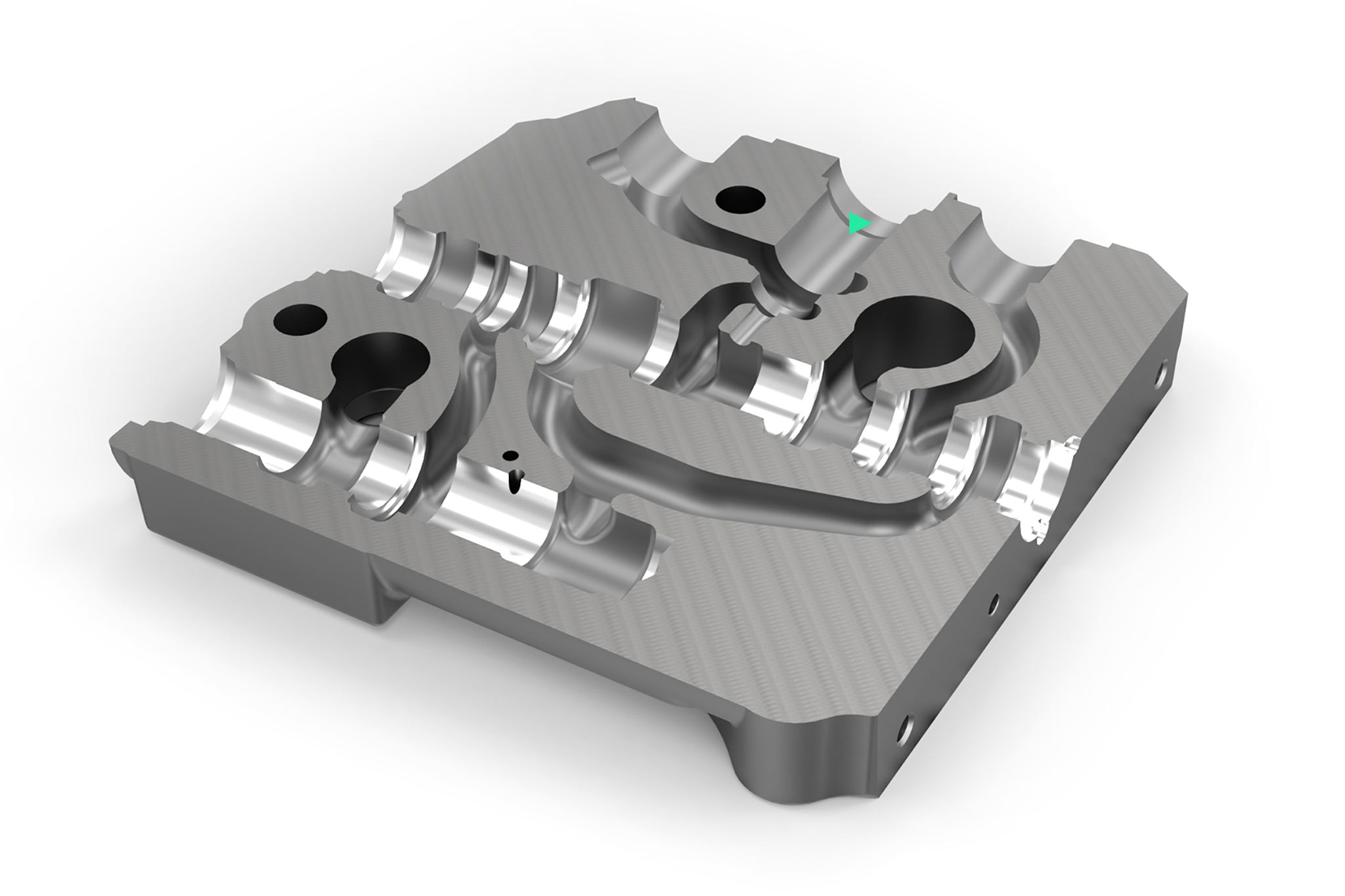
Distributeur
Les vannes à voies sont des vannes à commande mécanique ou électronique avec plusieurs positions de commutation. Selon la position prédéfinie du tiroir de commande le long des arêtes de commande, un débit volumétrique est réglé pour le fonctionnement des appareils de travail raccordés. La balance de pression individuelle (BPI) régule une chute de pression de charge constante au-dessus de l'arête de commande d'alimentation du tiroir de commande, de manière à obtenir une commande de débit indépendante de la pression de charge sur toute la plage de réglage, même en fonctionnement parallèle (compensation de charge). Le système doit être exempt de fuites afin d'éviter toute descente accidentelle de la charge, même en cas de fonctionnement en parallèle.
Perçages et alésages


Soluciones de aplicación
1 – Series pequeñas y medianas con herramientas fijas
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Schieberbohrung
- Einzelaufträge, kleinere und mittlere Stückzahlen
- Keine Möglichkeit zur Werkzeugeinstellung
- Geringe Durchlaufzeit gefordert
- Hohe Maschinenstundensätze
- Stabiler Aufweit-Honprozess vorhanden
- Werkzeugkonzept auf mehrere Bauteilvarianten abgestimmt
2 – ソリッドツールとアジャスト可能ツールを使用する大量生産。
Situación inicial del cliente
Carcasa de la válvula EN-GJS-400-15 – Perforación de corredera y de equilibrio de presión
- Producción a gran escala
- Ajuste de la herramienta deseada
- Altas tarifas por hora de las máquinas
- Costos elevados para el bruñido posterior de las espinas
3 – Tamaños de lotes reducidos: reducción en los cambios de herramientas gracias a las herramientas combinadas
4 - 在加工中心上的灵活珩磨
客户的初始情况
阀门外壳 EN-GJS-400-15 - 压力天平孔/珩磨加工
- 减少额外成本的要求
- 现有加工中心改装为 TOOLTRONIC
- 用于原型样板件制造以及中/小批量的珩磨加工
- 要求将珩磨流程对单独的机床不采用
5 – Toolmanagement
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage intégral
- Vaste stock
- Déroulement des processus dans la salle de réglage non optimal et qualité des données incomplète
- Transparence de coûts insuffisante
- Un taux de rotation élevé en raison d'un manque général de personnel qualifié
- Problèmes avec les ruptures d’outils
- Coûts d’outils élevés
Solutions d'outils
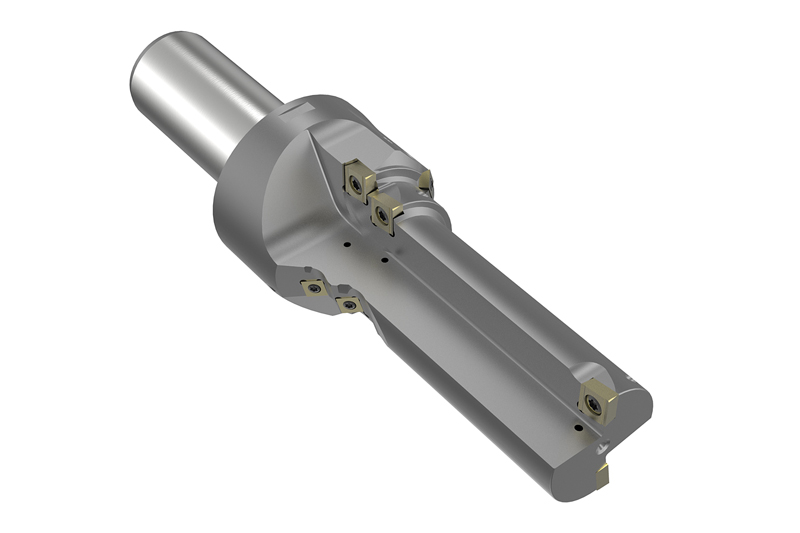
Perçage pilote et alésage



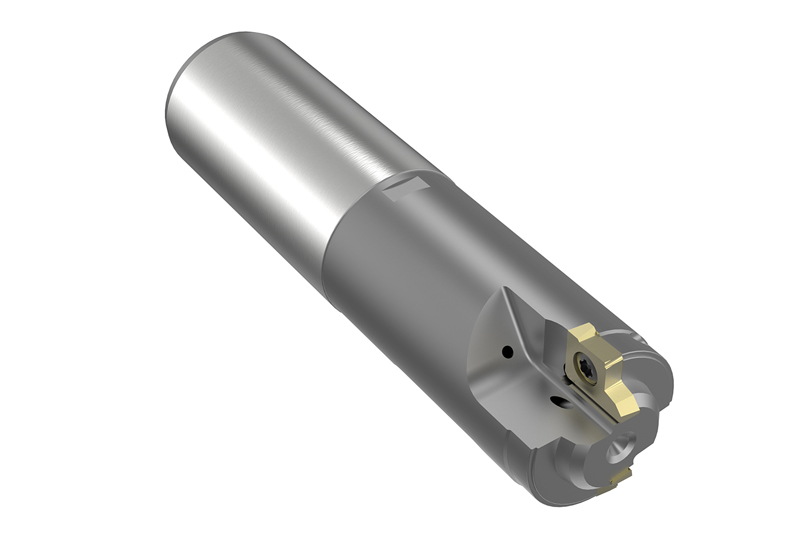
控制刃口加工
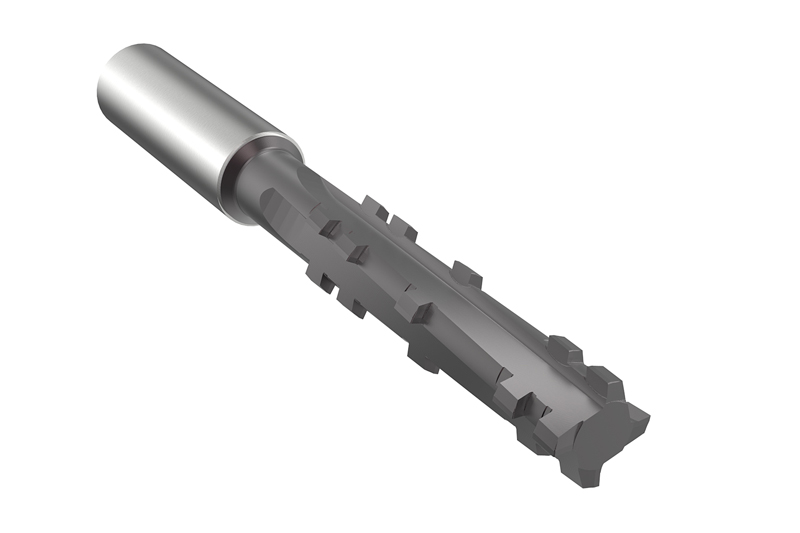

Alésage et alésage de précision



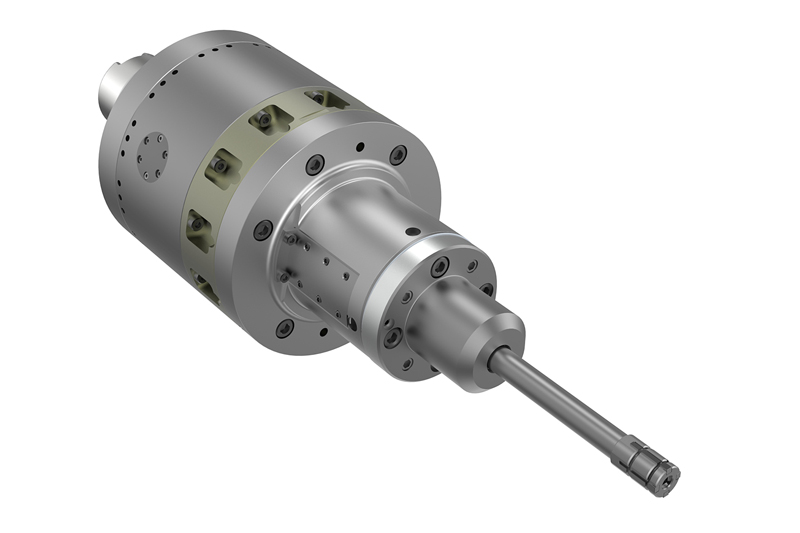
Fertigbearbeitung durch Honen
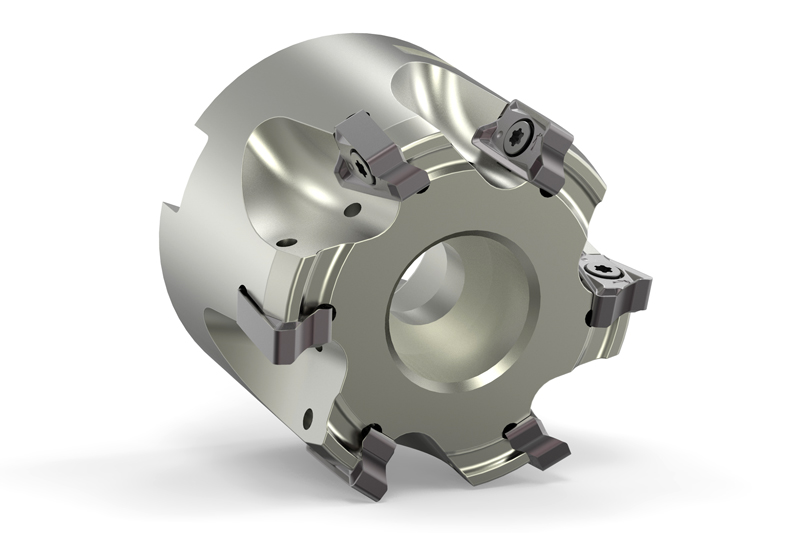
Fräsen


Serrage


