
Produção em grande escala com ferramentas fixas e ajustáveis
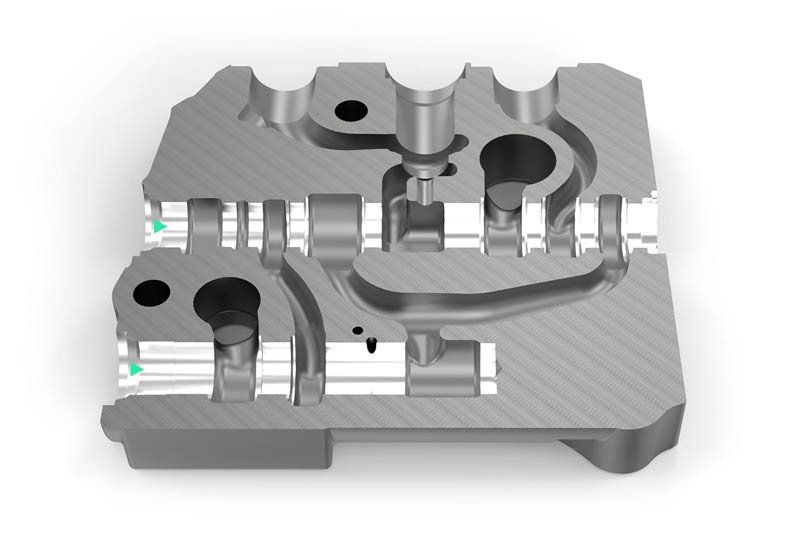
Corpo de válvula EN-GJS-400-15 – Furo do carretel e furo do compensador
Situação inicial no cliente
- Produção em grande escala
- Configuração da ferramenta desejada
- Altas taxas de hora da máquina
- Altos custos para posterior brunimento em passe único
Características especiais da solução
- Ferramentas individuais que combinam perfeitamente umas com as outras garantem, condições prévias ideais para um processo reduzido do brunimento
- O processo de brunimento pode ser eliminado com certos requisitos da peças
Furo do carretel

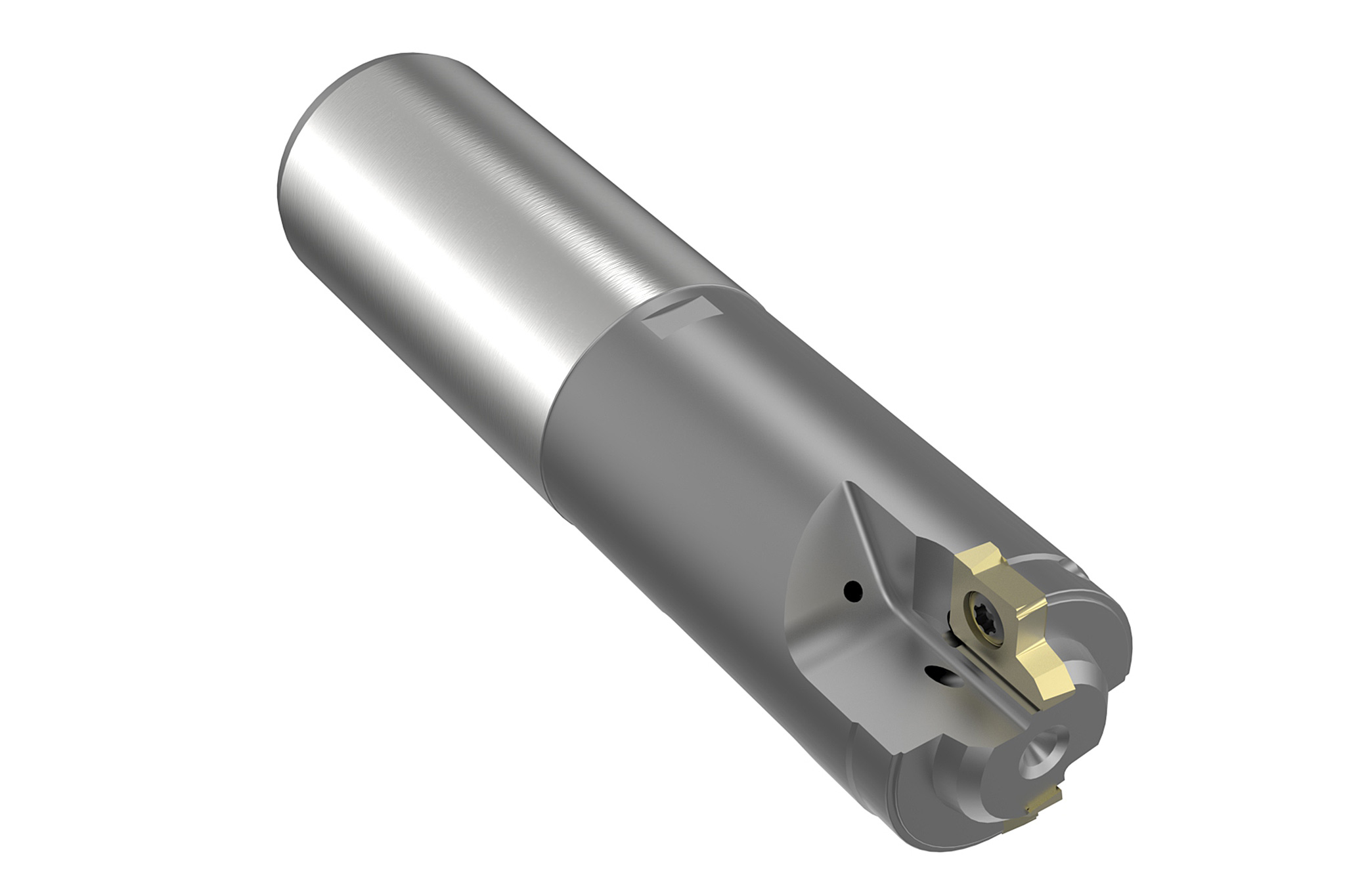
1. Mandrilamento
- Ótimos resultados na pré-usinagem devido um processo coordenado do furo piloto e do mandrilamento
- Ótimo fluxo de cavacos e possibilidades estendidas de reafiação devido à tecnologia multicorte e perfeito suprimento do refrigerante
- Evita a formação de anéis nas cavidades devido a geometria do furo → sem custos para remoção de anéis

2. Controle na usinagem das bordas
- Ferramenta para mandrilamento de metal duro integral
- Maior precisão e qualidade superficial na usinagem das bordas
- Bordas de controle definidas sem falhas macroscópicas

3. Acabamento fino
- Ferramenta para acabamento fino com sistema EasyAdjust e guias
- Usinagem de precisão confiável com fácil manuseio
- As melhores formas cilíndricas devido a ótima orientação
Furo do compensador

1. Mandrilamento
- Ferramenta para mandrilamento de metal duro integral com 6 guias para perfeitas, circularidade e retilinidade
- Furo reto, ideal fluxo de cavaco e orientação em todo o comprimento da furação
- Redução de tempos não produtivos devido a duas operações de usinagem em uma ferramenta
2. Usinagem com controle de borda
- Ferramenta para mandrilamento de duplas facas com geometria especial
- Usinagem confiável do contorno e segurança no processo
- Fácil manuseio com baixo custo de material de corte
3. Acabamento fino
- Ferramenta para acabamento fino com sistema EasyAdjust e guias
- Usinagem fina confiável com fácil manuseio, sem brunimento subsequente
- As melhores formas cilíndricas devido a ótima orientação
Vantagens
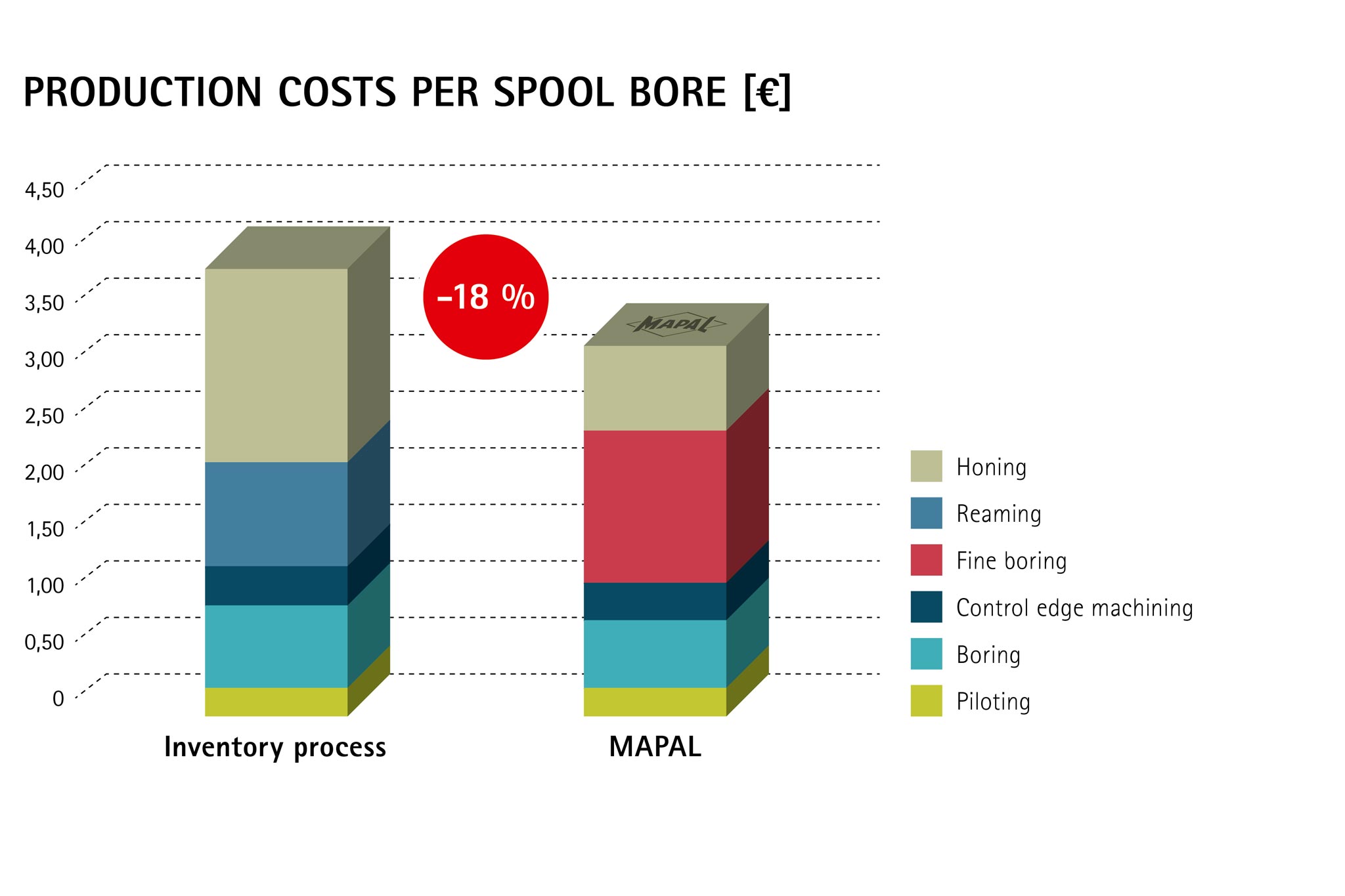
- Processo de brunimento de alto custo no furo do carretel diminuído
- Baixos custos de ferramentas por furo
- Tempos não produtivos mais curtos devido à engenharia inteligente em cooperação com o cliente
- Economia significativa de custos, devido a eliminação do processo de brunimento no furo do compensador
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h6c/h6e/9043460718622/Grafiken_EN-13/Grafiken-EN-13.jpg)