
Lotes de pequenos tamanhos – Redução da troca de ferramentas por meio de ferramentas combinadas
Corpo de válvula EN-GJL-300 – Furo do carretel
Situação inicial no cliente

- Lotes de pequenos tamanhos
- Opção para configuração de ferramenta disponível
- Muitas ferramentas e trocas frequentes
- Altas taxas de hora da máquina
- Alto esforço devido ao processo de brunimento de passagem única
Características especiais da solução
- Redução no número de trocas das ferramentas devido ao escalonamento da ferramenta para mandrilamento com pastilhas intercambiáveis
- O contorno pode ser concluído em um etapa do processamento
- A ferramenta de acabamento fino cria maior qualidade do furo e compensa o deslocamento axial nos furos com pré-usinagem dois sentidos
Furo do carretel
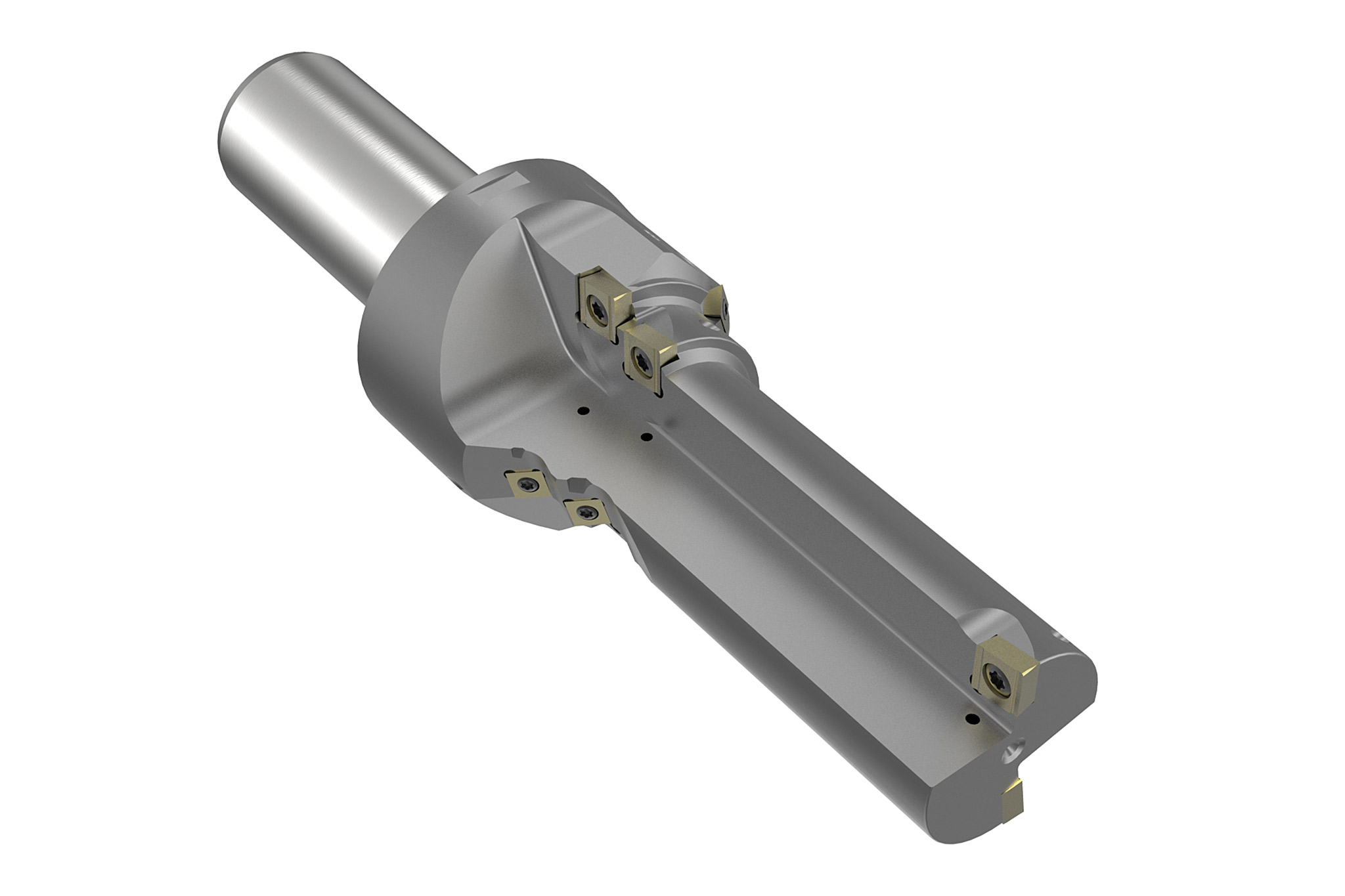
1. Pilotagem e mandrilamento
- Ferramenta especial escalonada para mandrilamento com pastilhas intercambiáveis radiais e tangenciais
- Pré-usinagem do furo do carretel e conclusão dos contornos em um único passe

2. Steuerkantenbearbeitung
- VHM-Profilwerkzeug
- Höchste Genauigkeit und Oberflächengüte der Steuerkanten
- Definierte Steuerkanten ohne Ausbrüche

3. Feinbohren
- Feinbohrwerkzeug mit einstellbaren Wendeplatten und Führungsleisten
- Ideal für Stegbearbeitungen von sehr genauen und langen Bohrungen
![JÄHRLICHE HERSTELLKOSTEN DER DRUCKWAAGENBOHRUNG [€]](/medias/sys_master/root/hdb/h66/9043460980766/Grafiken_DE-14/Grafiken-DE-14.jpg)
Vorteile
- Optimal abgestimmter Prozess durch Lösung mit mehrstufigem Aufbohrwerkzeug mit Wendeschneidplatten, Steuerkantenbearbeitung und Feinbohren
- Höchste Genauigkeit und Prozesssicherheit
- Verringerter Aufwand beim Honen und dadurch resultierende Kosteneinsparung