
ステータハウジングの 内径および外径加工

ステータ穴用の3段階ソリューション
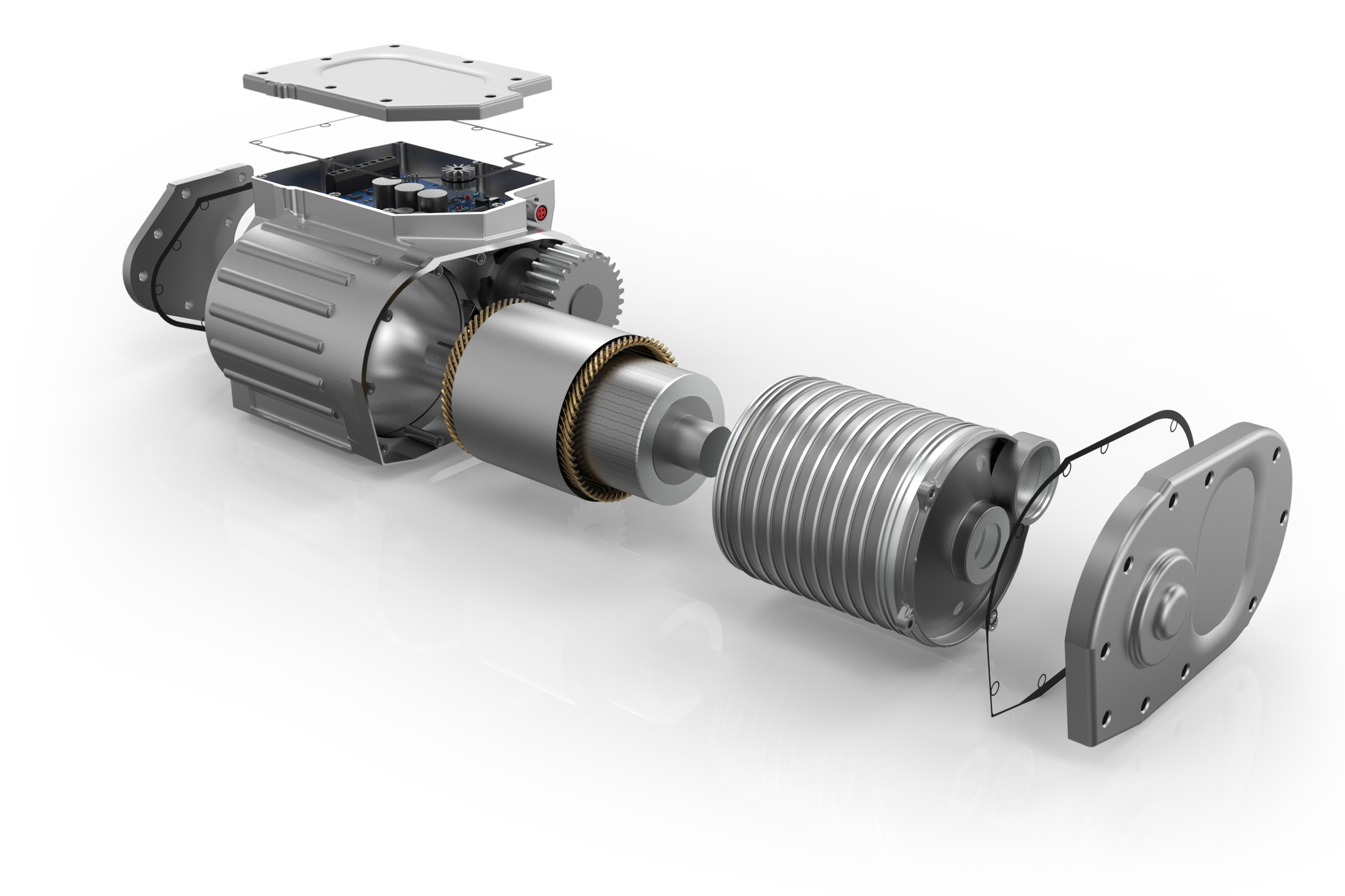
ポット型のモーターハウジングでは、ステータキャリアハウジングが中間ハウジングとしてメインハウジングに挿入されています。薄肉のアルミニウム部品の一般的な直径は、内側が200~240mm、外側が240~260mmです。電気モーターの性能を発揮するためには、様々なベアリングや取付径の同芯性が重要であり、そのためには厳しい公差内で非常に精密な加工を行う必
要があります。
ステータ穴を加工する3つのステップのうち、最初のステップは、ボーリングツールを使った前加工になります。鋳物には鋳抜きの傾斜形状があるため、最大6mmの深さまで除去加工が必要です。これには、振動を回避するためにガイド用の円弧状のランドを備えた特殊な交換式インサートが使用されます。これにより、簡単に取り除ける小さな切り屑を確実に生成することができます。次の中仕上げ加工では、eモーターハウジングの複雑な輪郭が前加工され、面取りの仕上げと半径方向の繋ぎ目形状が仕上げ加工用のファインボーリングツールによって実施され、ミクロン精度を達成します。ツールは、取り代の状況、機械装置、ク
ランプシステムに応じて、お客様毎に設計されます。ツールの刃先の位相は、ハウジングのさまざまな段差や、ベアリング用の鋳込みまたは圧入されたスチールブッシュを考慮しています。ワークの大部分はPCDで加工されますが、スチール部分には超硬の刃先が使用されます。
外径加工用として世界初
マシニングセンターでの全加工
内径加工は、ボーリングツールを使って非常に速く、正確に行うことが可能です。さらに、同じクランプ状態で外径も同時に加工することができます。マシニングセンターのソリューションでは、大型で箱型のアルミハウジングの加工を目的とした既存の機械装置でe-モビリティへ転換していくお客様に対応します。
これから新たな設備で生産を始める場合は、最適な加工戦略を当然選択することができます。マパールは、機械メーカーと共同で代替の加工ソリューションを開発しました。ここでは、立形旋盤で使用できるように、プロセスを90度回転させました。