
16.11.2022
Green tools protect resources
Minimum quantity lubrication with MAPAL
With the advent of machining with minimum quantity lubrication (MQL) nearly 30 years ago, the appeal of this technology was its potential cost savings. Today, protecting resources, energy efficiency and an improved carbon footprint take centre stage. The use of MQL is particularly appealing for new manufacturing lines, such as for e-mobility.

To successfully implement MQL, all parts must be coordinated in the production process. The machine, MQL system, medium, workpiece material, clamping fixture, process sequence, extractor system, tool and clamping technology form one unit. MAPAL offers almost all its tools in versions for MQL too. The Aalen-based manufacturer marks tools and clamping tools suitable for this resource-saving use with a green label.
In these “green tools”, the MQL connections and cooling channels are modified in such a way that the MQL medium is transported to the cutting and guide elements of the tools in a constant and flow-oriented manner. The outlets are closer to the cutting point and have steeper outlet angles than in tools for wet machining. To assist with chip removal, chip spaces in tools suitable for MQL are twisted, polished and made larger where necessary.
Less lubricant means lower energy consumption
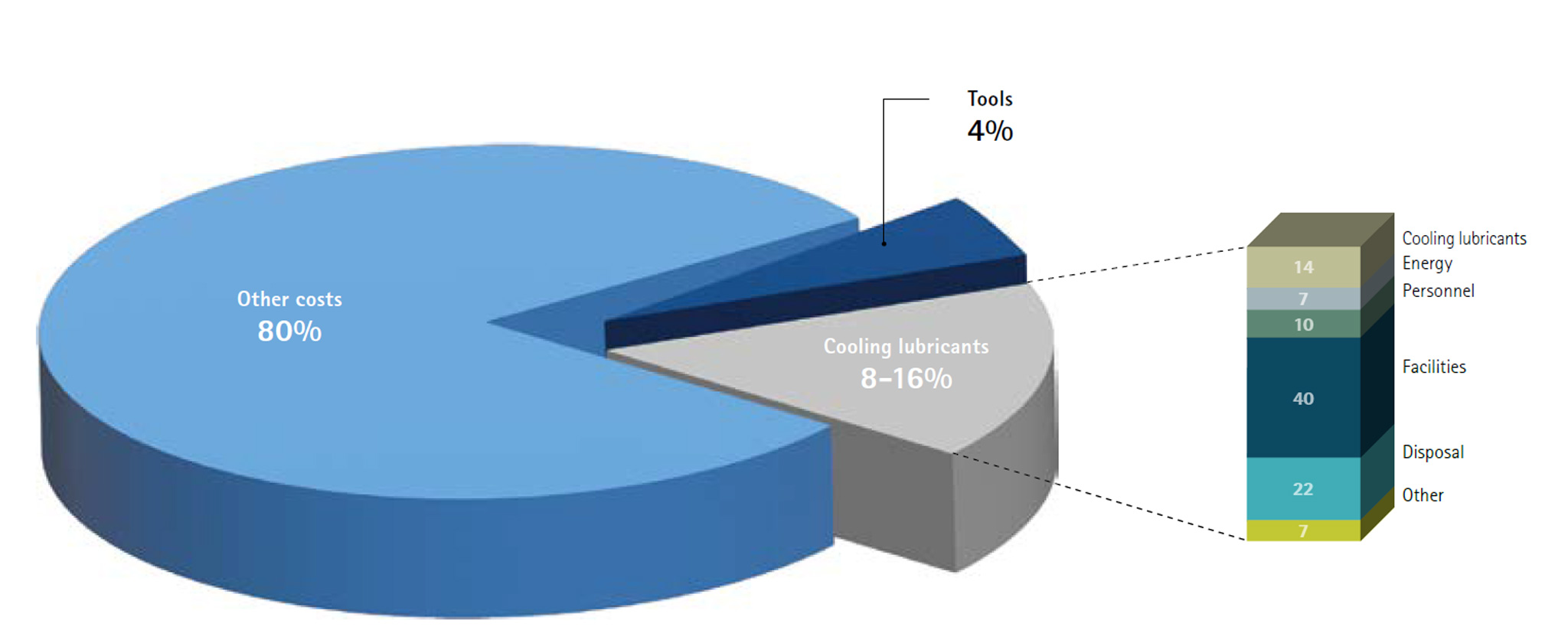
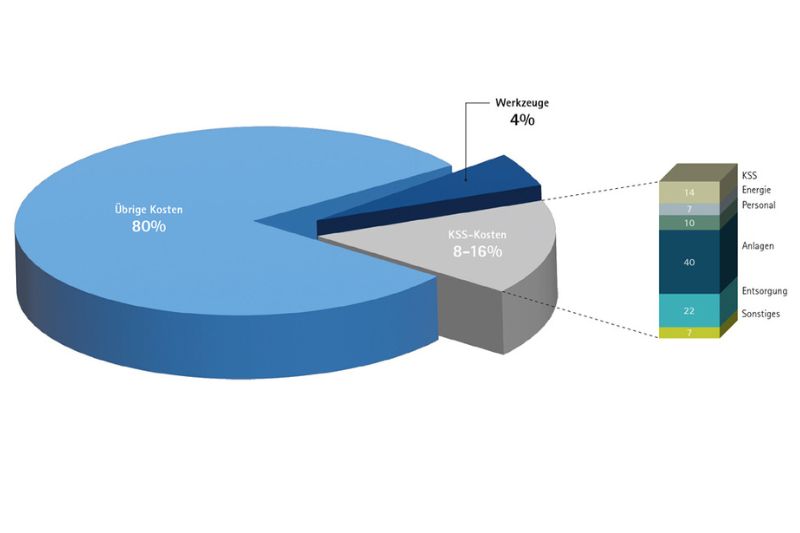
When using conventional cooling lubrication technology in a machining centre, its components high pressure, low pressure, return pump and high-pressure filter account for around 50 percent of all energy consumption in total. Even if the use of MQL technology increases use of compressed air, there is still potential for energy savings of up to 40 percent overall – a major improvement of the carbon footprint in production. Resource efficiency also includes demonstrably longer tool lives for tools used in MQL, particularly in machining aluminium. This is proven in particular by the avoidance of the thermoshock effect which occurs in wet machining.
MAPAL is currently noticing higher demand for processes with minimum quantity lubrication, particularly from countries in Asia. Here, protecting resources is a positive argument from the outset. No longer needing to process chips, but being able to continue processing them without cleaning procedure also makes workflows easier.
In Germany, automotive manufacturers have been pushing the switch to MQL for some years now. However, a complete switch hasn’t been achieved. First of all, in some areas, there are commercial reasons for continuing to operate existing machines, cooling pumps and processing facilities. There may also be established processes which are being continued.
However, when new manufacturing lines are being set up, MQL comes into play from the beginning. This applies in particular to electric mobility. The industry has a keen interest in also producing parts for eco-friendly vehicles in the most resource-efficient way possible, with low carbon emissions. MAPAL now also enables the use of MQL for complex precision tools which were initially not yet designed for this purpose.
Tools for e-mobility

One example is the tool for machining the stator bore on an electric motor. Its large machining diameter requires a complex cooling channel guide in the tool and an MQL medium flow angle that can be adapted to the point of action. MAPAL created the appropriate cooling channel guide in the tool with the help of additive manufacturing, among other aspects. The 3D printing and adapted transfer elements inside the tool allow all cutting and guide elements to be equally well supplied with MQL. As the process involves working with very low quantities of oil and large length to diameter ratios, sealed transfer points as well as non-sagging and flow-optimised cooling channels in the tool body are particularly important. Additive manufacturing, which is also used for other MQL tools, additionally allows for adjusted diameters for compressed air. This in turn has a positive impact on the energy footprint thanks to lower air volume consumption.
MQL technology is constantly developing. New, high-quality device generations from MQL system manufacturers, combined with high-quality fluids, ensure increasingly fine aerosols and/or oil-air mixtures. Furthermore, harmonisation between the MQL system and individual tools is optimised in order to be able to provide a precisely dosed oil quantity that meets requirements for every application. Machining with minimum quantity lubrication makes an even bigger contribution to sustainability in manufacturing companies as a result.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


