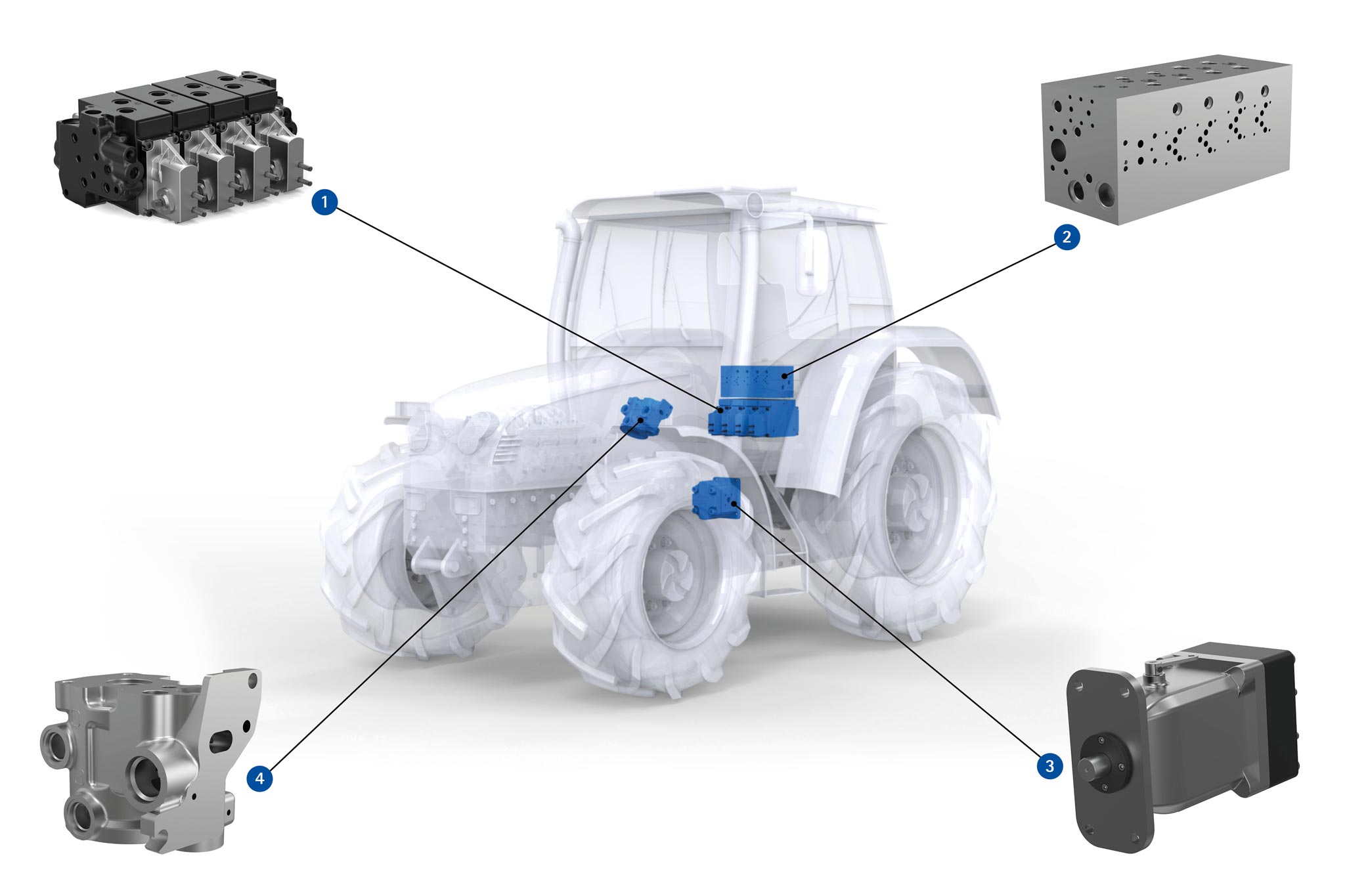
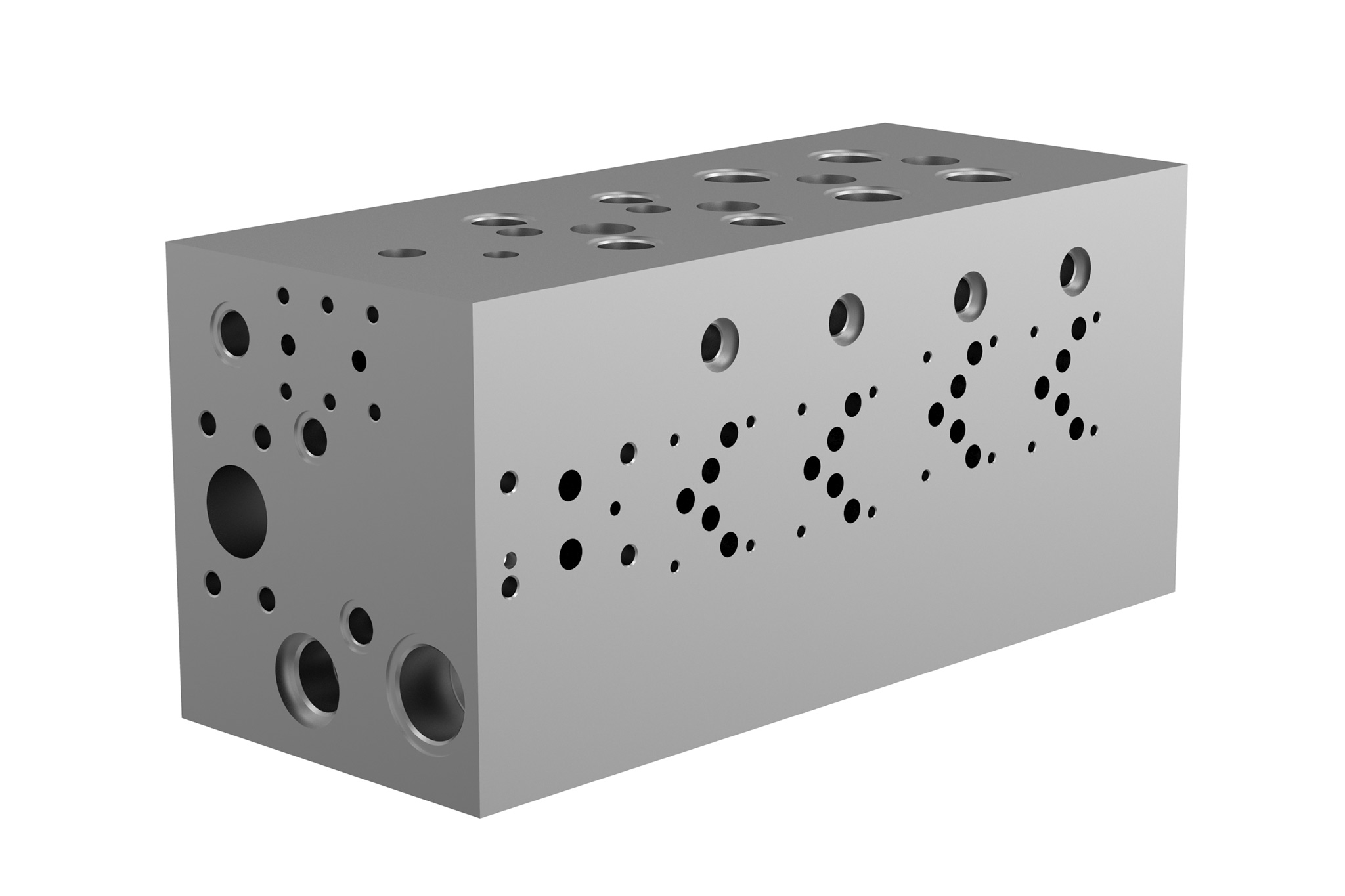
Boost your machining efficiency on hydraulic components
American manufacturers face increasing pressure for more output and less downtime with no room for error. At MAPAL, we deliver cutting-edge precision tools and solutions that help hydraulic system suppliers stay ahead of the competition.
With over 75 years of expertise, MAPAL is your trusted partner in boosting production efficiency, cutting operational costs, and ensuring top-tier quality – from prototype to serial production.
Want to know how MAPAL can transform your machining performance on hydraulic components?
Request a free call with one of our application engineers today: