Innovative pre-machining for hydraulic components
With powerful pilot drills and boring tools
MAPAL adds powerful spool bore tool solutions to its range.

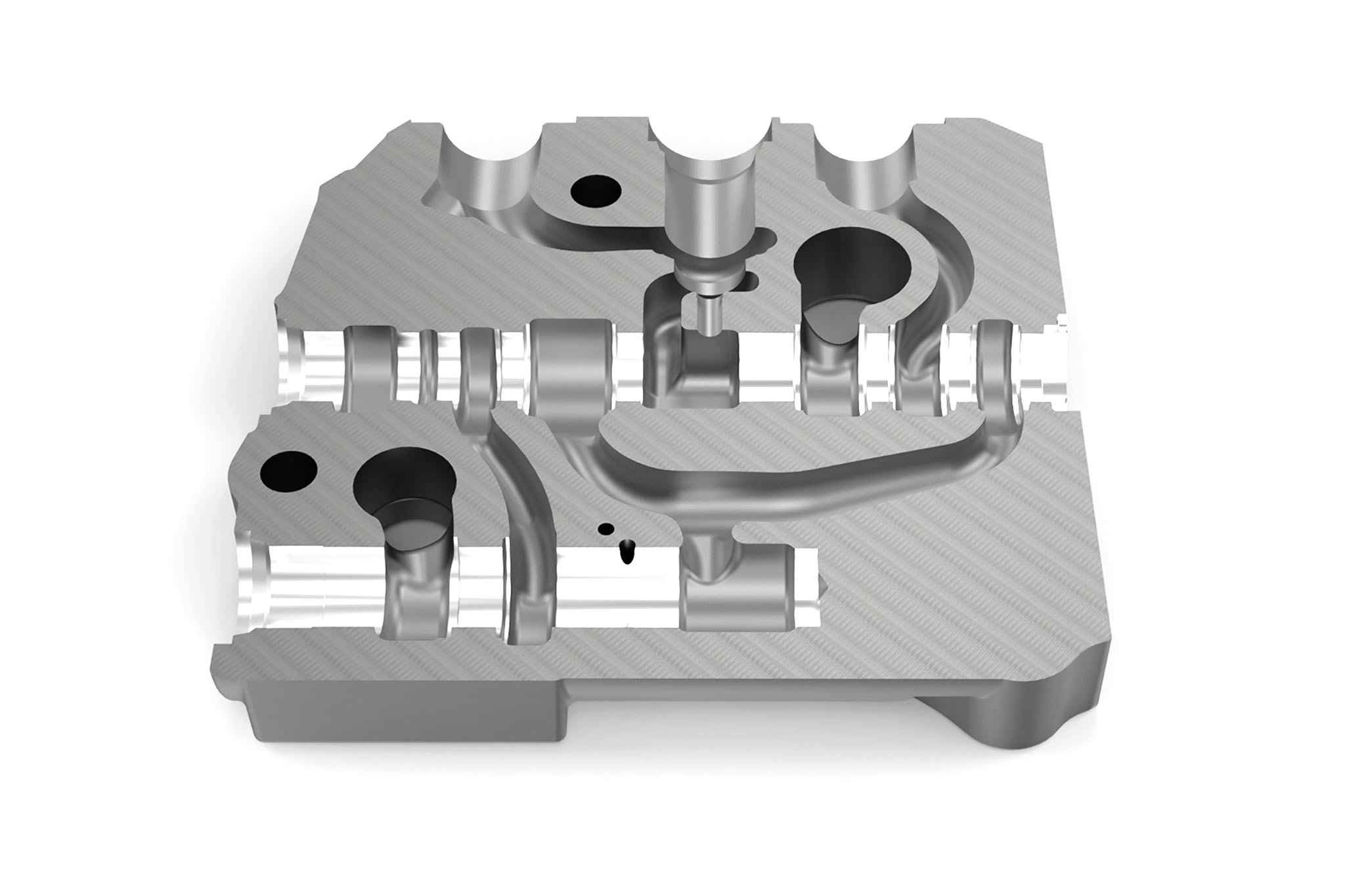
The spool bore is a key element in hydraulic components like valve housing or axial piston pumps. Fine machining these with fine boring tools has always been one of MAPAL’s core competencies. With new tool solutions for pre-machining, the tool solution is expanding its position as a comprehensive technology partner. Customers benefit from a full one-stop machining concept – from piloting to fine machining.
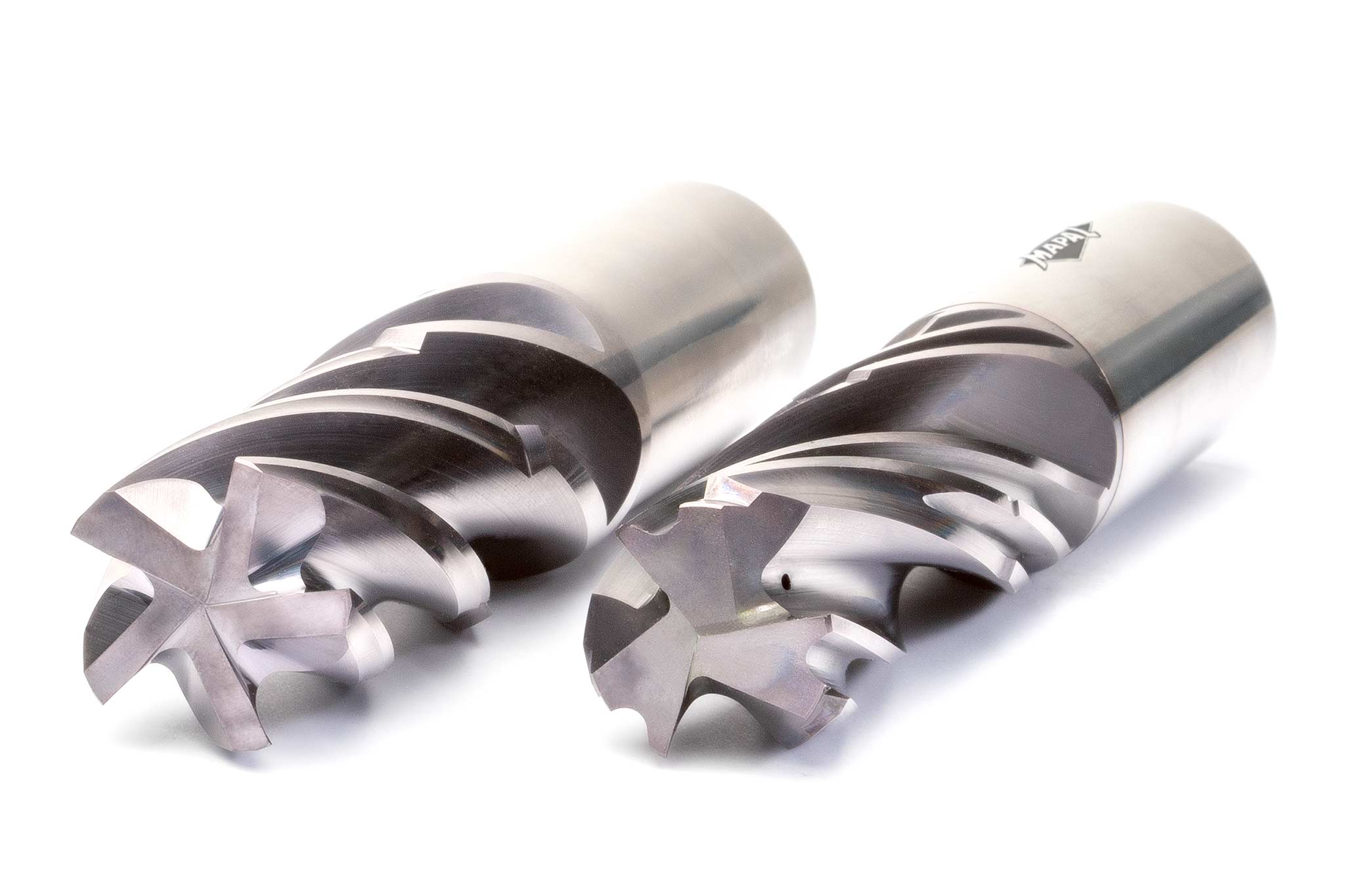
The focus is on two new tools: the pilot drill with three or five cutting edges for different casting
properties enables efficient and highly economical component piloting, reducing machining
steps and saving tool changes. While the threelipped core drill is used for stable raw parts, the
option with five cutting edges offers precise results at high feeds in unstable casting conditions.
properties enables efficient and highly economical component piloting, reducing machining
steps and saving tool changes. While the threelipped core drill is used for stable raw parts, the
option with five cutting edges offers precise results at high feeds in unstable casting conditions.
Like the pilot drill with three cutting edges, the solid carbide boring tool with three cutting edges is based on MAPAL’s patented multi- chamfer technology. This ensures clean chip removal and prevents swirling in chip removal – including at drilling depths up to 10xD. Targeted internal cooling enables long tool lives and also increases process reliability.
Both tools are optimally tailored towards subsequent fine machining. Coordinated processes,
reduced scrap rates and maximum cost-effectiveness help create innovative solutions for fluid power – with measurable added value for the customer.
reduced scrap rates and maximum cost-effectiveness help create innovative solutions for fluid power – with measurable added value for the customer.