

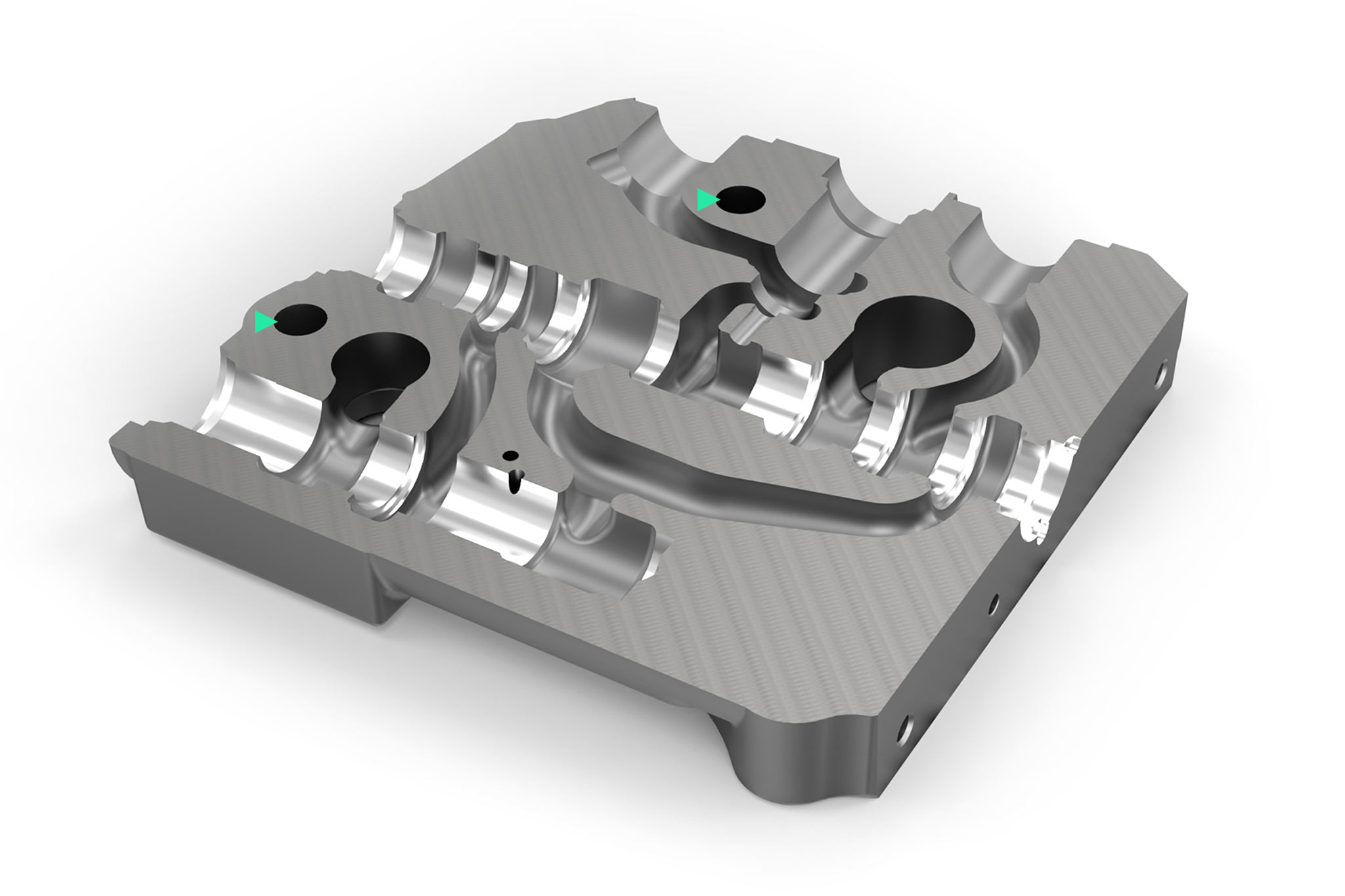
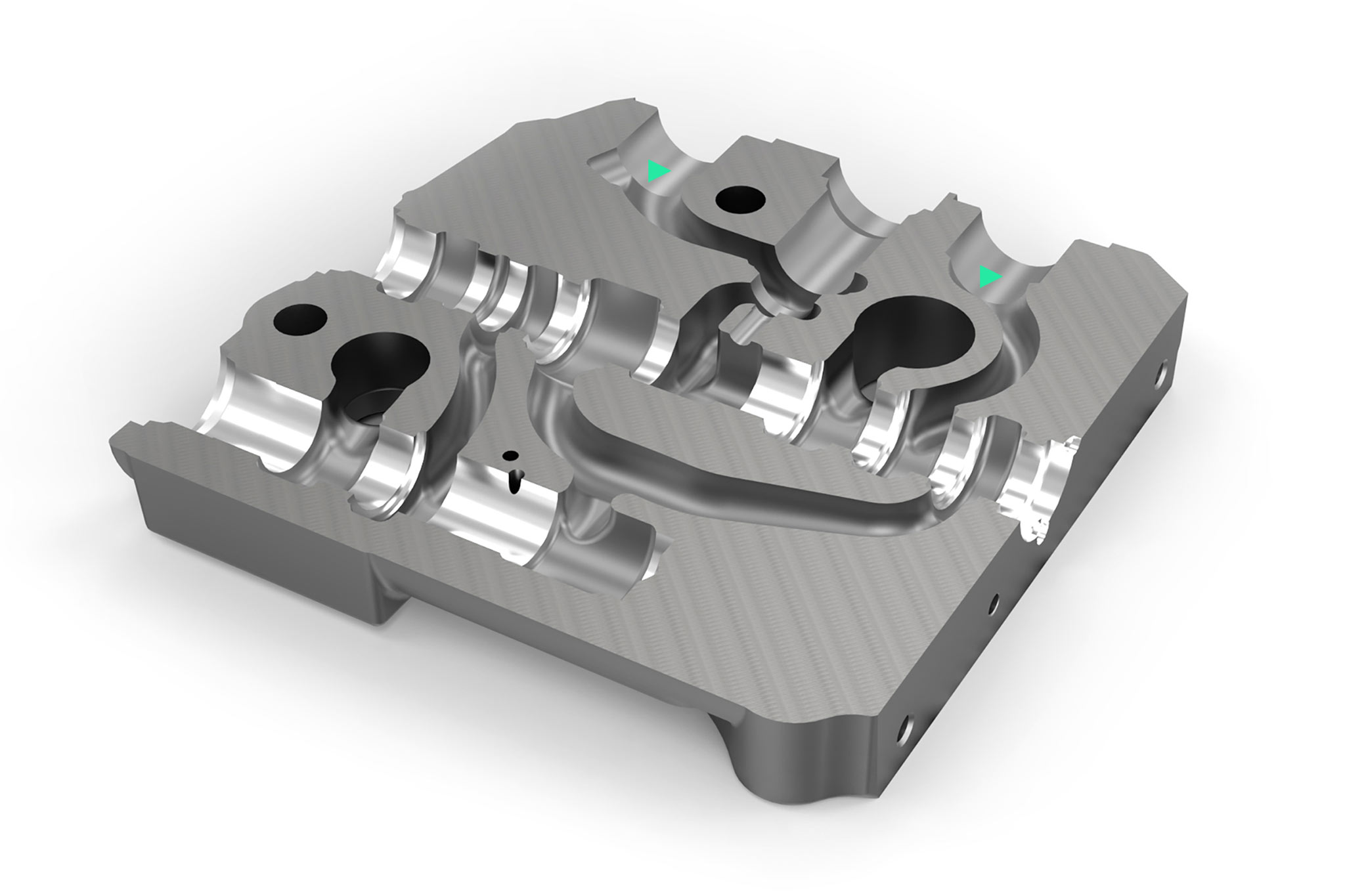
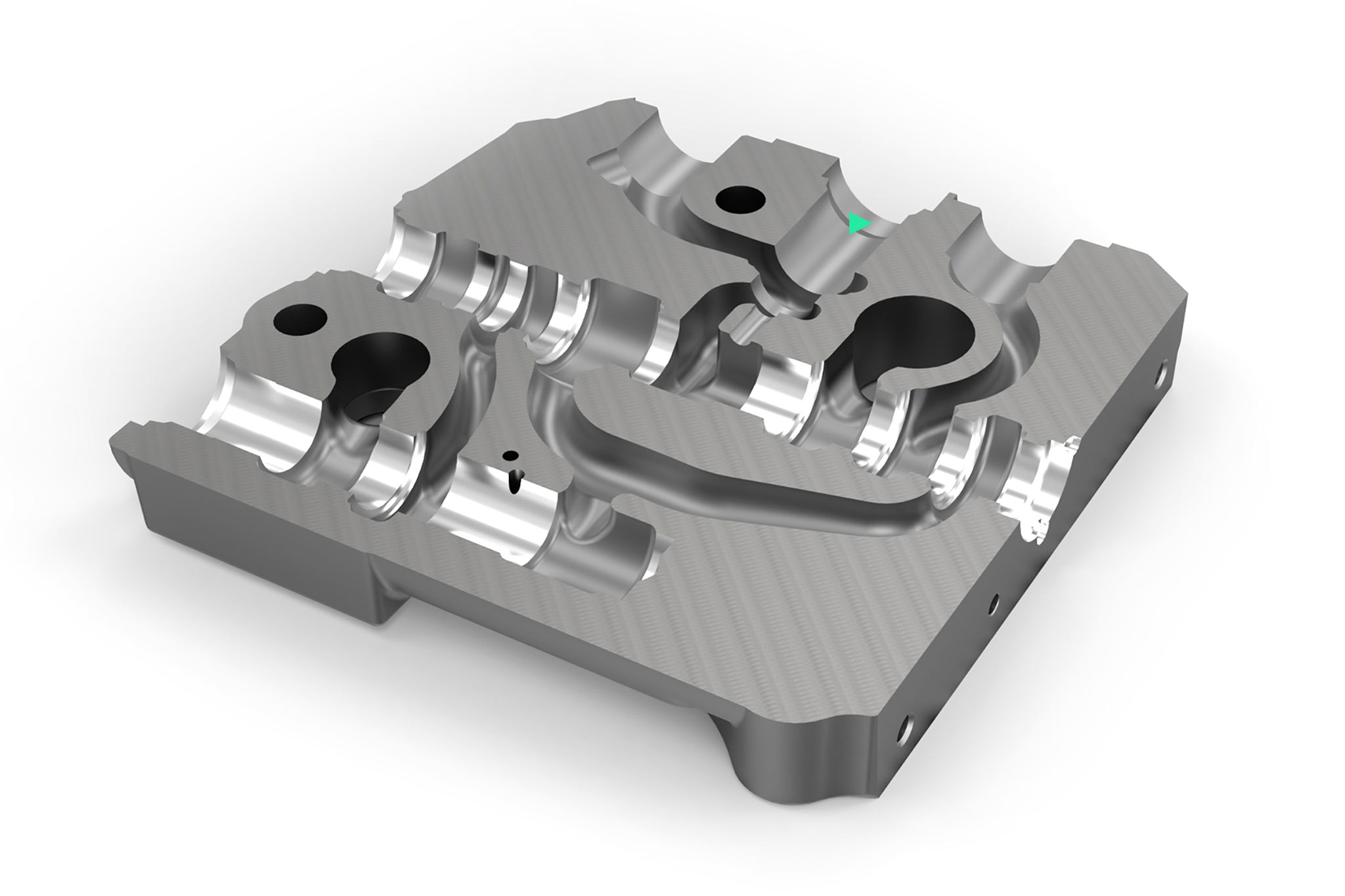
Corpo de válvula hidráulica
Tudo depende do furo principal. A fabricação de corpos de válvulas é um dos pontos mais importantes no mundo da tecnologia de fluidos. Durante anos, a experiência MAPAL tem sido solicitada para o furo do carretel. A dimensão da folga com o furo do carretel depende da precisão desse furo, de modo que o óleo hidráulico possa fluir na direção necessária sem vazamentos. Isso é definido de forma muito restrita em válvulas hidráulicas modernas. A circularidade, a forma cilíndrica, a linearidade e a qualidade da superfície da superfície desse furo são cruciais.

Exigências da usinagem
- Situação flutuante da tolerância do fundido
- Corte interrompido severo
- Evitar a formação de anéis durante o mandrilamento e garantir a remoção segura dos cavacos
- Evitar falhas macroscópicas nas bordas de controle no processo de mandrilamento
- Exigências elevadas para tolerância de forma e posição
- Remoção constante de material antes do brunimento
- Consideração da variação dos componentes e os espaços limitados de armazenamento das ferramentas no conceito de usinagem
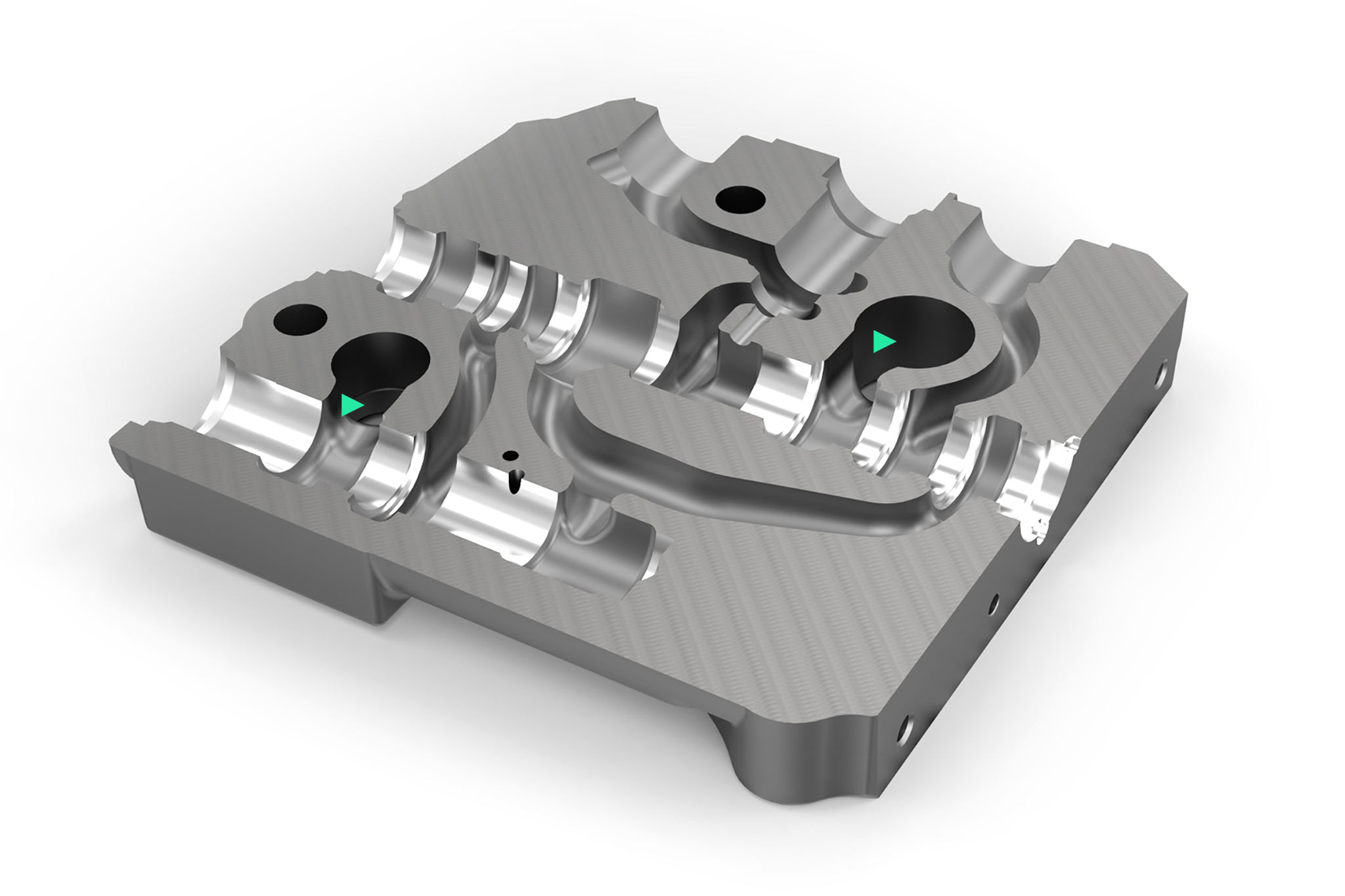
Válvula direcional
As válvulas direcionais são válvulas acionadas mecânica ou eletronicamente com várias posições de comutação. Dependendo da posição especificada da bobina ao longo das bordas de controle, um fluxo com volume é definido para operar o equipamento conectado. O compensador de pressão individual ajusta uma queda de pressão com carga constante através da borda de controle de alimentação do êmbolo, de modo que um controle de fluxo com volume independente da pressão de carga seja obtido em toda a faixa de ajuste, também na operação paralela (compensação de carga). O sistema deve estar livre de vazamentos, para evitar quedas acidentais da carga, mesmo nas operação em paralelo.
Usinagens de furos


Soluções para aplicação
1 – Séries pequenas e médias com ferramentas fixas
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Schieberbohrung
- Einzelaufträge, kleinere und mittlere Stückzahlen
- Keine Möglichkeit zur Werkzeugeinstellung
- Geringe Durchlaufzeit gefordert
- Hohe Maschinenstundensätze
- Stabiler Aufweit-Honprozess vorhanden
- Werkzeugkonzept auf mehrere Bauteilvarianten abgestimmt
2 – Großserie mit festen und justierbaren Werkzeugen
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Schieberbohrung und Druckwaagenbohrung
- Großserie
- Werkzeugeinstellung gewünscht
- Hohe Maschinenstundensätze
- Hohe Kosten für nachfolgendes Dornhonen
3 – Kleine Losgrößen – Reduzierung der Werkzeugwechsel durch Kombinationswerkzeuge
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJL-300 – Schieberbohrung
- Kleine Losgrößen
- Möglichkeit zur Werkzeugeinstellung vorhanden
- Zu viele/häufige Werkzeugwechsel
- Hohe Maschinenstundensätze
- Hoher Aufwand durch Dornhon-Prozess
4 – Brunimento flexível no centro de usinagem
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Druckwaagenbohrung / Honbearbeitung
- Anforderung zur Reduzierung der Nebenkosten
- Bestehendes BAZ auf TOOLTRONIC umgerüstet
- Honbearbeitung bei Prototypen-Bau, sowie Klein- und Mittelserie
- Anforderung zur Einsparung des Honprozesses auf separater Maschine
5 – Toolmanagement
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Komplettbearbeitung
- Hohe Lagerbestände
- Prozessabläufe im Einstellraum nicht optimal und unvollständige Datenqualität
- Kostentransparenz nicht ausreichend
- Hohe Fluktuation aufgrund von allgemeinem Fachkräftemangel
- Probleme mit Werkzeugbrüchen
- Hohe Werkzeugkosten
Tool solutions
Pilotagem e mandrilamento



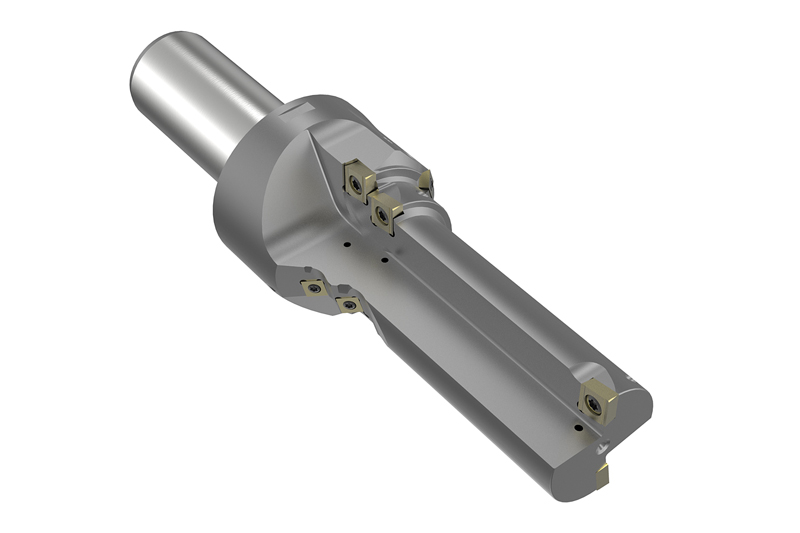
Controle na usinagem das bordas
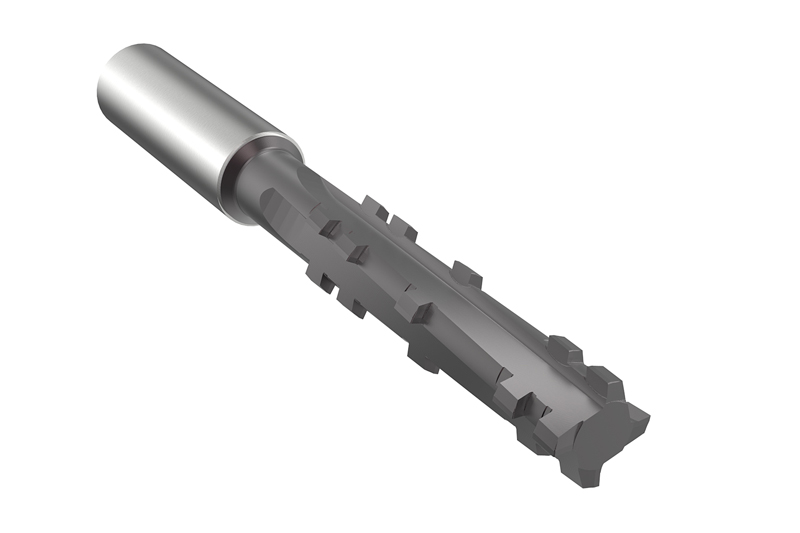

Mandrilamento e acabamento fino



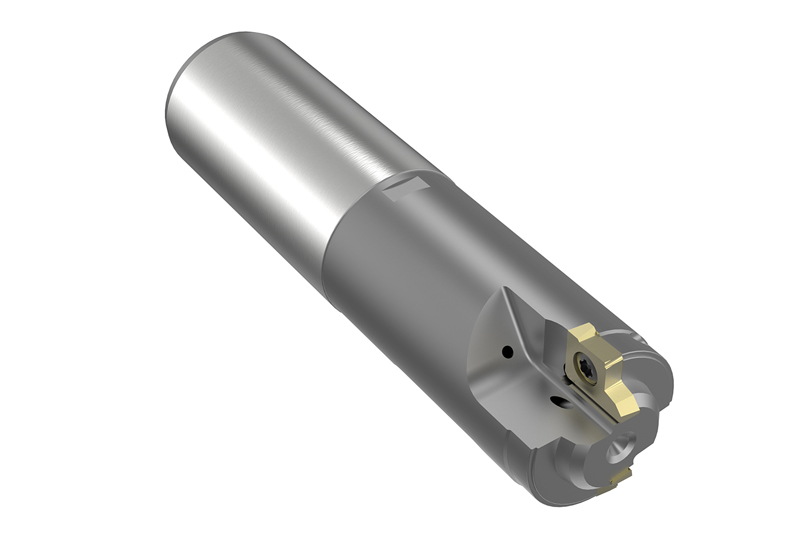
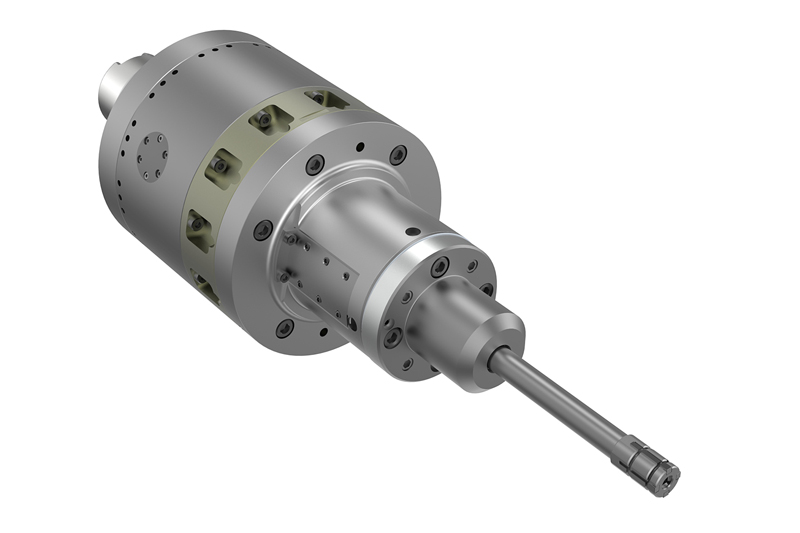
Usinagem de acabamento por brunimento
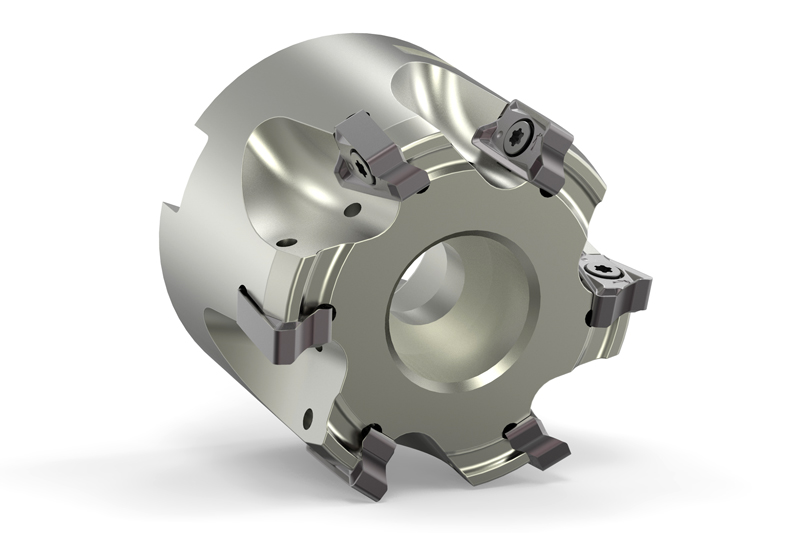
Fresamento


Fixação


