

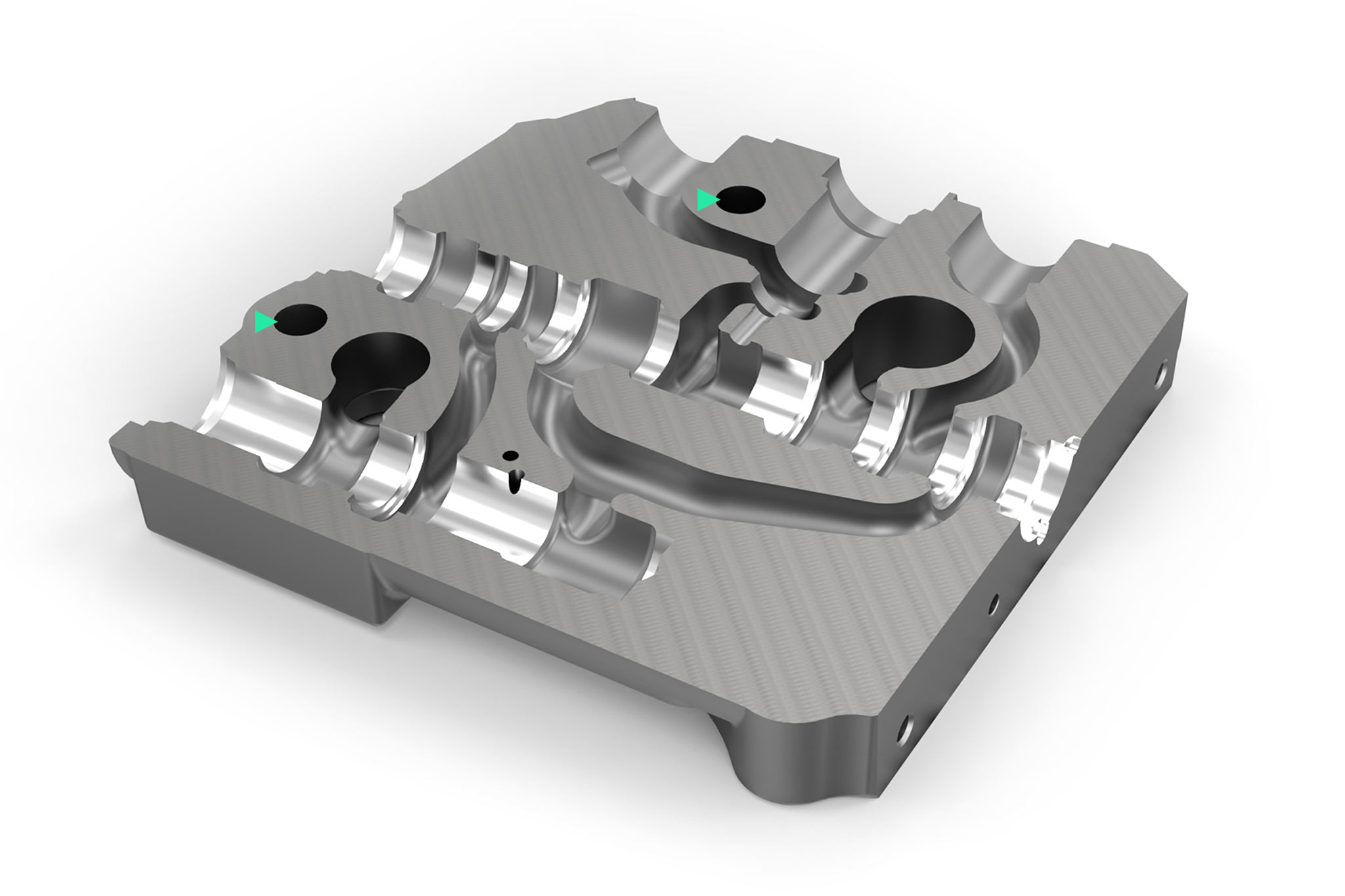
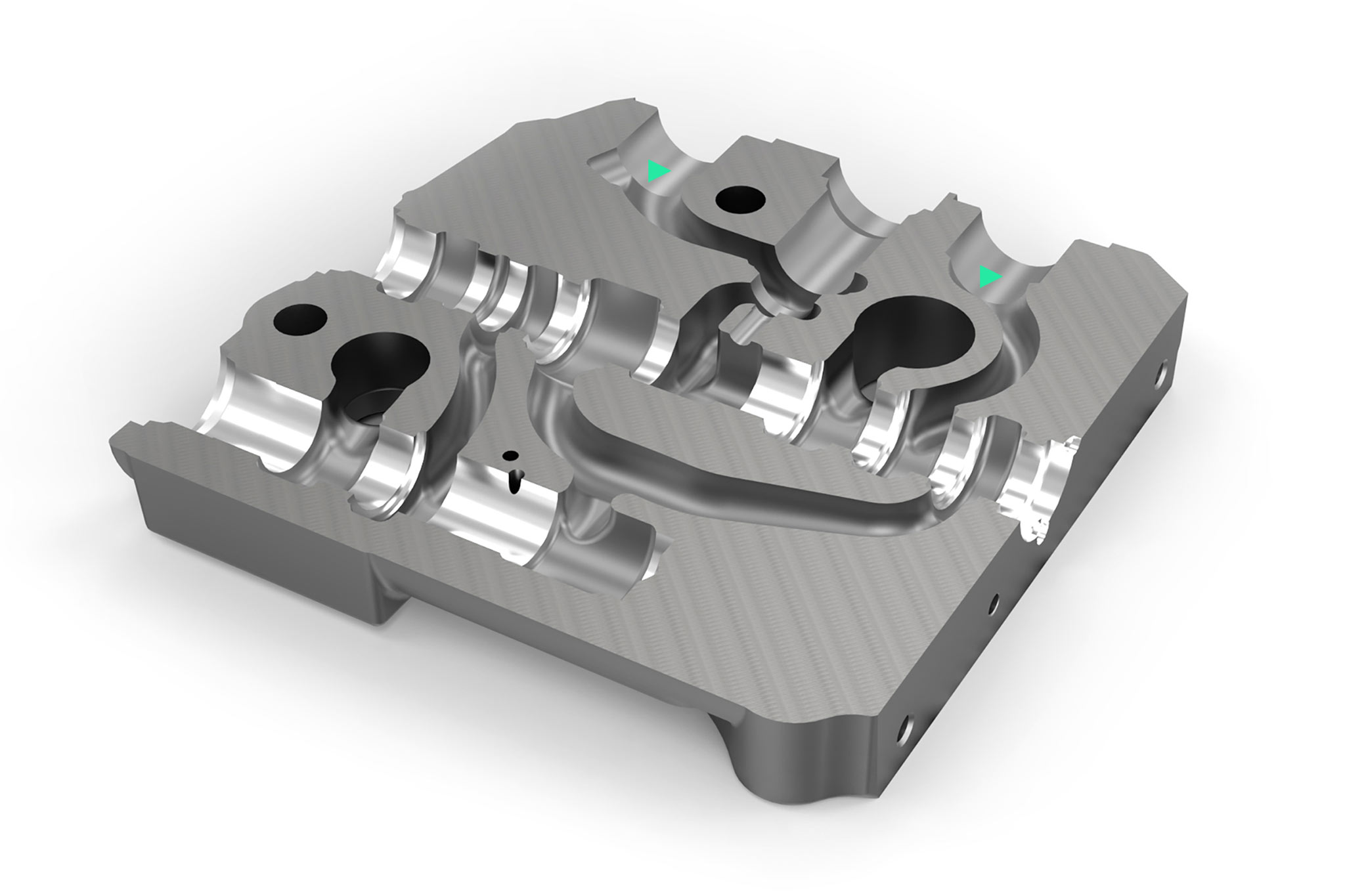
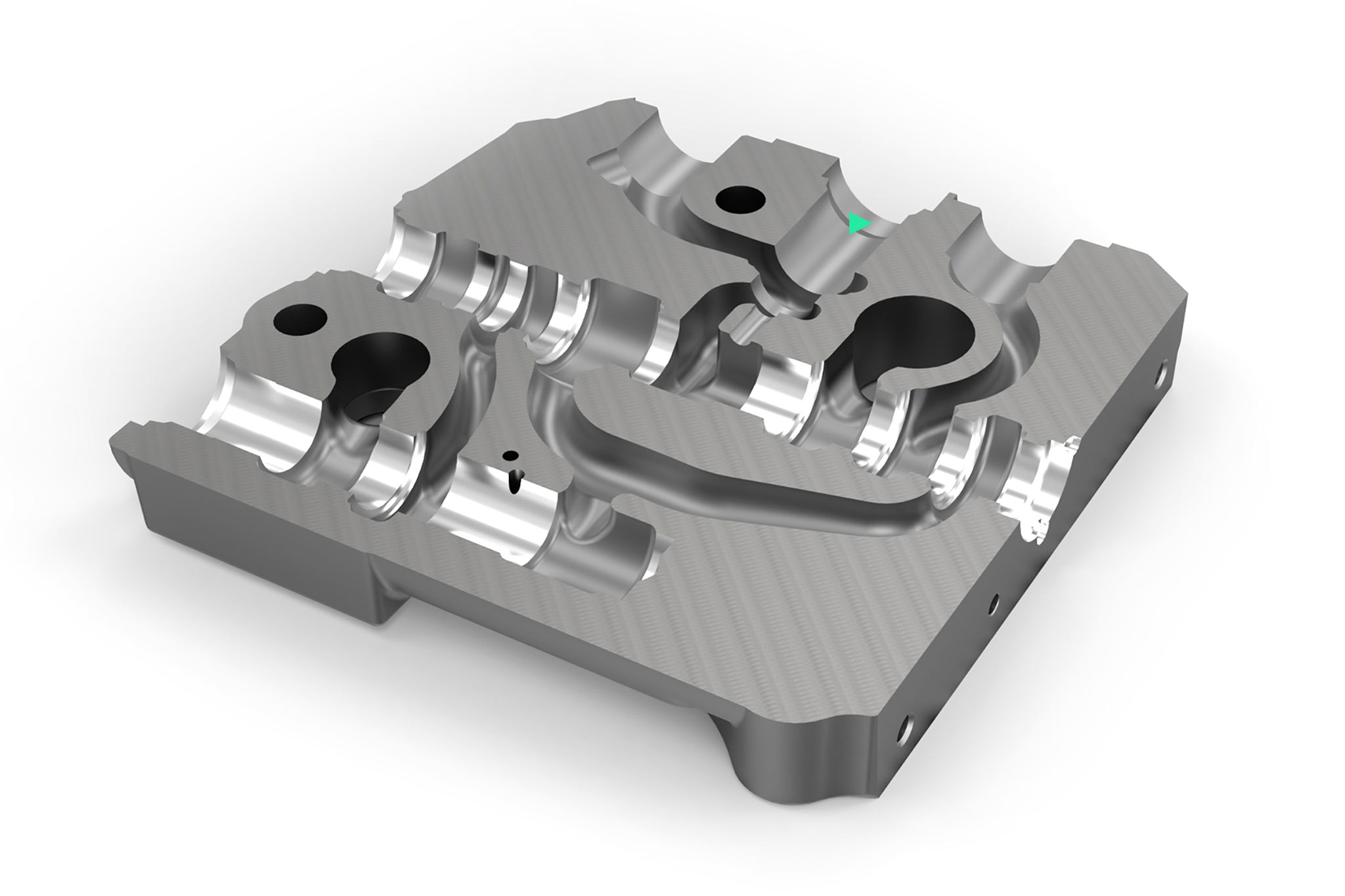
Hydraulikventilgehäuse
Alles hängt von der Hauptbohrung ab. Die Fertigung von Ventilgehäusen ist die Königsdisziplin in der Welt der Fluidtechnik. Seit Jahren ist die Kompetenz von MAPAL bei der Schieberbohrung gefragt. Von der Genauigkeit dieser Bohrung hängt das Spaltmaß mit dem Schieber ab, damit das Hydrauliköl leckagefrei nur in die gewünschte Richtung fließen kann. Dies ist bei modernen Hydraulikventilen sehr eng definiert. Dementsprechend liegt ein großes Augenmerk auf der Rundheit, Zylinderform, der Geradheit sowie der Oberflächengüte dieser Bohrung.

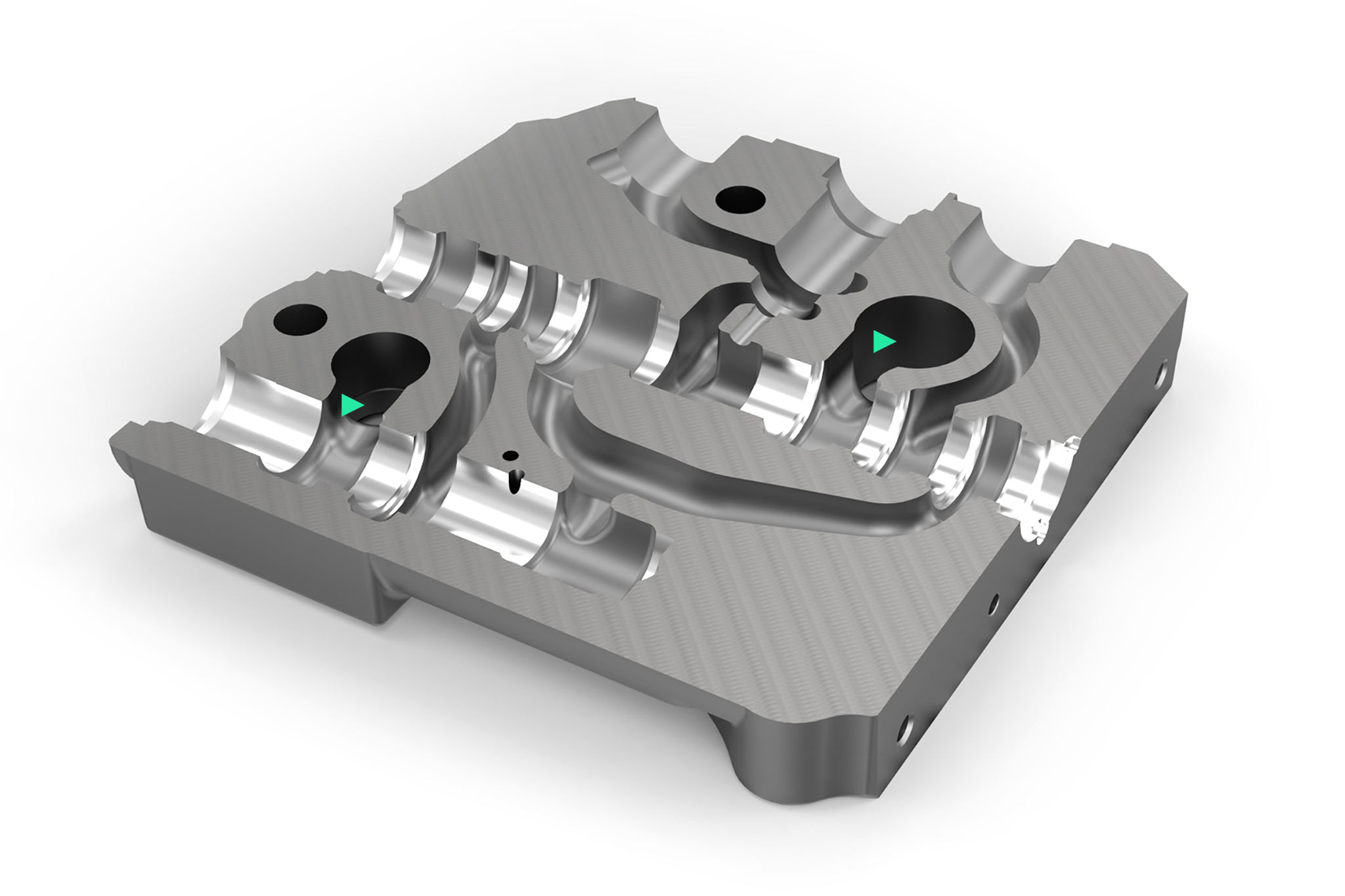
Zerspanungsanforderungen
- Schwankende Guss-Aufmaßsituation
- Stark unterbrochene Schnitte
- Ringbildung beim Aufbohren vermeiden und sichere Spanabfuhr aus dem Gehäuse gewährleisten
- Ausbrüche an den Steuerkanten im Aufbohrprozess vermeiden
- Sehr hohe Anforderungen an Form- und Lagetoleranz
- Konstantes Aufmaß vor dem Honen
- Bauteilvarianz und begrenzte Werkzeugspeicherplätze im Zerspanungskonzept berücksichtigen
Wegeventil
As válvulas direcionais são válvulas acionadas mecânica ou eletronicamente com várias posições de comutação. Dependendo da posição especificada da bobina ao longo das bordas de controle, um fluxo com volume é definido para operar o equipamento conectado. O compensador de pressão individual ajusta uma queda de pressão com carga constante através da borda de controle de alimentação do êmbolo, de modo que um controle de fluxo com volume independente da pressão de carga seja obtido em toda a faixa de ajuste, também na operação paralela (compensação de carga). O sistema deve estar livre de vazamentos, para evitar quedas acidentais da carga, mesmo nas operação em paralelo.
Usinagens de furos


应用解决方案
1 – Petites et moyennes séries avec outils fixes
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de tiroir
- Commandes individuelles, petites et moyennes quantités
- Pas de possibilité de régler l’outil
- Temps de passage moindre requis
- Taux horaire élevé des machines
- Processus de pierrage d’expansion stable disponible
- Concept d'outil adapté à plusieurs variantes de composants
2 – Grande série avec outils fixes et ajustables
Situation initiale du client
Valve housing EN-GJS-400-15 – spool bore and compensator bore
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
3 – Petits lots – Diminution des changements d'outils grâce aux outils combinés
Situation initiale du client
Corpo da válvula EN-GJL-300 – Furo do carretel
- Lotes de pequenos tamanhos
- Opção para configuração de ferramenta disponível
- Muitas ferramentas e trocas frequentes
- Altas taxas de hora da máquina
- Alto esforço devido ao processo de brunimento de passagem única
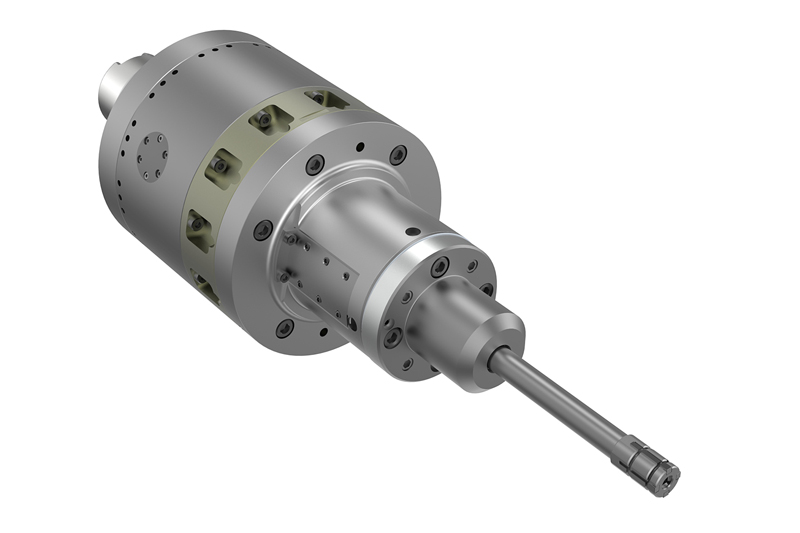
4 – Brunimento flexível no centro de usinagem
Situação inicial no cliente
Valve housing EN-GJS-400-15 – Compensator bore / honing
- Request for reduction of ancillary costs
- Existing machining centre re-tooled to TOOLTRONIC
- Honing for prototype manufacture, as well as small and medium-scale production runs
- Requirement for saving the honing process on separate machine
5 – Tool management
Initial situation at the customer
バルブケース FCD-400-15 - 完全加工
- 高い在庫水準
- 導入エリアのプロセスフローが最適ではなく、データ品質が不完全
- 十分でないコストの透明性
- 全般的な技能労働者不足による生産の変動
- ツール破損に関する問題
- 高いツールコスト
ツールソリューション
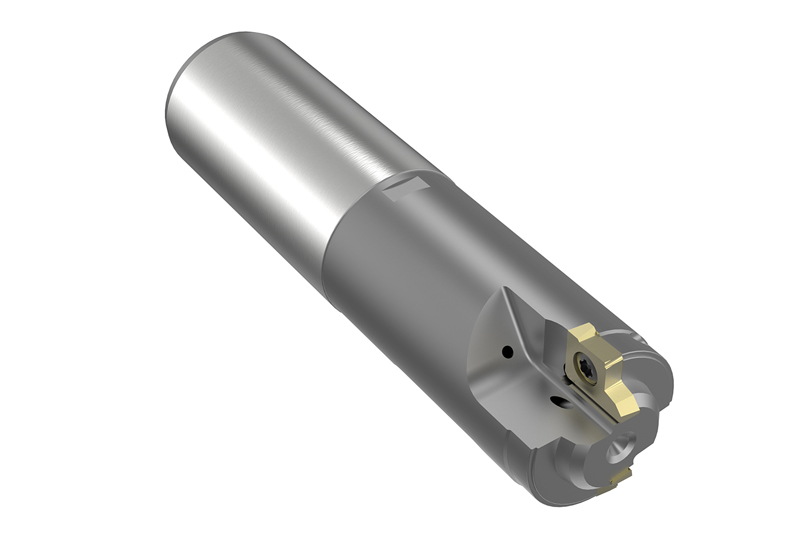
パイロット加工とボーリング



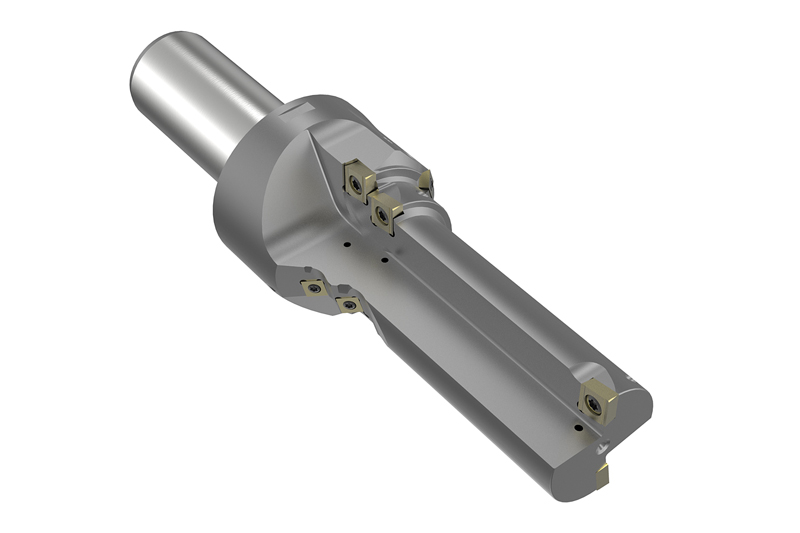
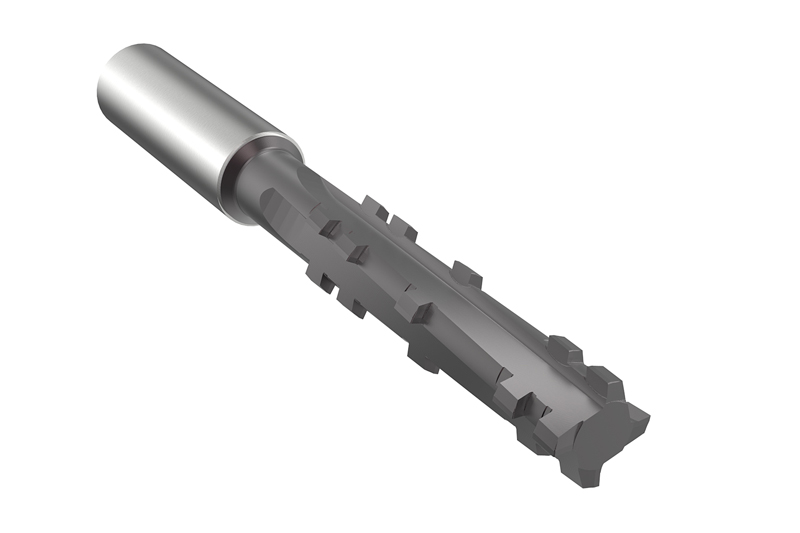
コントロールエッジ加工

Escariado y taladrado de precisión



Lavorazione di precisione tramite levigatura
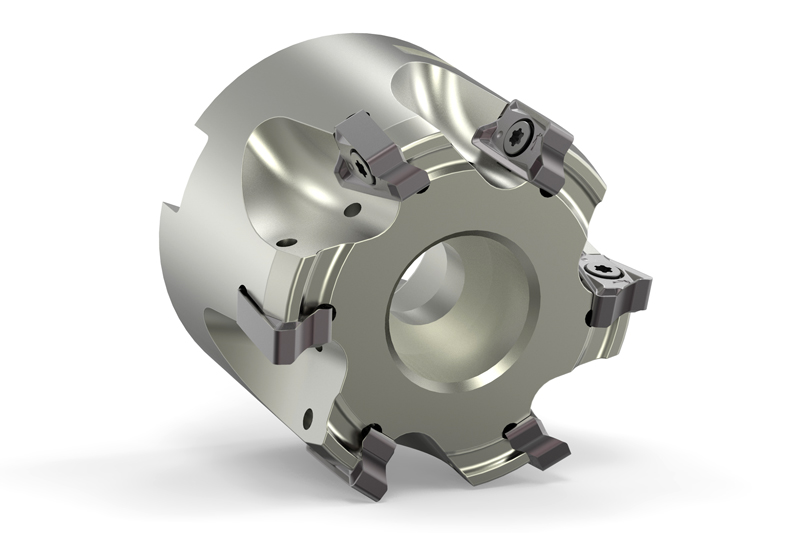
Milling

Fixação


