
Kleine Losgrößen – Reduzierung der Werkzeugwechsel durch Kombinationswerkzeuge
Ventilgehäuse EN-GJL-300 – Schieberbohrung
Ausgangssituation beim Kunden

- Kleine Losgrößen
- Möglichkeit zur Werkzeugeinstellung vorhanden
- Zu viele/häufige Werkzeugwechsel
- Hohe Maschinenstundensätze
- Hoher Aufwand durch Dornhon-Prozess
Besonderheiten der Lösung
- Werkzeugwechsel durch mehrstufiges Aufbohrwerkzeug mit Wendeschneidplatten reduziert
- Die Kontur kann in einem "Schuss" fertig gestellt werden
- Feinbohrwerkzeug erzeugt höchste Bohrungsqualität und gleicht den Achsversatz der Bohrungen durch die Vorbearbeitung von zwei Seiten aus
Schieberbohrung
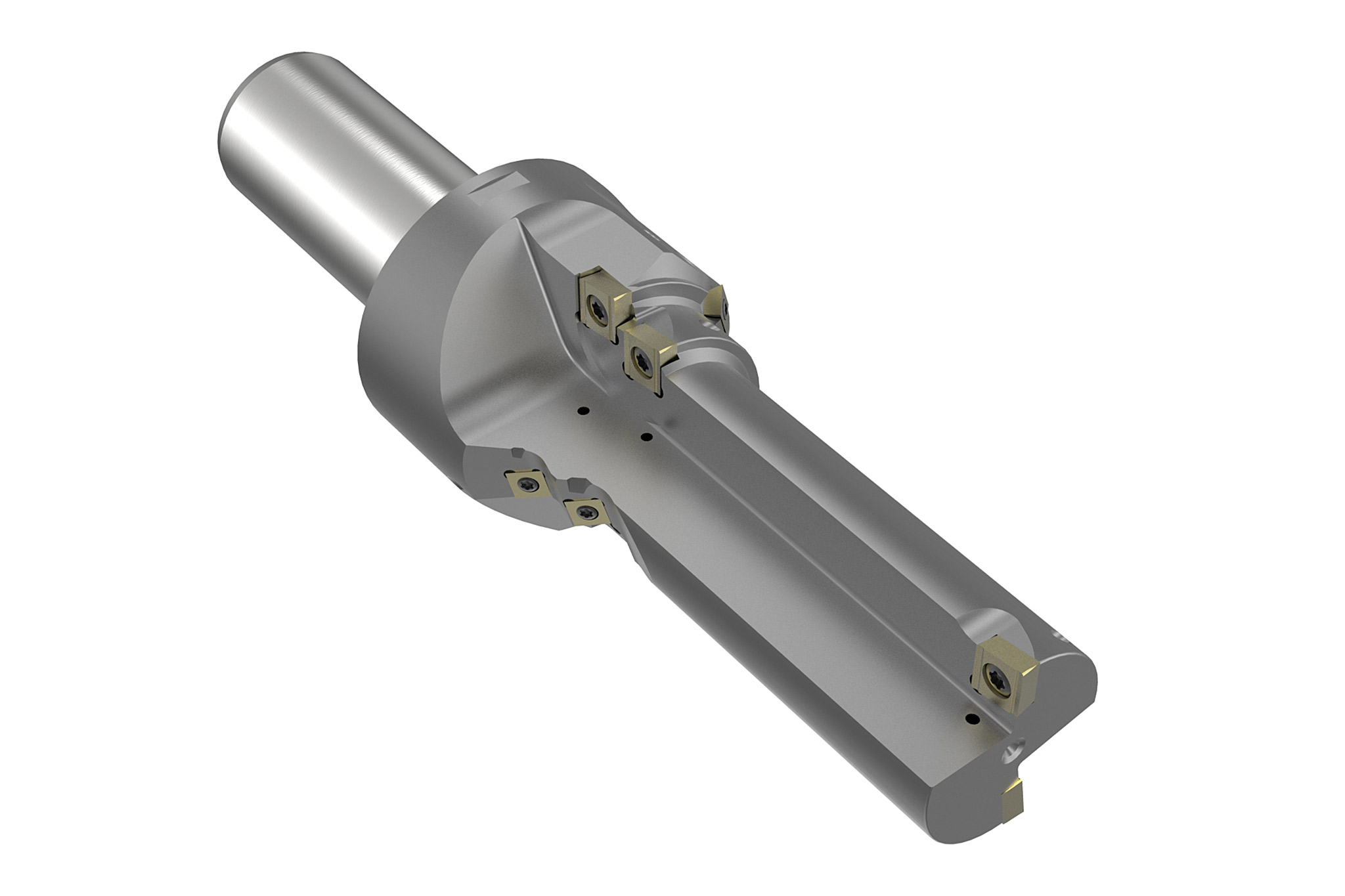
1. Pilotieren und Aufbohren
- Mehrstufiges Aufbohrwerkzeug mit Radial und Tangentialwendeschneidplatten
- Vorbearbeitung Schieberbohrung und Fertigstellung der Konturen in einem Schuss

2. Steuerkantenbearbeitung
- VHM-Profilwerkzeug
- Höchste Genauigkeit und Oberflächengüte der Steuerkanten
- Definierte Steuerkanten ohne Ausbrüche

3. Feinbohren
- Feinbohrwerkzeug mit einstellbaren Wendeplatten und Führungsleisten
- Ideal für Stegbearbeitungen von sehr genauen und langen Bohrungen
![JÄHRLICHE HERSTELLKOSTEN DER DRUCKWAAGENBOHRUNG [€]](/medias/sys_master/root/hdb/h66/9043460980766/Grafiken_DE-14/Grafiken-DE-14.jpg)
Vorteile
- Optimal abgestimmter Prozess durch Lösung mit mehrstufigem Aufbohrwerkzeug mit Wendeschneidplatten, Steuerkantenbearbeitung und Feinbohren
- Höchste Genauigkeit und Prozesssicherheit
- Verringerter Aufwand beim Honen und dadurch resultierende Kosteneinsparung