
Flexible Honbearbeitung auf dem BAZ
Ventilgehäuse EN-GJS-400-15 – Druckwaagenbohrung / Honbearbeitung
Ausgangssituation beim Kunden

- Anforderung zur Reduzierung der Nebenkosten
- Bestehendes BAZ auf TOOLTRONIC umgerüstet
- Honbearbeitung bei Prototypen-Bau, sowie Klein- und Mittelserie
- Anforderung zur Einsparung des Honprozesses auf separater Maschine
Besonderheiten der Lösung
- Vollwertige, in die Maschinensteuerung eingebundene NC-Achse
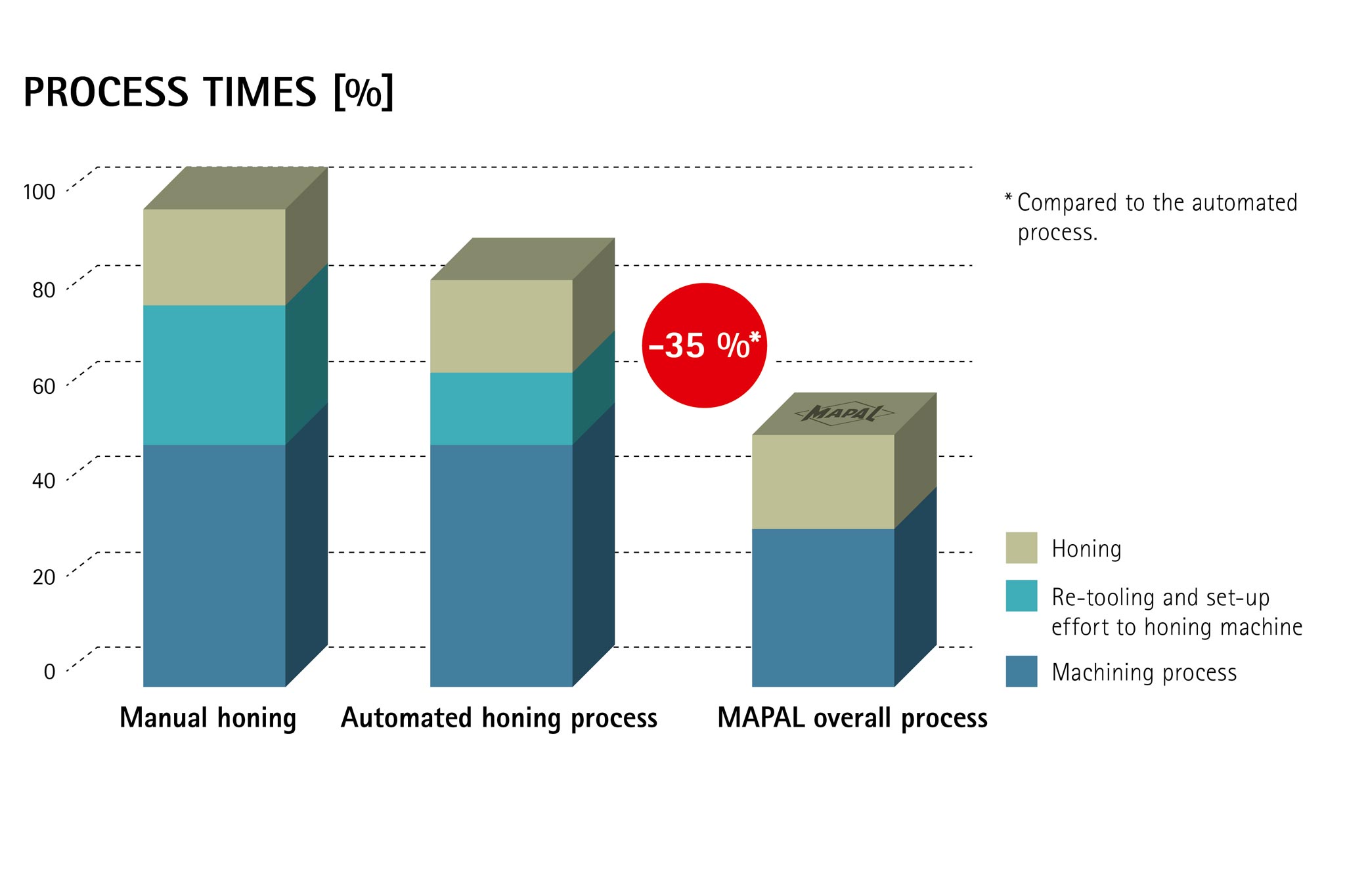
- Verkürzung von Fertigungs- und Durchlaufzeiten
- Verbesserte Oberflächenqualität
- Höhere Formtreue
Druckwaagenbohrung

Fertigbearbeitung durch Honen
- Erhebliche Verkürzung von Fertigungs- und Durchlaufzeiten
- Höhere Formtreue
Honen mit TOOLTRONIC
Durch die Bearbeitung mit der MAPAL TOOLTRONIC werden eine hohe Oberflächenqualität und Maßgenauigkeit bei engsten Fertigungstoleranzen sowie hoher Flexibilität in der Fertigung erreicht. Der Verschleiß der Honleisten wird prozesssicher durch eine sehr feinfühlige und hochgenaue Aussteuerbewegung (EAT-System) kompensiert.
MAPAL TOOLTRONIC: Aufbau und Vorteile
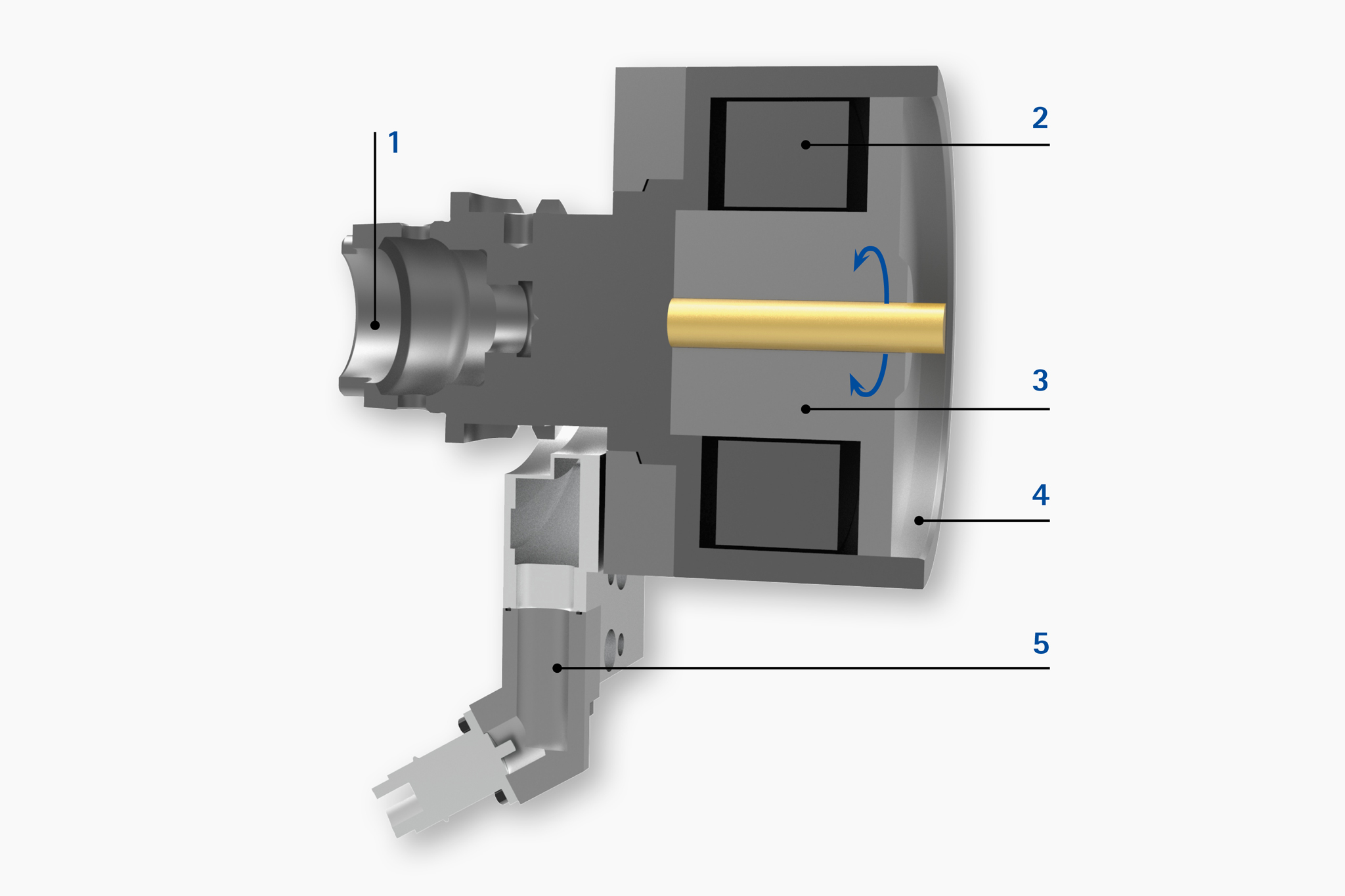
マシニングセンタ用TOOLTRONICの構造:
- マシンインターフェース
- 電子機器
- 接続点が設定されたモーターユニット
- モジュラーインターフェース
- ステータ (固定ユニット)
このホーニングの利点:
- 非常に厳しい製造公差と製造への柔軟性
- 高い表面品質と寸法精度
- プロトタイプ、中小規模生産における大幅な節約と品質向上の可能性
- 時間のかかる再ツーリングが不要
利点
- 達成すべき公差:直径精度 IT 6、真円度 < 5 μm
- 部品を固定位置に固定し、静止した状態による旋削
- バリのない、丸みのある繋ぎ目形状が可能
- 特殊ツールの削減
- エキセントリックアクチュエーティングツール(EATシステム)による低メンテナンスシステム
- ほぼすべてのマシニングセンタをマパールのTOOLTRONIC技術に変換可能
- ホーニング盤での再ツーリングの再クランプ誤差がない
- 流量制御穴の全プロセスをマパールでマッピング可能(最高の経済性&工程信頼性)