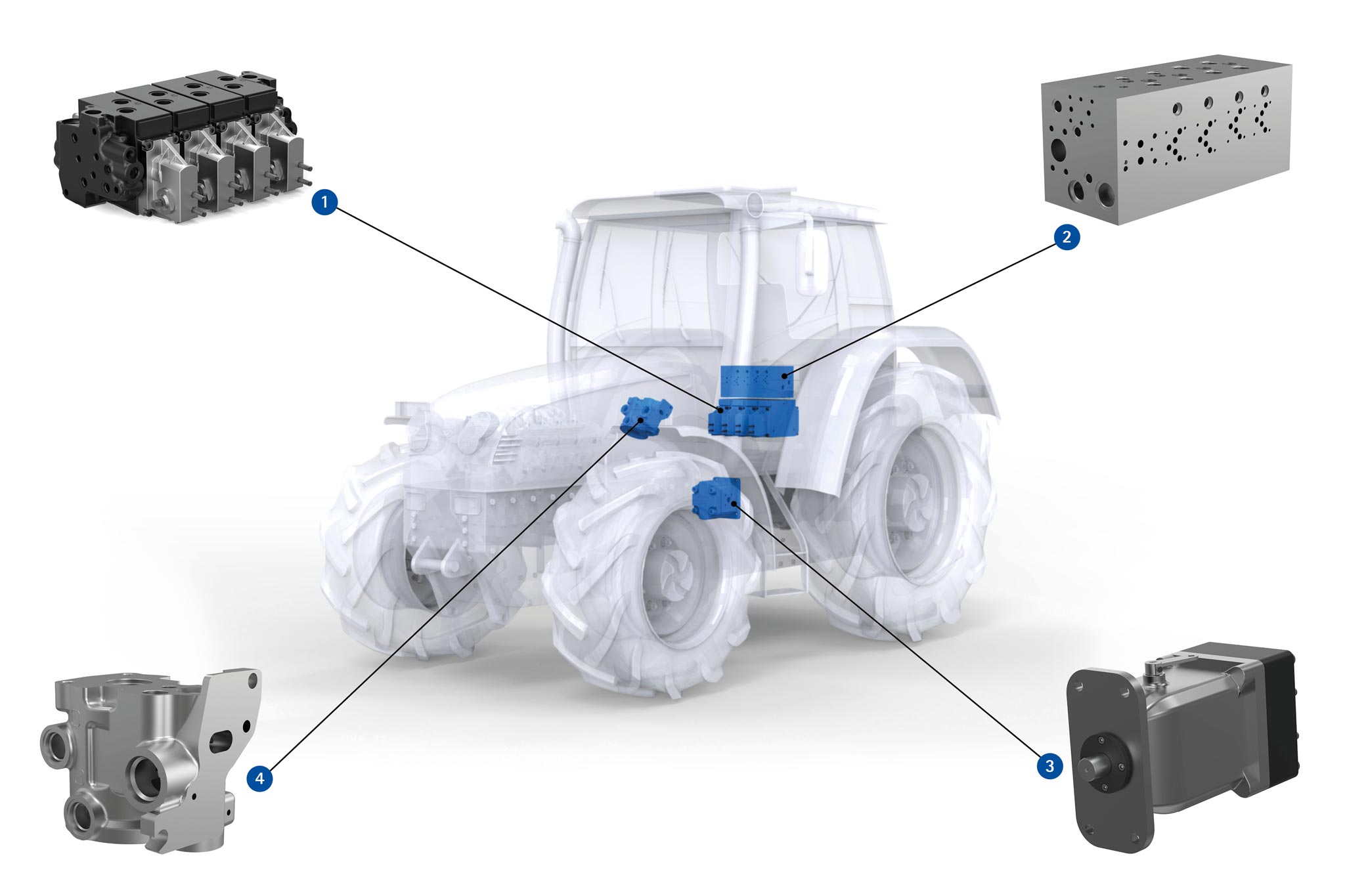
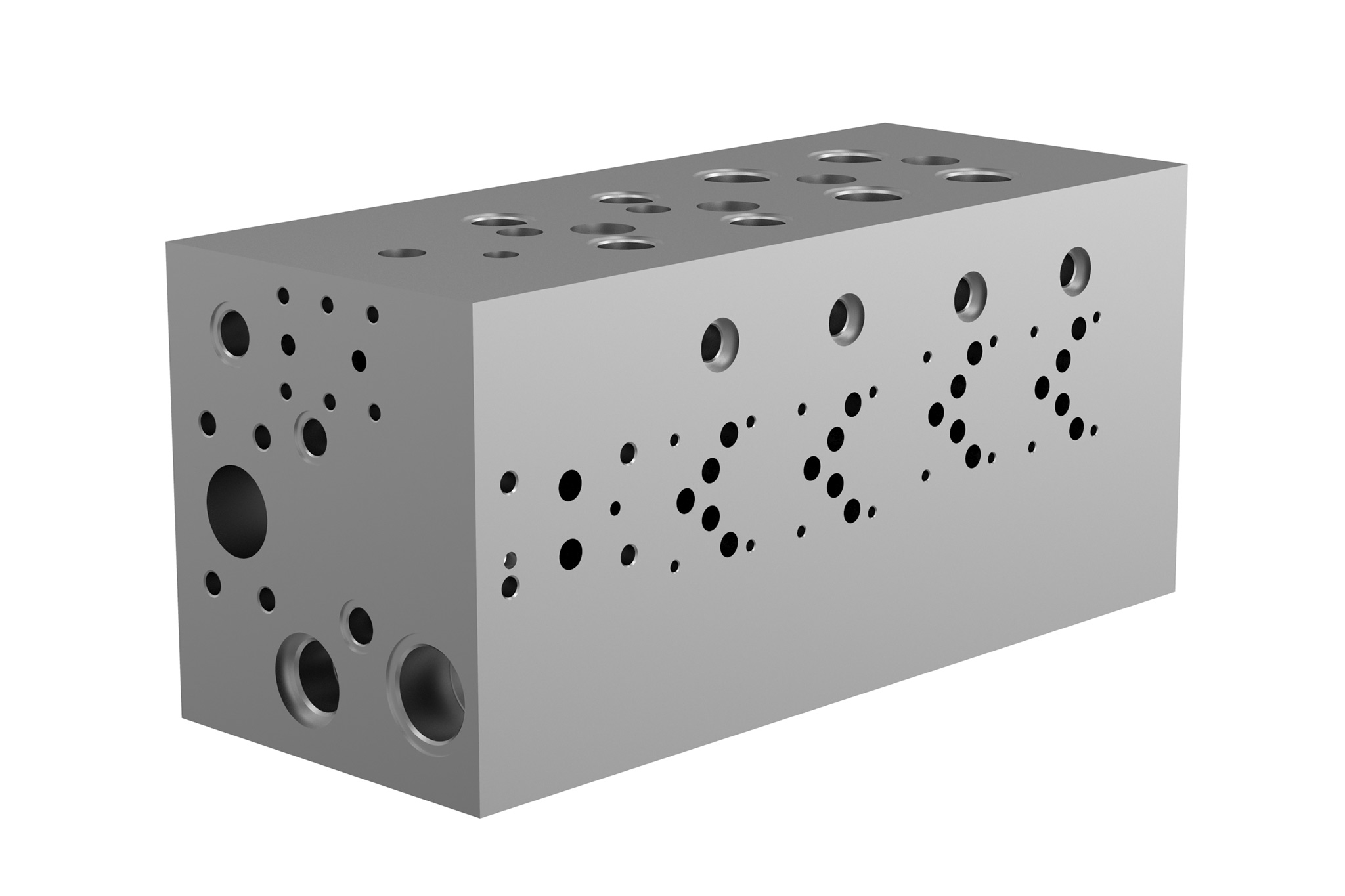
Hydraulik
MAPAL bietet maßgeschneiderte Komplettbearbeitungsprozesse für funktionsrelevante Bauteile in mobilen hydraulischen Arbeits- und Lenkungskreisen. Darüber hinaus finden die innovativen und wertprägenden Prozesslösungen großen Anklang in der Herstellung von Komponenten aus der stationären Hydraulik.