

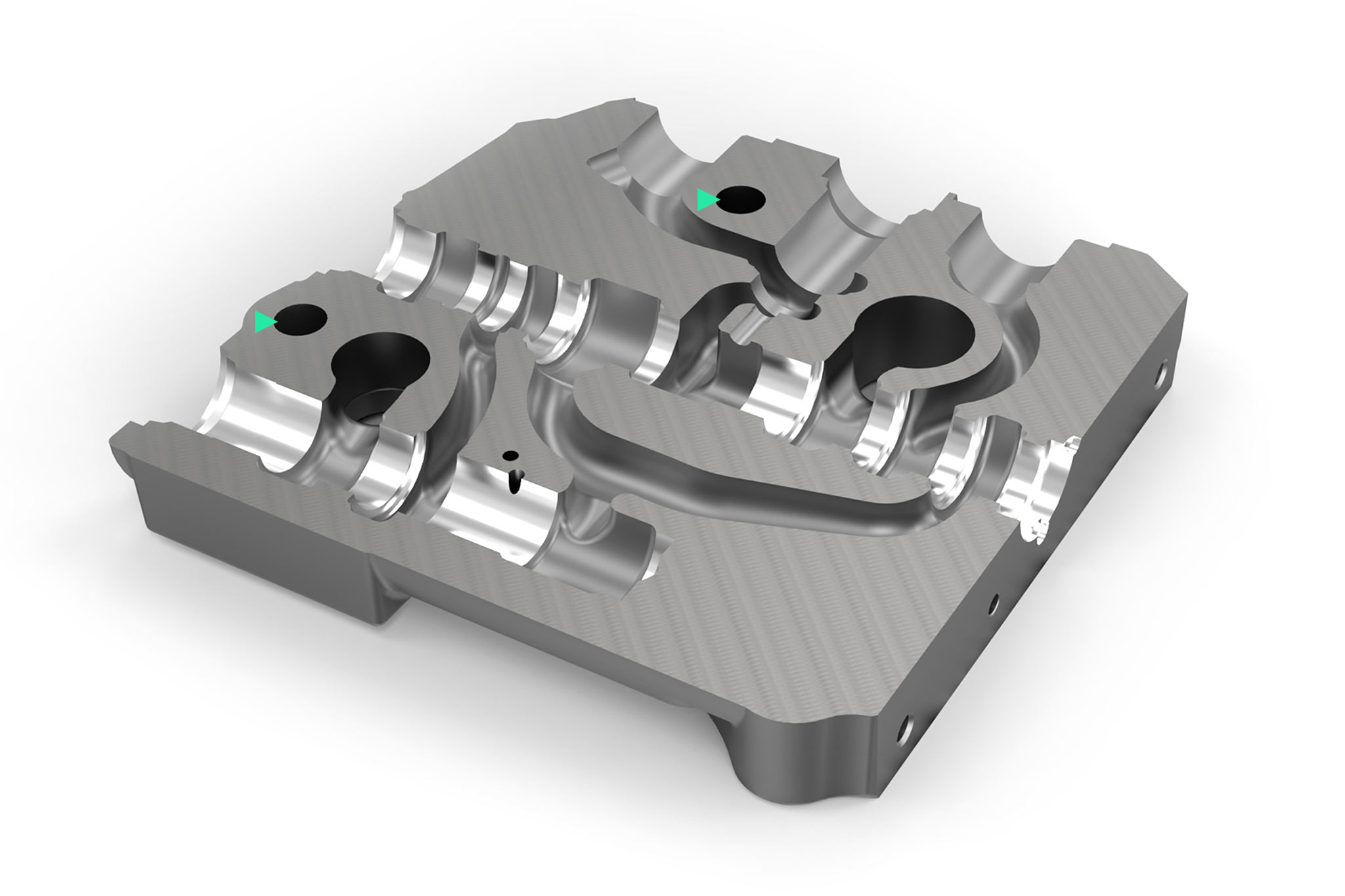
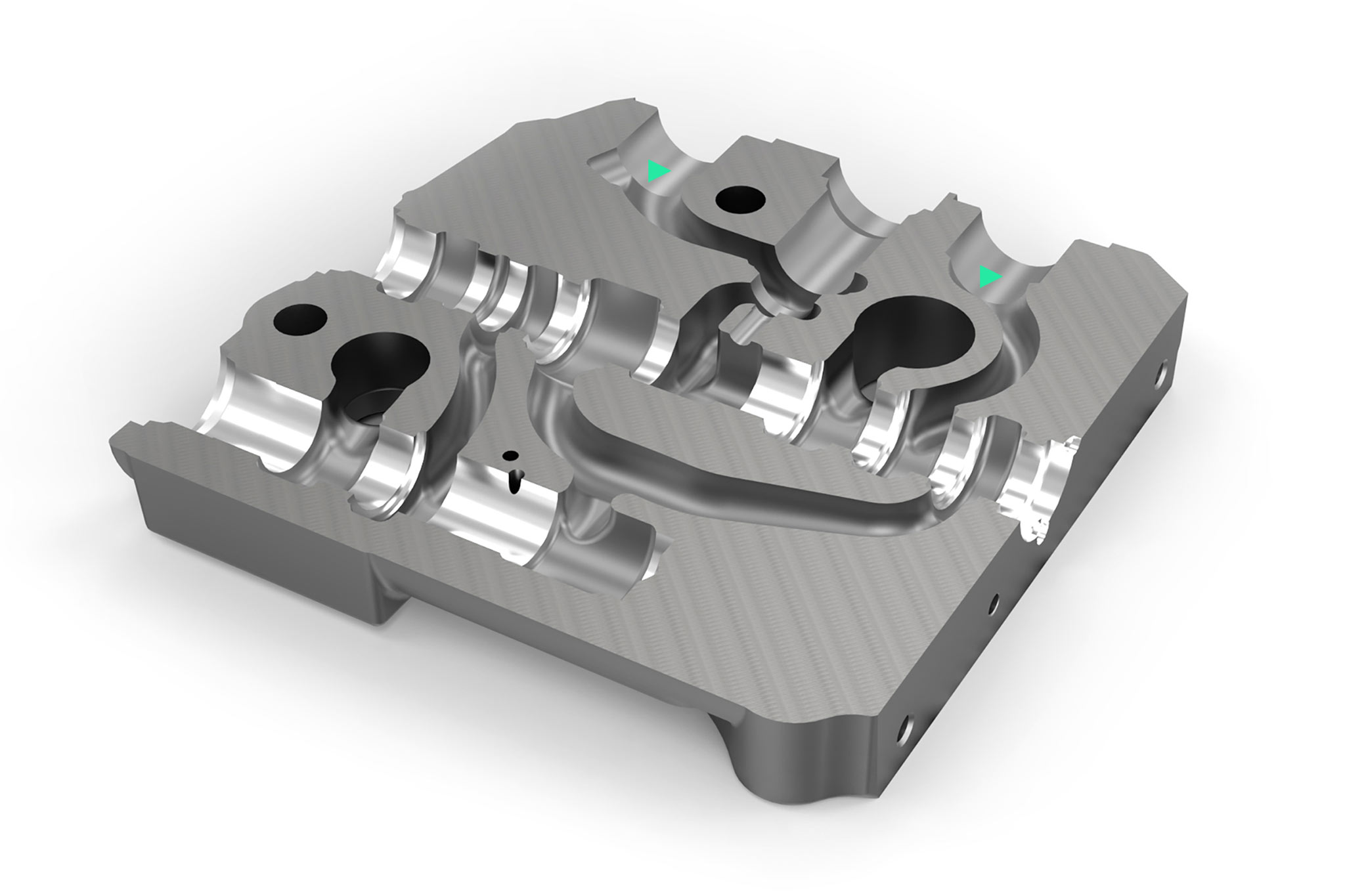
Hydraulikventilgehäuse
Alles hängt von der Hauptbohrung ab. Die Fertigung von Ventilgehäusen ist die Königsdisziplin in der Welt der Fluidtechnik. Seit Jahren ist die Kompetenz von MAPAL bei der Schieberbohrung gefragt. Von der Genauigkeit dieser Bohrung hängt das Spaltmaß mit dem Schieber ab, damit das Hydrauliköl leckagefrei nur in die gewünschte Richtung fließen kann. Dies ist bei modernen Hydraulikventilen sehr eng definiert. Dementsprechend liegt ein großes Augenmerk auf der Rundheit, Zylinderform, der Geradheit sowie der Oberflächengüte dieser Bohrung.

加工要求
- 波动的铸铁加工余情况
- 超强中断的切削口
- 镗孔时避免环圈的形成,并确保从外壳中安全排出切屑
- 避免在镗孔流程中控制刃口上出现破裂现象
- 对形状和位置公差的要求非常高
- 珩磨之前的恒定加工余量
- 在切削加工方案中考虑组件差异和有限的刀具储存器位置
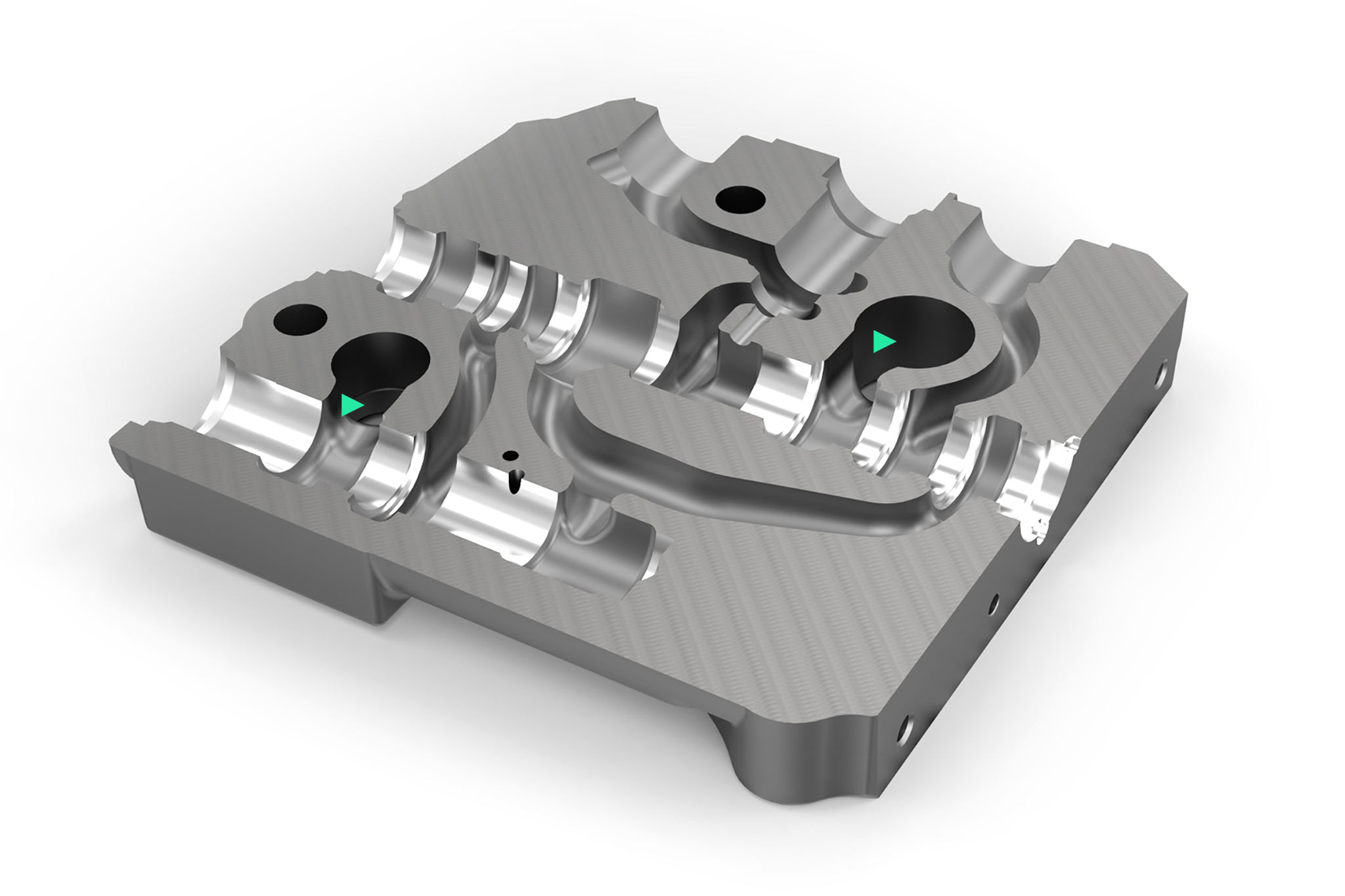
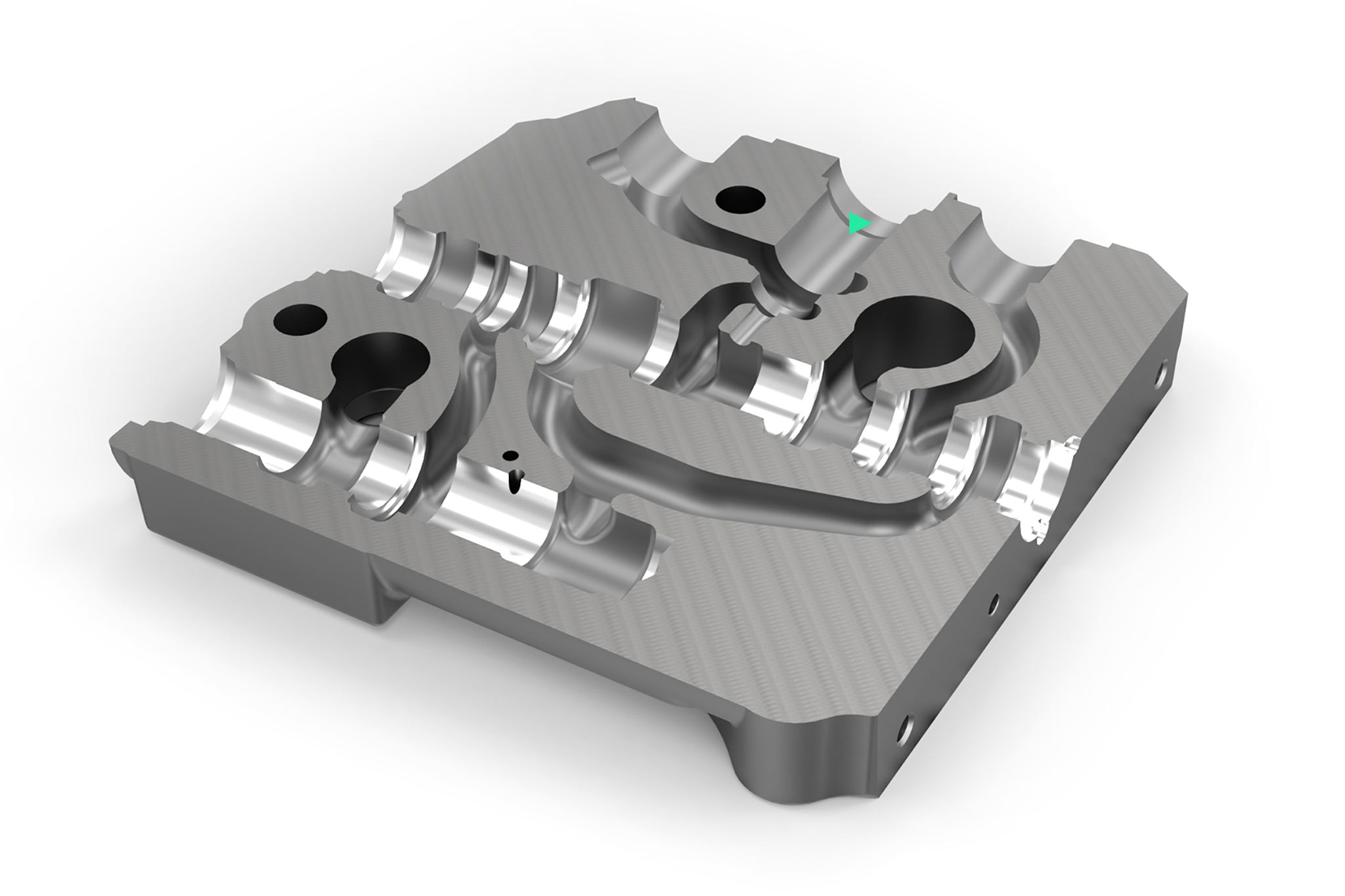
方向控制阀
方向控制阀是具有多个开关位置的采用机械或电子方式操作的阀门。根据控制滑块沿着控制刃口的指定位置,设置体积流量以运行连接的机具。独立压力天平(IDW)调节控制滑块流入控制刃口上的恒定负载压力梯度,从而在整个调节范围内实现独立于负载压力的体积流量控制,即使在并联运行(负载补偿)时亦是如此。系统必须无泄漏,以防止负载意外下降,即使在并联运行时亦是如此。
钻削加工


Anwendungslösungen
1 – Klein- und Mittelserie mit festen Werkzeugen
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Schieberbohrung
- Einzelaufträge, kleinere und mittlere Stückzahlen
- Keine Möglichkeit zur Werkzeugeinstellung
- Geringe Durchlaufzeit gefordert
- Hohe Maschinenstundensätze
- Stabiler Aufweit-Honprozess vorhanden
- Werkzeugkonzept auf mehrere Bauteilvarianten abgestimmt
2 – Großserie mit festen und justierbaren Werkzeugen
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Schieberbohrung und Druckwaagenbohrung
- Großserie
- Werkzeugeinstellung gewünscht
- Hohe Maschinenstundensätze
- Hohe Kosten für nachfolgendes Dornhonen
3 – Kleine Losgrößen – Reduzierung der Werkzeugwechsel durch Kombinationswerkzeuge
Situação inicial no cliente

Ventilgehäuse EN-GJL-300 – Schieberbohrung
- Kleine Losgrößen
- Möglichkeit zur Werkzeugeinstellung vorhanden
- Zu viele/häufige Werkzeugwechsel
- Hohe Maschinenstundensätze
- Hoher Aufwand durch Dornhon-Prozess
4 – Flexible Honbearbeitung auf dem BAZ
Ausgangssituation beim Kunden

Ventilgehäuse EN-GJS-400-15 – Druckwaagenbohrung / Honbearbeitung
- Anforderung zur Reduzierung der Nebenkosten
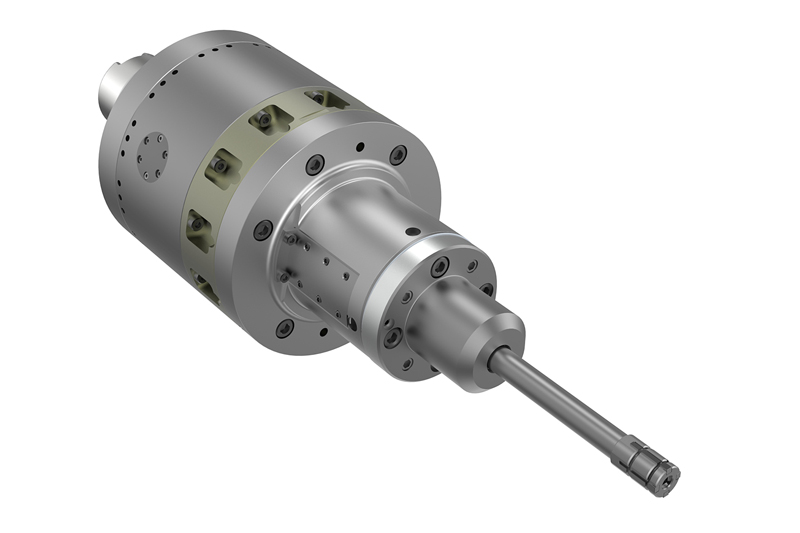
- Bestehendes BAZ auf TOOLTRONIC umgerüstet
- Honbearbeitung bei Prototypen-Bau, sowie Klein- und Mittelserie
- Anforderung zur Einsparung des Honprozesses auf separater Maschine
5 – Toolmanagement
Situação inicial no cliente
Corpo da válvula EN-GJS-400-15 – Usinagem completa
- Altos estoques
- Processos na área de preset de ferramentas não otimizados, e qualidade de dados incompleta
- Transparência de custos não é suficiente
- Alta oscilação devido à falta geral de trabalhadores
- Problemas com quebra de ferramentas
- Altos custos de ferramentas
Soluções de ferramentas
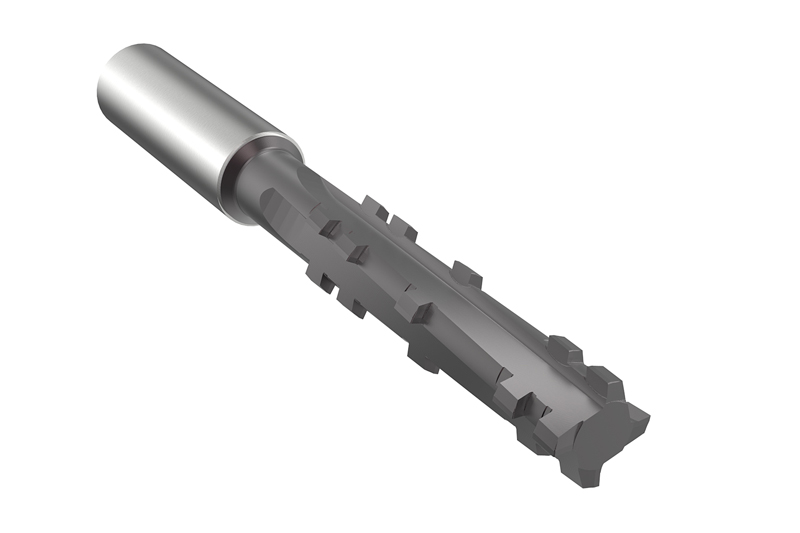
Pilotagem e mandrilamento



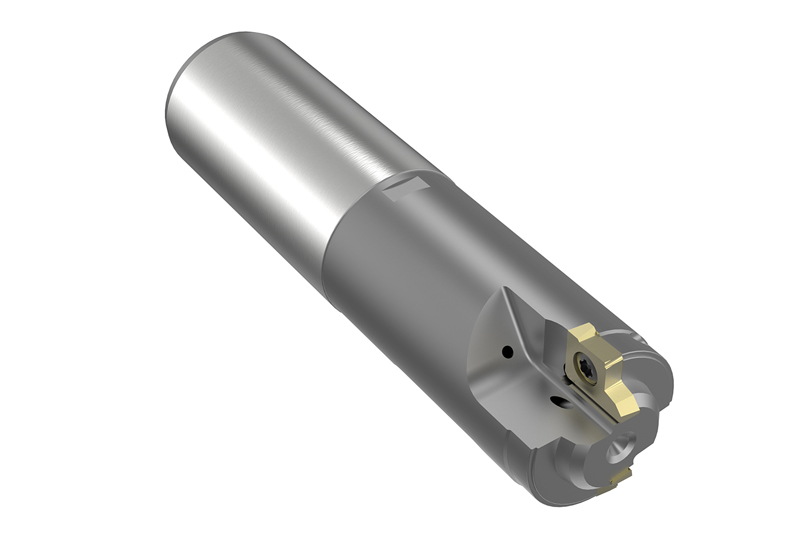
Steuerkantenbearbeitung

Mandrilamento e acabamento fino



Fine machining with honing
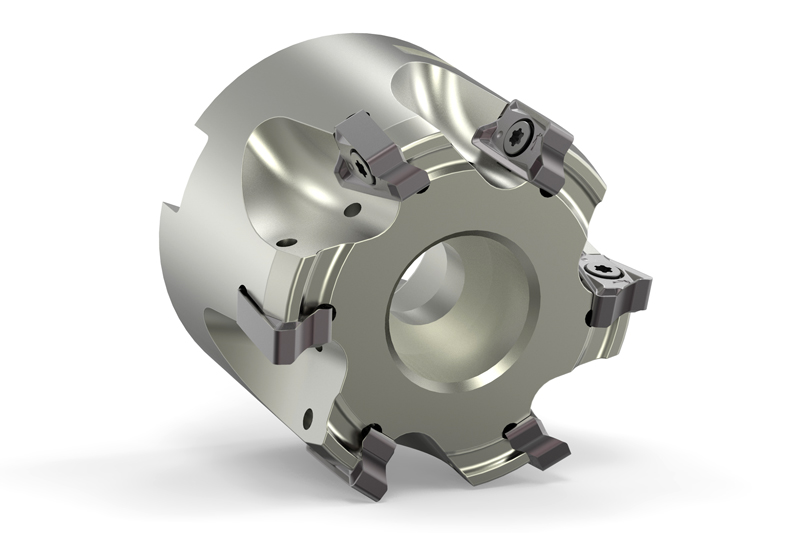
Milling


Spannen


