Präziser, wirtschaftlicher und einfacher in der Handhabung – Werkzeuge zur Bohrungsfeinbearbeitung von MAPAL
Interview mit Michael Neumann, MAPAL Produktmanager Reib- und Feinbohrwerkzeuge
Werkzeuge zum Reiben und Feinbohren, also zur Bohrungsfeinbearbeitung, befinden sich im Spannungsfeld zwischen den Forderungen nach höchster Genauigkeit und nach minimalem Handhabungsaufwand. Zudem legen Kunden ihr Augenmerk seit jeher auf Wirtschaftlichkeit, einen möglichst geringen Logistikaufwand und maximale Prozesssicherheit. Seit der Einführung der Einmesser‐Reibahle im Jahr 1954 bietet MAPAL Werkzeuge zur Bohrungsfeinbearbeitung am Puls der Zeit. Welche Herausforderungen heute zu meistern sind und welche Lösungen MAPAL dafür bietet, berichtet Michael Neumann, Produktmanager Werkzeuge zum Reiben und Feinbohren.
Wie würden Sie das Angebot an MAPAL Werkzeugen zur Feinbearbeitung von Bohrungen in drei Sätzen zusammenfassen?
Wir bieten für jede Reibbearbeitung das passende Werkzeugkonzept – sowohl Standard- als auch Sonderwerkzeuge. Dabei decken wir einen großen Durchmesserbereich von 0,6 bis 350 mm ab. Unser Portfolio unterteilt sich in Werkzeuge mit Führungsleisten, Wechselkopf-Reibahlen, Hochleistungsreibahlen mit Zylinderschaft sowie Sonderlösungen für große Durchmesser.
Das sind viele unterschiedliche Werkzeugtypen – wie unterscheiden sie sich und wie finden Kunden das für Sie optimale Konzept?
Die Unterschiede der einzelnen Reibwerkzeugtypen liegen im Einstellaufwand, den Einstellmöglichkeiten, der erreichbaren Genauigkeit, der Standzeit und der Wiederverwendbarkeit. Je nachdem welche Anforderungen und Gegebenheiten ein Kunde hat, finden oder entwickeln wir aus unserem Portfolio das für ihn beste Werkzeug. Für die Massenproduktion beispielsweise ist die Standzeit für eine wirtschaftliche Fertigung extrem wichtig. Ohne Einstellraum oder geschulte Mitarbeiter muss das Handling möglichst einfach sein.
Ist dabei bezüglich der Kundenanforderungen ein Trend erkennbar?
Der Trend geht dahin, wie in der gesamten Geschichte der Reibwerkzeuge, die Prozesse weiter zu optimieren und damit die Bearbeitungszeit zu verkürzen, die Fertigung also noch wirtschaftlicher zu gestalten. Zudem fordern immer mehr Kunden Werkzeuge zur Bohrungsfeinbearbeitung, die sie ohne oder mit nur minimalem Einstellaufwand verwenden können. Denn um die Werkzeuge richtig einzustellen und damit die bestmögliche Genauigkeit zu erreichen, ist gut geschultes Fachpersonal nötig.
Nichtsdestotrotz bleibt beim Reiben die Bohrungsqualität von größter Bedeutung. Die besten Ergebnisse erreichen Zerspaner nach wie vor mit Führungsleistenwerkzeugen. Diese Werkzeuge sind µ-genau einstellbar und durch die Führungsleisten in der Bohrung gestützt. Deshalb ist es unsere Aufgabe, ohne Einbußen bei der Genauigkeit, für unsere Werkzeuge die Bedienerfreundlichkeit weiter zu erhöhen, das Einstellen einfacher zu gestalten und die Einstellzeiten zu verkürzen.
Wie erfüllen Sie und Ihr Team diese Aufgaben?
Anwendungen mit sehr engen Toleranzvorgaben, die nach einem Führungsleistenwerkzeug verlangen, und Personal, das nicht entsprechend qualifiziert ist – das ist natürlich die schwierigste Aufgabe. Um das Einstellen deutlich zu erleichtern, setzen wir auch bei unseren Werkzeugen mit Führungsleisten das EA-System (EasyAdjust) ein. Das ist ein erster Schritt in die richtige Richtung – vereinfachtes Einstellen. Dank des EA-Systems muss die Verjüngung der Schneide nicht mehr eingestellt werden, sie ist bereits in die hochpräzise gefertigte Kassette, in die die Wendeschneidplatte eingesetzt wird, integriert. Radial müssen die Schneiden allerdings immer noch eingestellt werden. Dank des EA-Systems werden aber schon rund 60 bis 70 Prozent der Zeit zum Einstellen eingespart.
Dank des EA-Systems sparen Anwender rund 60 bis 70 Prozent der Zeit beim Eistellen.
Und wenn tatsächlich gar nicht eingestellt werden soll?
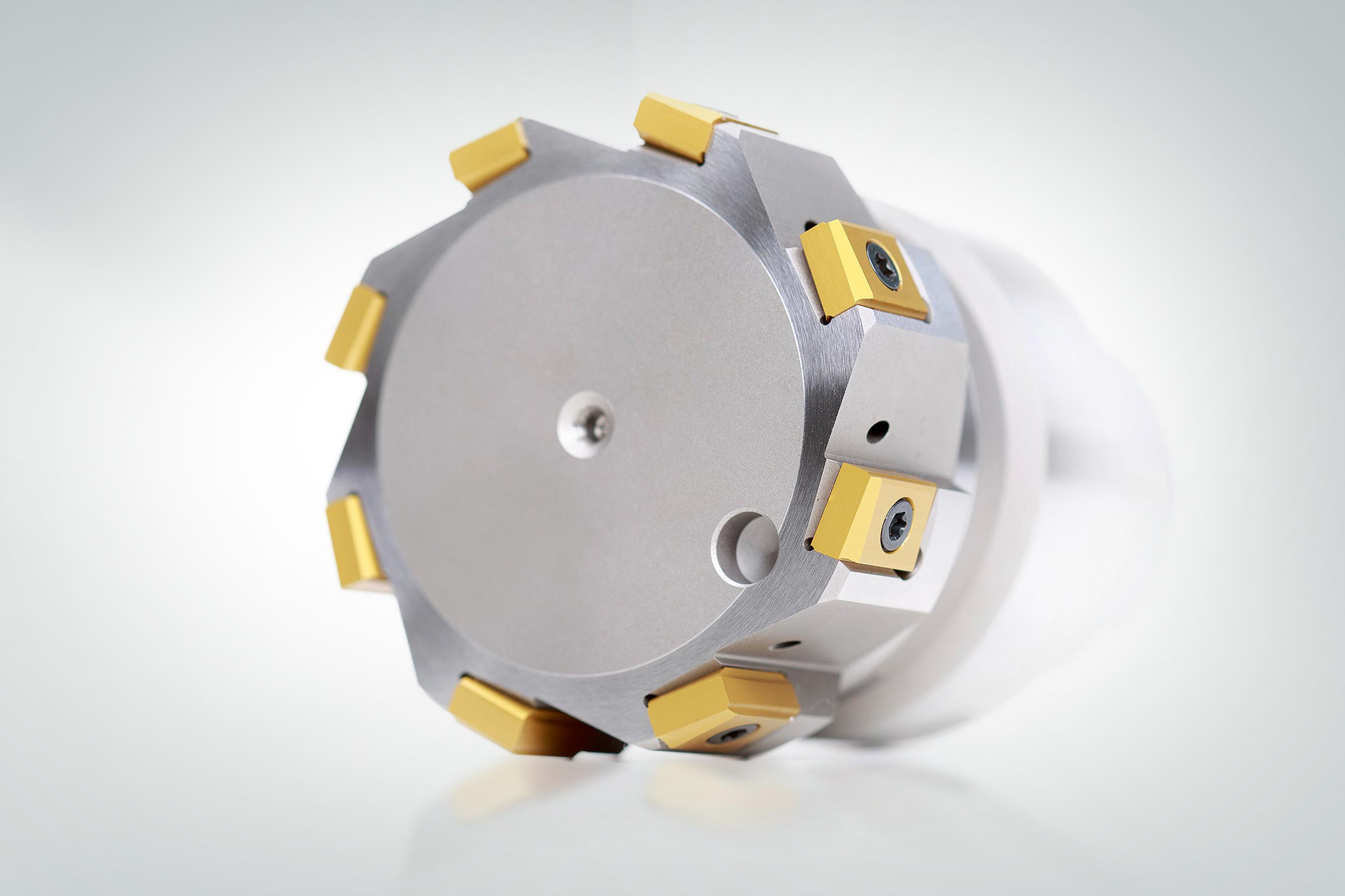
Dann ist das Ergebnis nicht auf den letzten µm genau. Trotzdem: Wir erreichen auch mit Werkzeugen, die nicht eingestellt werden müssen, hervorragende Ergebnisse. Für das Reiben großer Durchmesser ab 65 mm haben wir beispielsweise auf der EMO 2017 in Hannover ein neues Werkzeugkonzept vorgestellt: den HPR 400 plus. Mit dieser mehrschneidigen Reibahle erreichen Anwender eine kurze Bearbeitungszeit. Zum anderen können sie die Schneiden selbst vor Ort prozesssicher und sehr einfach austauschen. Dadurch wird die Werkzeuglogistik deutlich vereinfacht. Zur Wiederaufbereitung müssen Kunden das Werkzeug nicht mehr zum Hersteller schicken. Dadurch reduziert sich der benötigte Umlaufbestand an Werkzeugen. Der Kunde muss lediglich die Wendeschneidplatten vorrätig haben. Die Besonderheit des Werkzeugs sind Wendeschneidplatten mit vier nutzbaren Schneidkanten. Dadurch erzielen Kunden nochmals deutlich niedrigere Cost-Per-Part. Beim Vorgängermodell, dem HPR 400, war lediglich eine Schneidkante nutzbar.
Um die Wirtschaftlichkeit bei der Bearbeitung großer Durchmesser weiter zu steigern, sind die Wendeschneidplatten des neuen HPR400 plus nicht mehr einschneidig ausgeführt, sondern weisen vier Schneidkanten auf.
Müssen Anwender das Werkzeug nach dem Wechsel der Schneiden neu eingestellen?
Nein. Denn sowohl die Schneidplatten als auch die Plattensitze sind hochpräzise gefertigt.
Je nach Material gibt es bei MAPAL die optimal beschichteten Wendeschneidplatten zum Reiben.
Gibt es auch Konzepte, die für kleinere Durchmesser ähnliche Vorteile bieten?
Unter anderem unsere neue CPR-Wechselkopfreibahle, die für den Durchmesserbereich 8 bis 40 mm verfügbar ist. Bei diesem CPR-System tauscht der Kunde einfach den Reibkopf aus, wenn das Standzeitende des Kopfs erreicht ist. Einstellen muss er dabei nichts. Dieses System bietet zudem einen weiteren Vorteil: Wir fertigen lediglich die Köpfe aus dem kostenintensiven Vollhartmetall. Dadurch wird viel Material eingespart. Dieses Werkzeugsystem bieten wir für die Bearbeitung zahlreicher Werkstoffe: Guss, Stahl, Titan, Aluminium, VA, CFK, GFK und zur Hartbearbeitung.
Für eine wirtschaftliche Gussbearbeitung bietet MAPAL die Wechselkopf-Reibahle CPR500/510 mit optimierter Kühlung.
Bei einem hohen Werkzeugvolumen ist das dann aber trotzdem ein hoher Anteil an kostenintensivem Vollhartmetall. Gibt es hierfür im Bereich des Reibens eine Alternative?
Speziell für solche Anwendungen mit sehr hohen Stückzahlen und einem entsprechenden Volumen an ein und demselben Werkzeug haben wir Schneidköpfe entwickelt, die wir mit Hilfe von Formen konturnah pressen. Obwohl für die entsprechende Form ein höherer Invest nötig ist, rechnen sich bei der Massenfertigung diese Art von Wechselköpfen, da die Werkzeuge selbst dann deutlich kostengünstiger sind.
Für die Fertigung von Bauteilen mit einer sehr hohen Stückzahl hat MAPAL Schneidköpfe entwickelt, die konturnah gepresst werden.
Noch eine letzte Frage: Wieso sollte sich ein Kunde für ein Reibwerkzeug von MAPAL entscheiden?
Zum einen bieten wir, wie bereits erwähnt, ein breit gefächertes Portfolio und haben jahrzehntelange Erfahrung bezüglich der Feinbearbeitung von Bohrungen. Zum anderen haben wir weitere Alleinstellungsmerkmale wie beispielsweise unsere Führungsleistenwerkzeuge. MAPAL ist zudem der einzige Werkzeughersteller, der eine CVD-Beschichtung zum Reiben von Guss entwickelt hat und erfolgreich einsetzt. Unser Schneidstoff HC418/419 sorgt für beste Oberflächen bei hervorragender Maßtoleranz und das bei einer deutlich höheren Standzeit verglichen mit PVD-beschichteten Schneidstoffen.