
13.10.2021
MAPAL Focuses on Fluid Technology
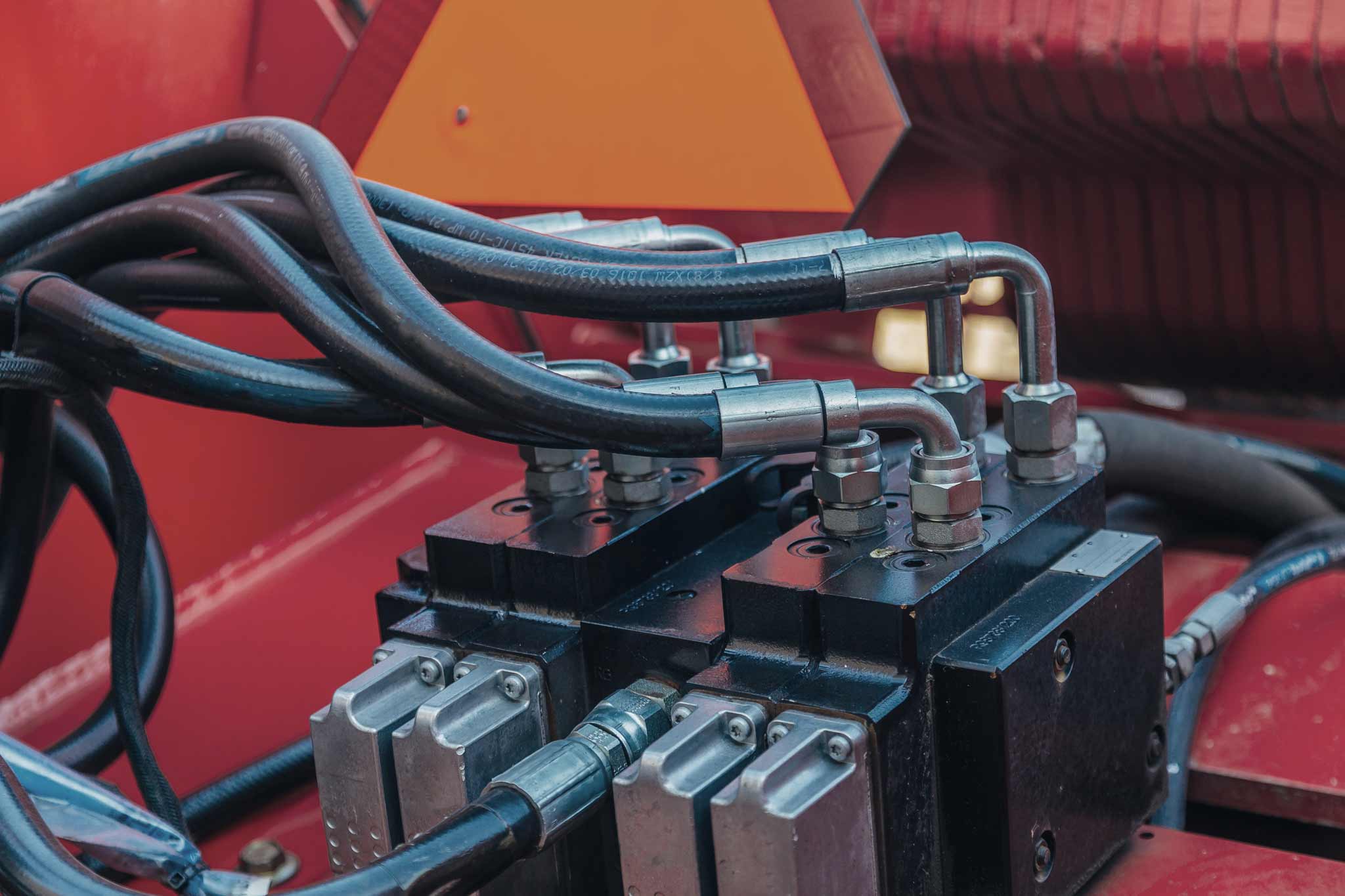
In addition to drive systems and components, fluid technology is one of the most important supplier sectors for all industrial production. Going forward, MAPAL will manage this important area as an independent market segment. For many years, customers have relied on the expertise of the tool manufacturer for demanding machining operations for hydraulic parts. However, as a solution provider, the tool manufacturer also has concepts for the cost-optimised manufacturing of the whole product.

Germany is the technology leader
The prospect of a comparatively crisis-proof growth industry is by no means the only reason for MAPAL to focus more on fluid technology. The workpiece materials to be machined (cast iron, steel, stainless steels and non-ferrous metals) are ideally suited to the tool manufacturer's product portfolio. Over and above carrying out demanding machining steps, MAPAL can support the entire process worldwide here as a technology partner. "The customers' needs fit our MAPAL DNA," is the analysis of Jochen Schmidt, who heads up the General Machining segment. To him, being a technology partner means understanding both the customers' needs and the actual product and how it functions in the end product.
Fine work for the rough stuff
Everything depends on the main bore
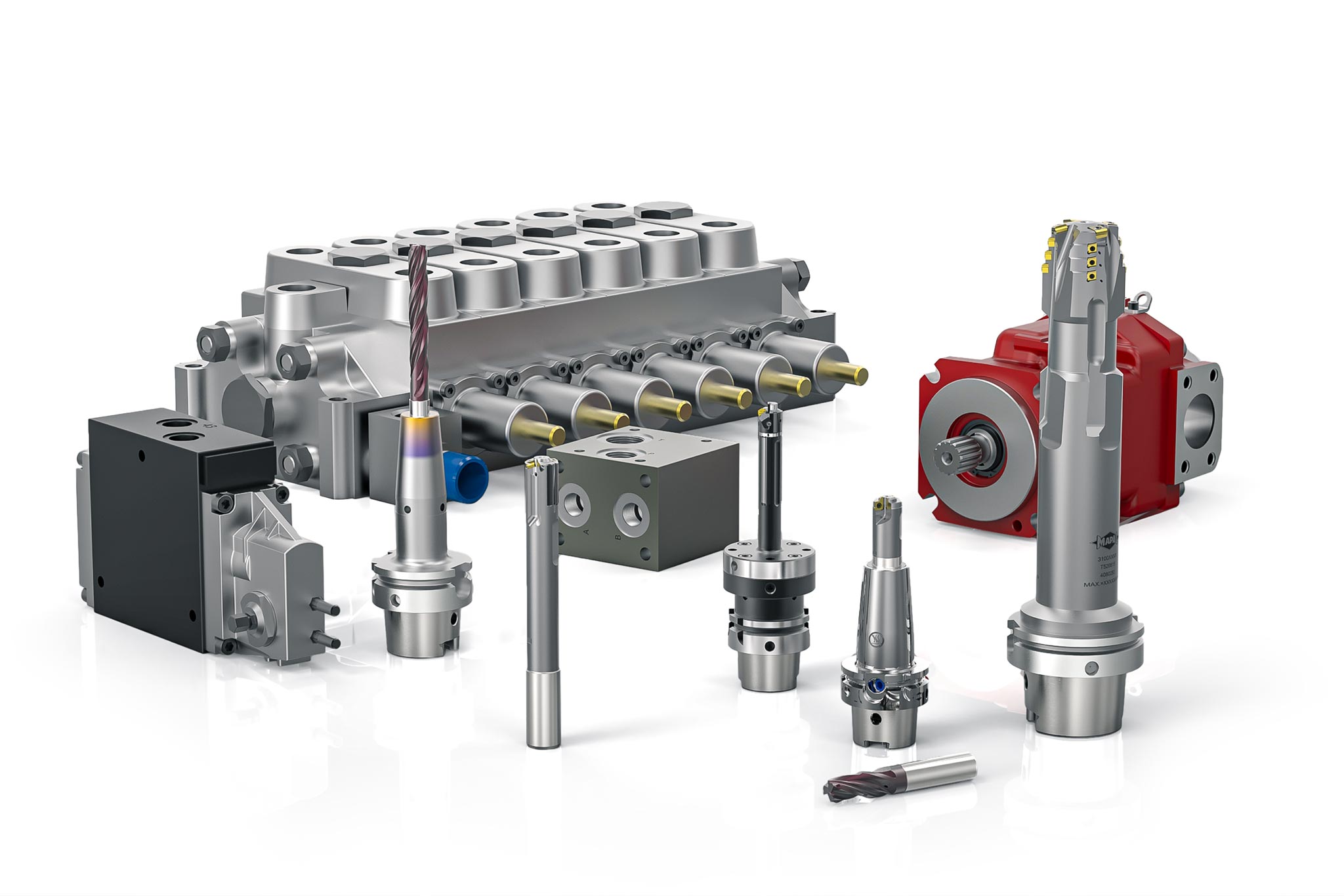
The first machining step takes the varying quality of the cast blanks into account. Since the pre-cast bores are relatively imprecise, a precise pilot bore must first be created in the first ridge. This lays the foundation for creating a good cylindrical form in the subsequent machining steps. Next, a solid carbide tool or, in the case of the larger parts, a tool with indexable inserts passes through the entire bore. What the pilot drill has created for the first ridge is now produced along its entire length. To prevent ring formation in the hollow chambers due to propelled chips, MAPAL ensures a soft cut during machining by using tangential technology. This can eliminate the need for a separate washing cycle in the process.
After this pre-machining, the classic fine boring tool from MAPAL is used, finishing the bore extremely precisely. It has an adjustable cutting edge and guide pads, which prevent the tool from being displaced from ridge to ridge. This produces a high degree of straightness and an exact cylindrical form.

Cost drivers are eliminated
Nonetheless, the bore quality can be improved with the MAPAL fine boring tool under certain circumstances, so that only a single-stage or two-stage honing process is required, or honing can even be dispensed with altogether. In many cases, where three stages are still needed, this process is considerably faster thanks to the good pre-machining. Any time saved pays off here. Although the hydraulics sector is characterised by extremely high component variance, the quantities in series production are in the millions.
MAPAL considers it important to identify and eliminate possible cost drivers. "As a technology partner, we have the product portfolio to be able to design the entire process for the complete component in line with requirements," assures Jochen Schmidt. In addition to the central spool bore, MAPAL also carries out the fine machining for the pressure balance bore and was able to completely replace honing here. With 2 µ for straightness and roundness, high accuracy is also required for this shorter bore.
High efficiency with standard tools
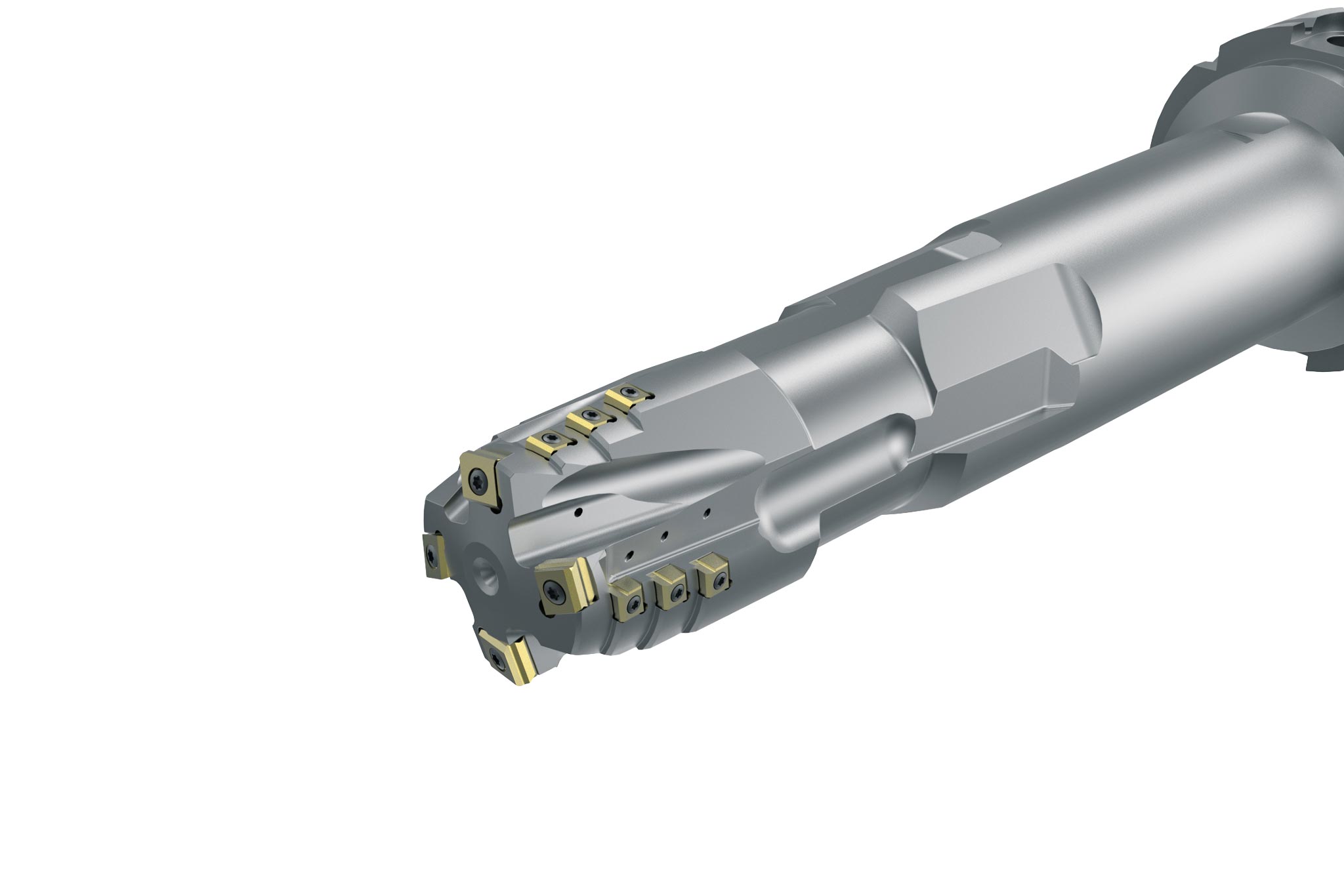
The parts are 500x500 mm valve blocks made of spheroidal graphite cast iron 50, with three piston bores to be machined from both sides, with a diameter allowance of up to 16 mm. MAPAL's tangential rouging tool produces short rip chips, preventing rings from being pressed into the gaps and then having to be removed at great expense. The operation time has been reduced by 15.33 minutes per part. The housings of the corresponding model were produced in a quantity of 500, which means a total time saving of 128 hours.
Machining the complete parts in the future is a strategic step for MAPAL. Whereas once there was a conflict of objectives in the industry between high productivity or the best possible quality, now they can both be reconciled with each other in a reliable process.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


