

TOOLTRONICおよび フェーシングヘッド
TOOLTRONIC - マシニングセンタや専用機による製造の多様化と柔軟性に 対応する一般的な入力装置。マシニングセンタ用のTOOLTRONICは、交換 可能なツール軸であり広範囲の用途で使用可能です。
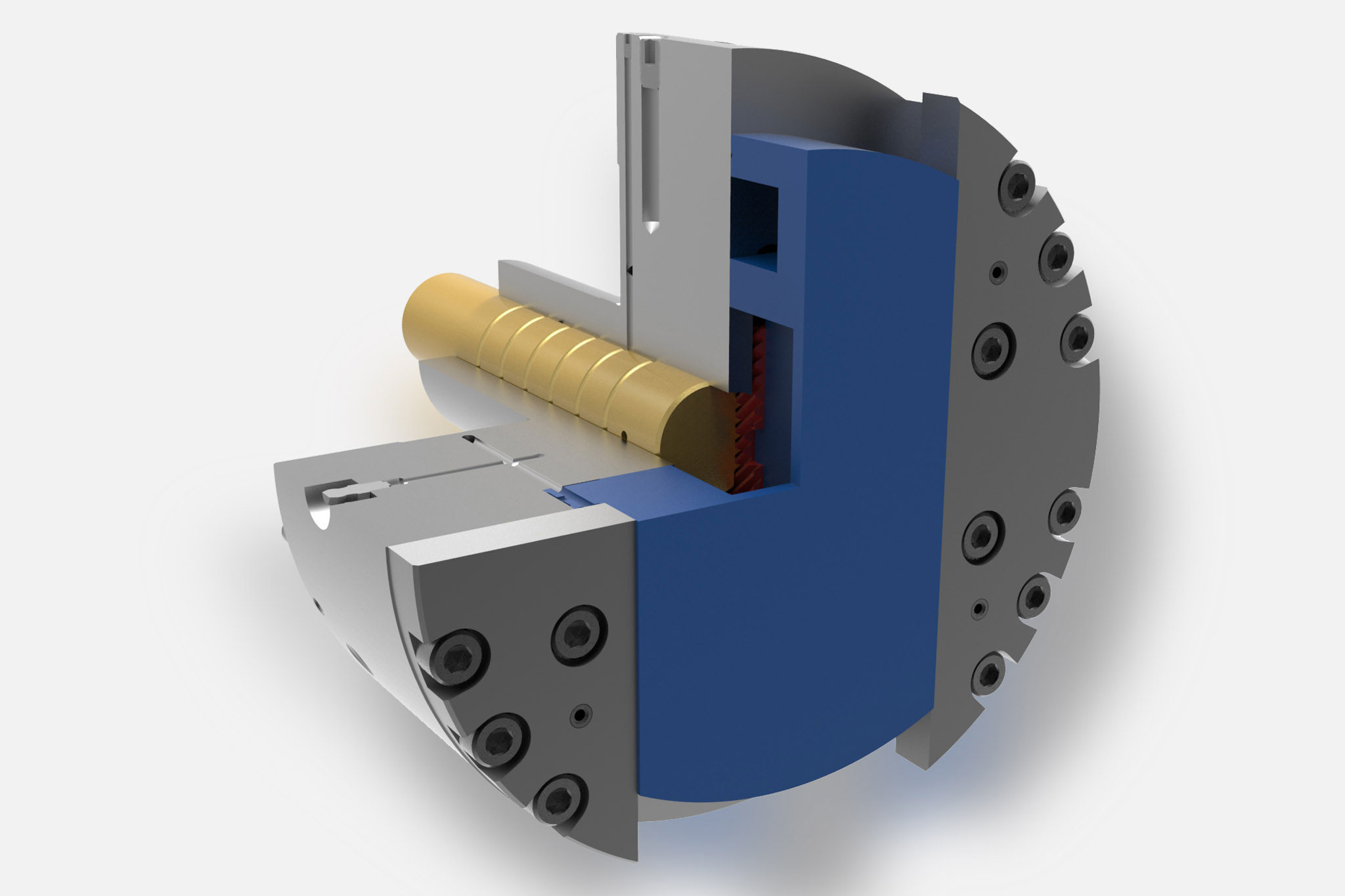
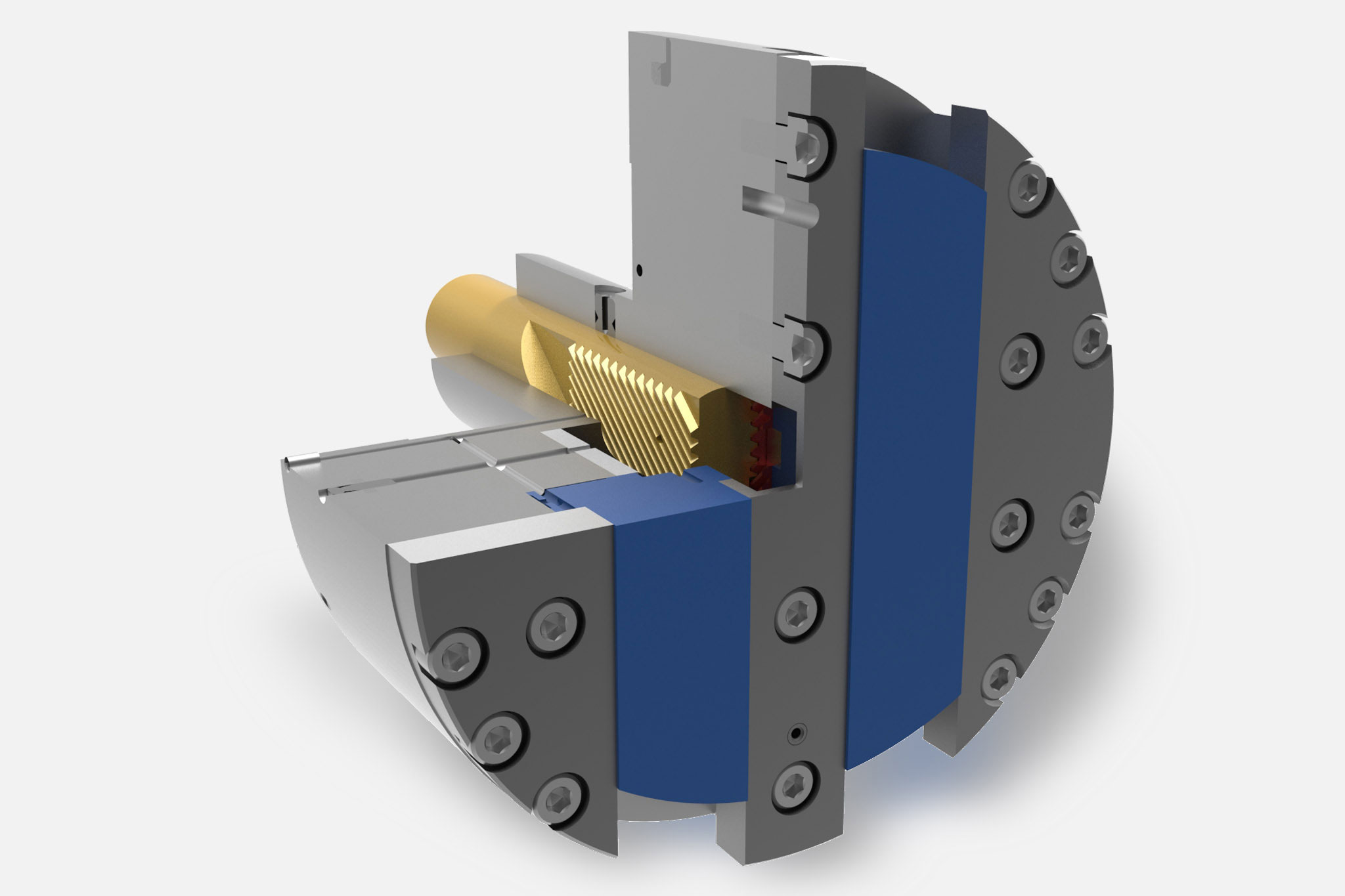
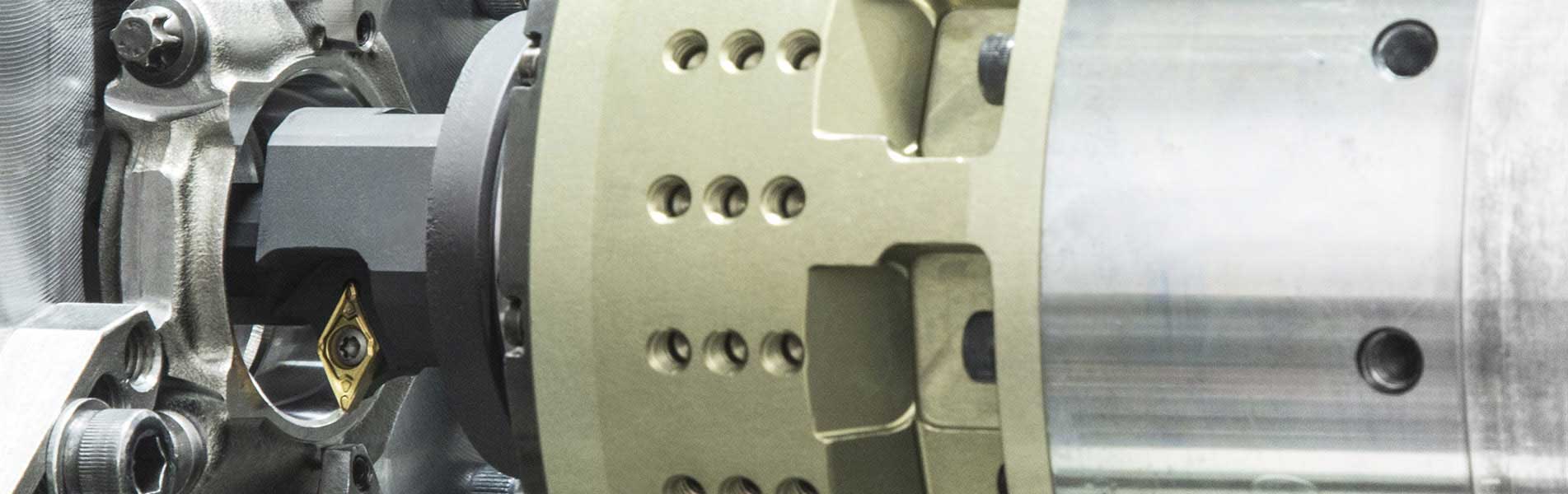
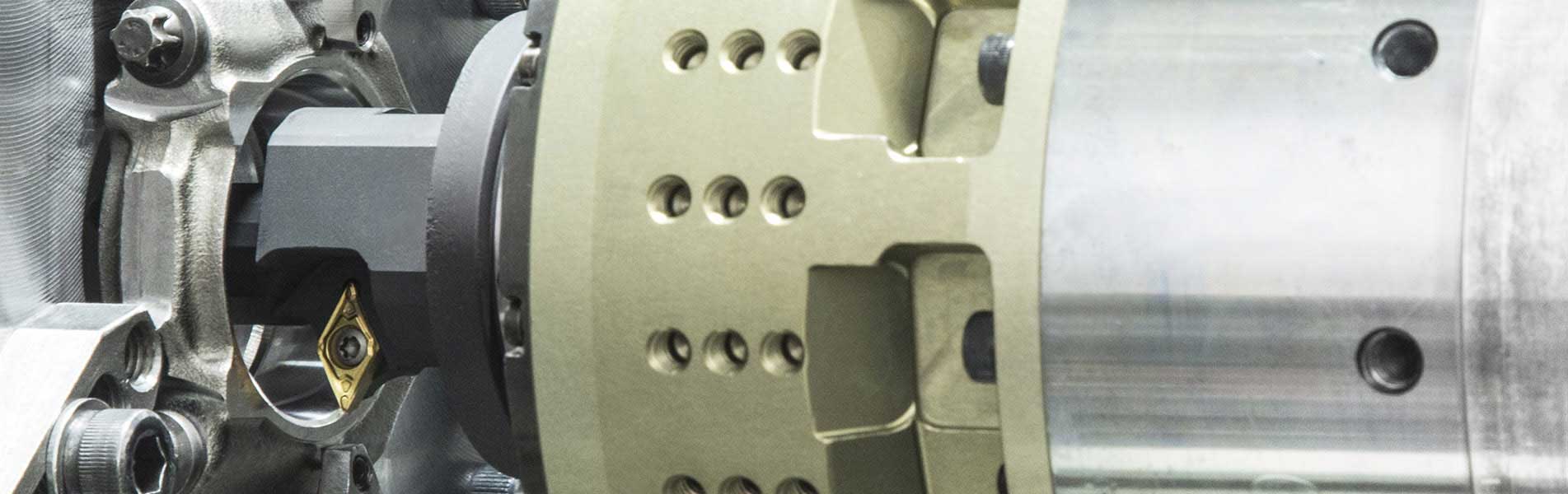
フェーシングヘッドは、主に専用機で大量生産を行う際に面旋削やリセス加 工、輪郭加工の目的で使用されます。このスライドツールの操作やツールホ ルダー、インサートの動作は、スピンドルドライブまたはフィードユニットの 背面にあるNC制御の横送り装置を介して行われます。
フェーシングヘッドは、主に専用機で大量生産を行う際に面旋削やリセス加 工、輪郭加工の目的で使用されます。このスライドツールの操作やツールホ ルダー、インサートの動作は、スピンドルドライブまたはフィードユニットの 背面にあるNC制御の横送り装置を介して行われます。
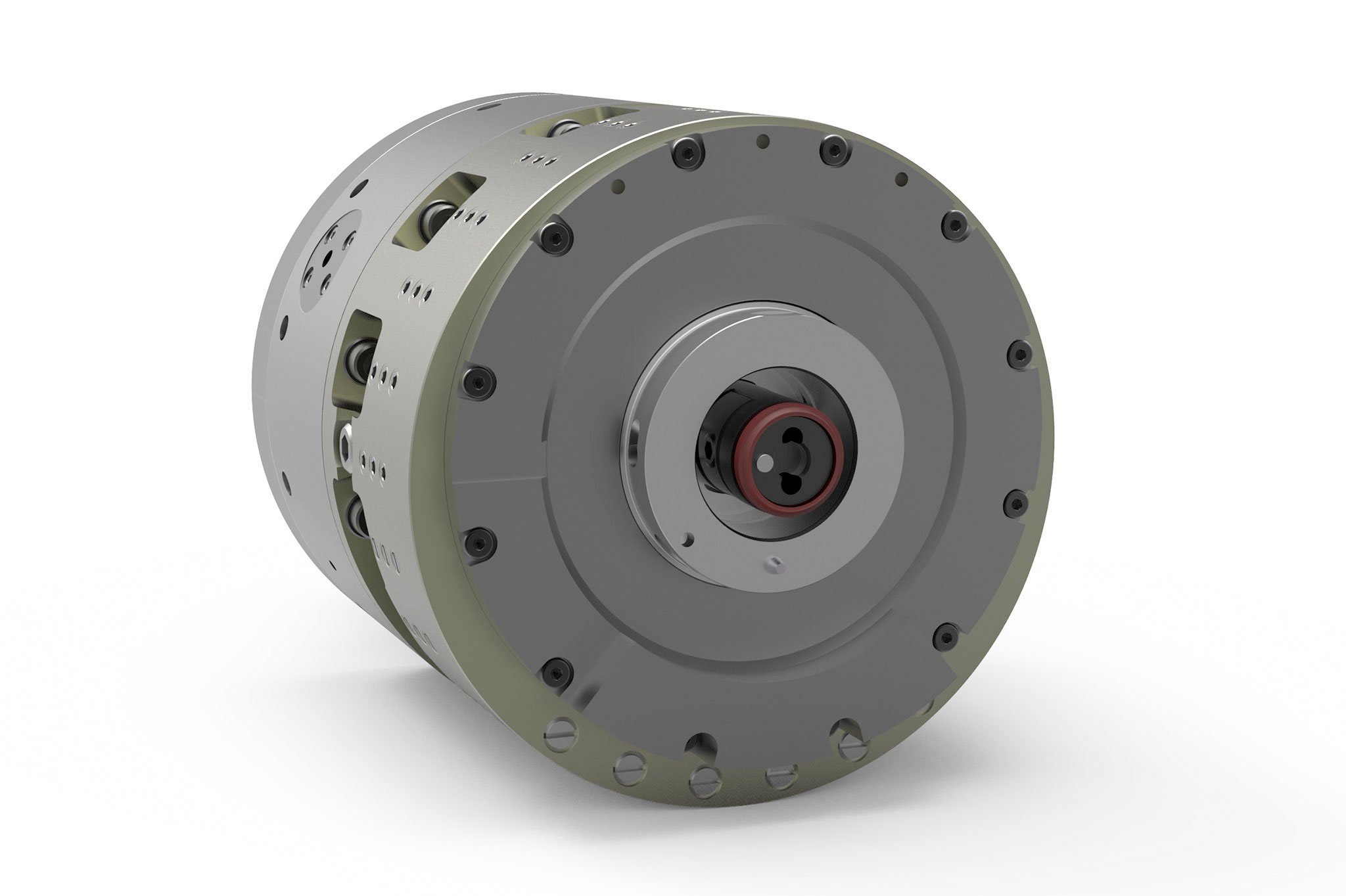
メカトロニックツールシステムTOOLTRONIC
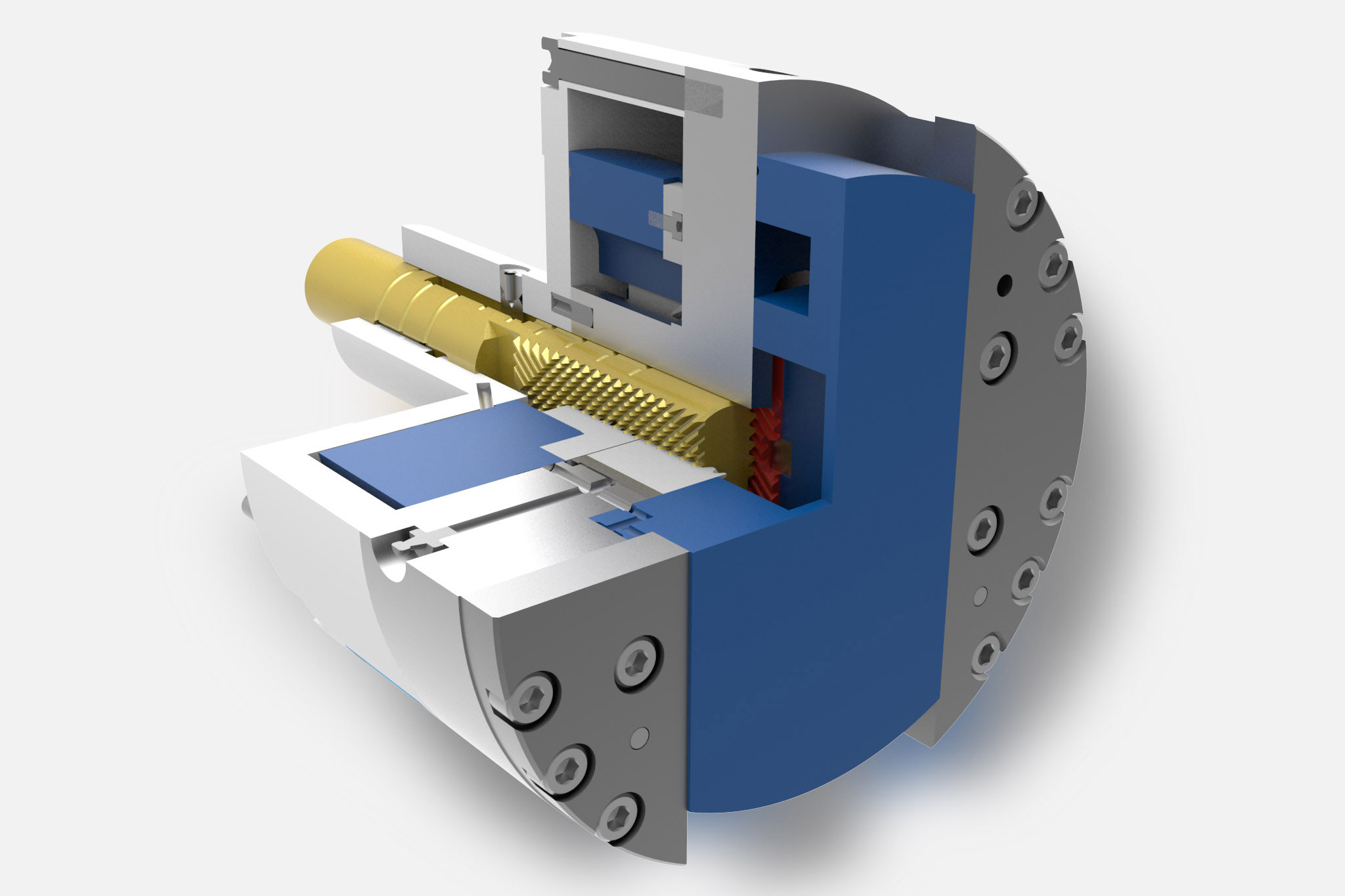
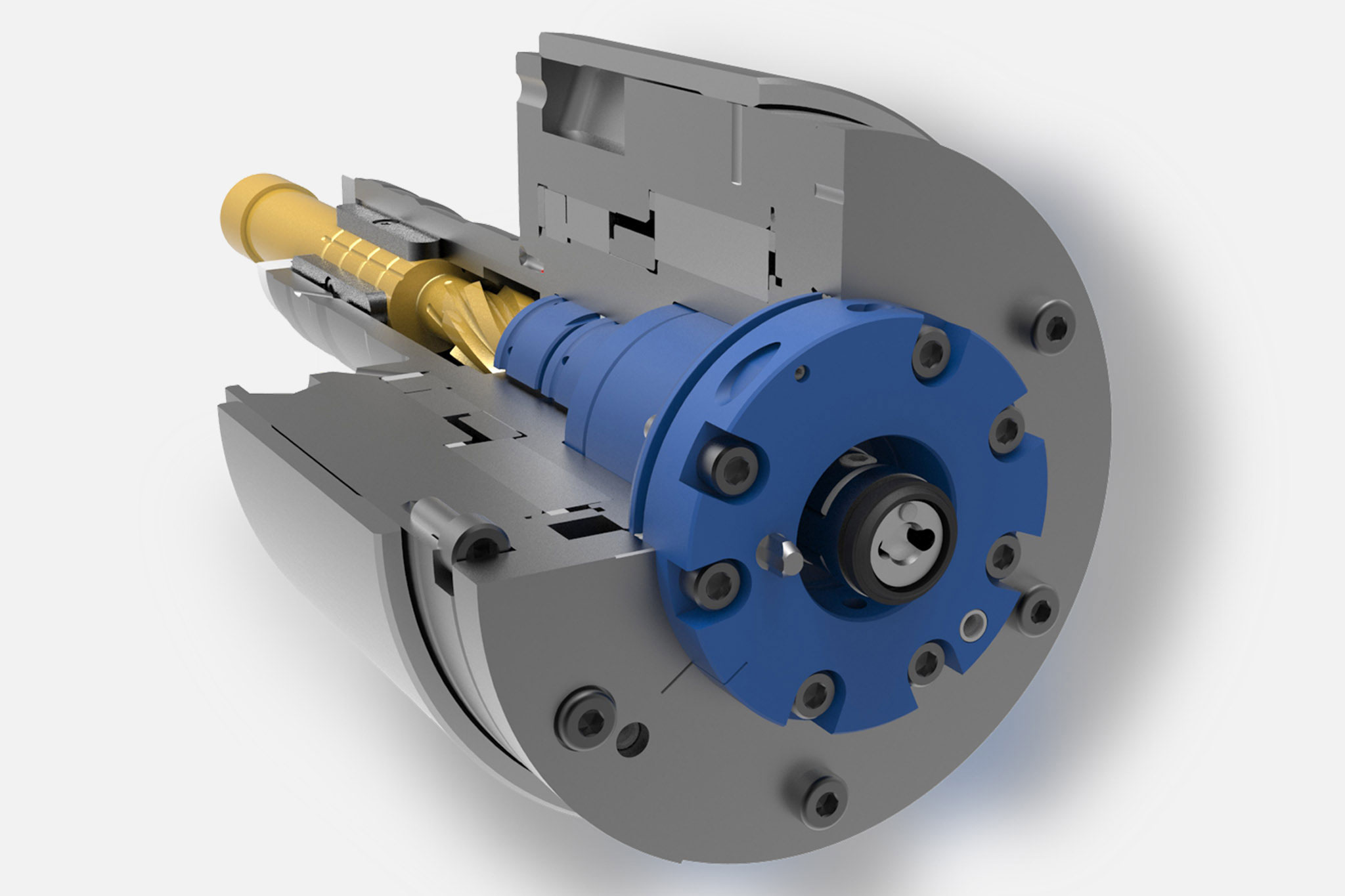
メカトロニックツールシステムTOOLTRONICは、マシニングセンタや専用機の両方で簡単かつ確実に制御運動を実現します。刃先補正のためのクローズドループや多種多様なパーツの簡単な製造と同様に、輪郭、アンダーカット、非円筒形ボーリングが可能です。
独立した駆動モジュールは、誘導エネルギーと双方向のデータ通信により、より高度な機械コントローラーに組み込まれた本格的なNC軸です。つまり最新のCNC制御システムの全機能をTOOLTRONICと組み合わせて使用することもできます。
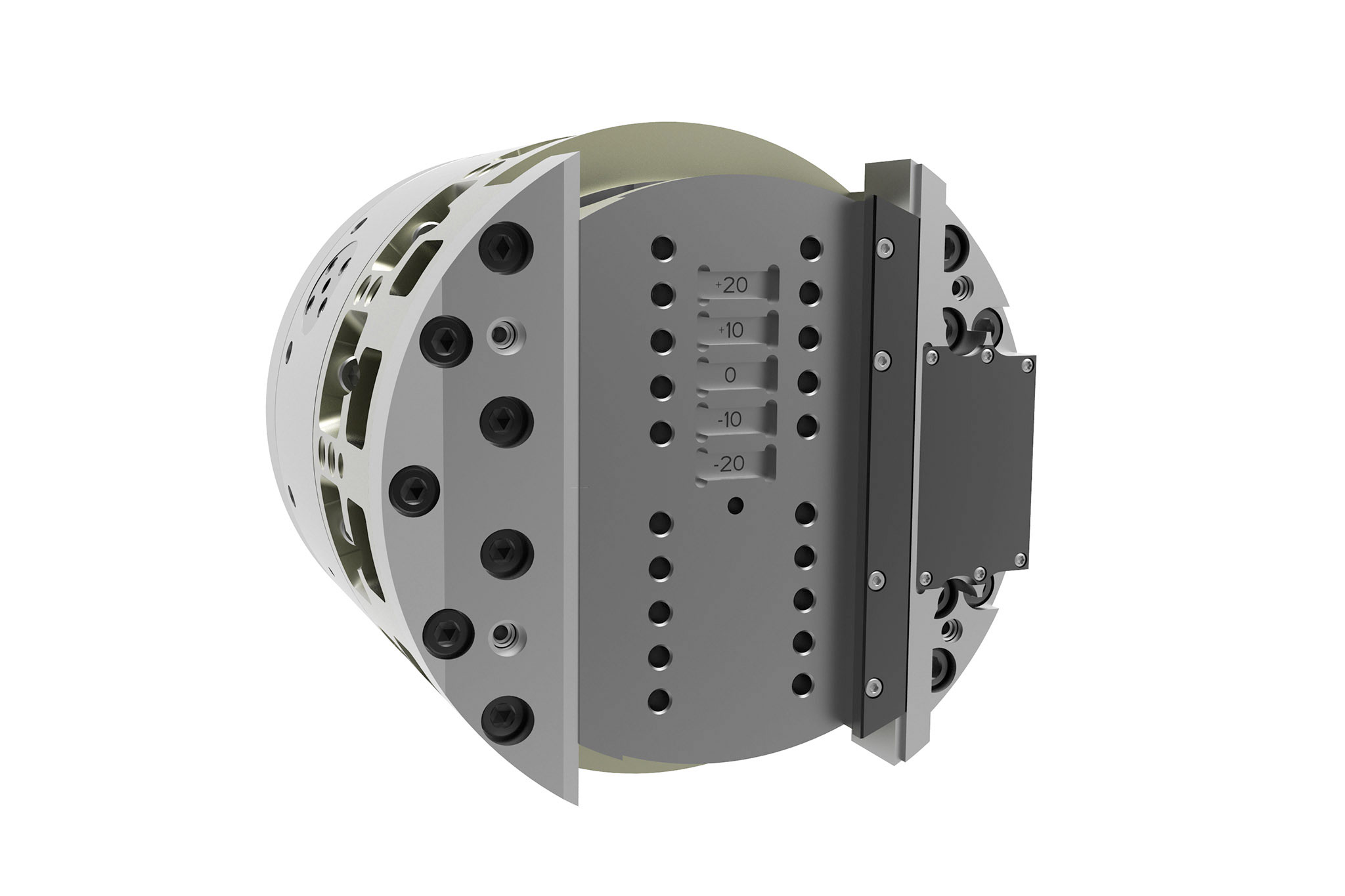
加工内容に応じて、TOOLTRONICのモジュール接続に、マパールの様々なフェーシングヘッド(出力)が使用されます。標準でエキセントリックアクチュエーティングツール(EAT)が使用されています。設定範囲の回転速度で、大きなストロークが必要な場合、リニアアクチュエーティングツール(LAT)が用意されています。
独立した駆動モジュールは、誘導エネルギーと双方向のデータ通信により、より高度な機械コントローラーに組み込まれた本格的なNC軸です。つまり最新のCNC制御システムの全機能をTOOLTRONICと組み合わせて使用することもできます。
加工内容に応じて、TOOLTRONICのモジュール接続に、マパールの様々なフェーシングヘッド(出力)が使用されます。標準でエキセントリックアクチュエーティングツール(EAT)が使用されています。設定範囲の回転速度で、大きなストロークが必要な場合、リニアアクチュエーティングツール(LAT)が用意されています。
フェーシングヘッド
フェーシングヘッドは、主に専用機で大量生産を行う際に面旋削やリセス加 工、輪郭加工の目的で使用されます。このスライドツールの操作やツールホ ルダー、インサートの動作は、スピンドルドライブまたはフィードユニットの 背面にあるNC制御の横送り装置を介して行われます。