
Lavorazione interna ed esterna del corpo statore

Soluzione a tre fasi per la lavorazione dello statore
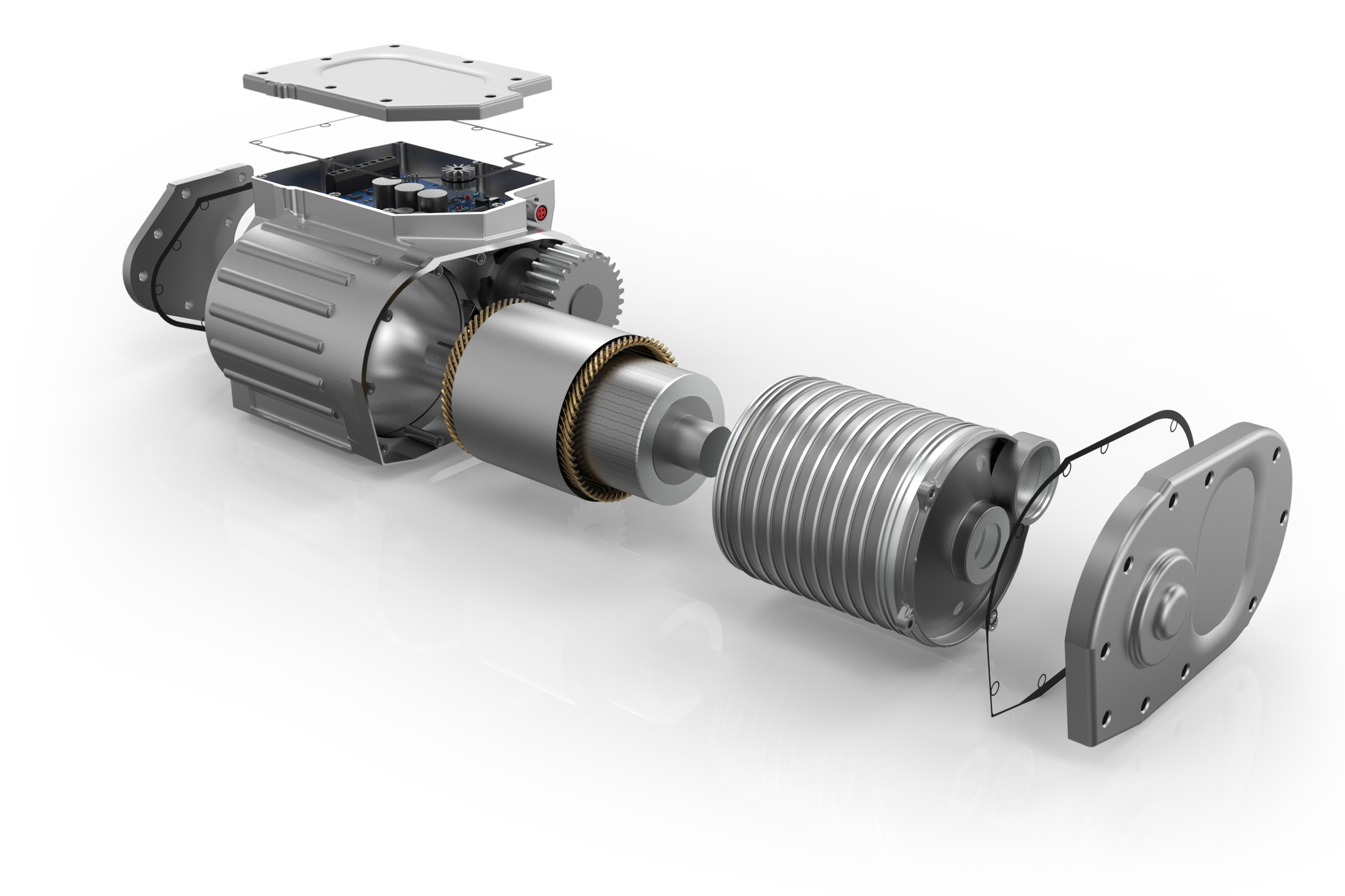
Nella variante del corpo motore a campana, il corpo statore è integrato nel corpo principale come alloggiamento intermedio. I diametri tipici per la parte in alluminio a parete sottile sono compresi tra 200 e 240 mm all’interno e tra 240 e 260 mm all’esterno. La coassialità dei vari diametri di fissaggio e dei cuscinetti è un fattore decisivo per le prestazioni del motore elettrico e richiede una lavorazione estremamente precisa entro tolleranze ristrette.
La prima fase di lavorazione dello statore consiste nella prelavorazione mediante un utensile di allargatura. Il pezzo grezzo presenta smussi inclinati pressofusi che consentono di gestire profondità di taglio fino a 6 mm. A tale scopo, vengono utilizzati inserti profilati per evitare vibrazioni. Ciò garantisce anche che i piccoli trucioli prodotti siano facili da rimuovere. Nella successiva semifinitura, il complesso contorno del corpo del motore elettrico viene sottoposto a prelavorazione in modo tale che, durante l'operazione finale di finitura con un utensile di barenatura, il contorno completo con smussi e transizioni radiali possa essere prodotto nella qualità richiesta con una precisione in μm. Gli utensili vengono realizzati singolarmente per ogni cliente a seconda delle asportazioni, dell’impianto industriale e del sistema di serraggio. Le posizioni dei taglienti tengono conto dei diversi stadi nel corpo e delle boccole in acciaio fuse o pressate per i cuscinetti. Mentre la lavorazione della maggior parte del pezzo da lavorare avviene con il PCD, per la parte in acciaio vengono impiegati taglienti in metallo duro.
Novità mondiale per la lavorazione esterna
Lavorazione completa su centri di lavoro
Gli utensili di barenatura consentono di eseguire lavorazioni interne in modo estremamente rapido e preciso. Inoltre, permettono di lavorare la parte esterna nello stesso serraggio senza spostarsi. La soluzione per i centri di lavoro è pensata anche per quei clienti che contribuiscono alla transizione verso la mobilità elettrica con le attrezzature esistenti, orientate alla lavorazione di grandi corpi cubici in alluminio.
Chi inizia la produzione da zero può naturalmente scegliere la strategia di lavorazione migliore da adottare. In sinergia con un costruttore di macchine, MAPAL ha sviluppato una soluzione di lavorazione alternativa. In questo caso il processo ha subito una rotazione di 90 gradi per consentirne l’utilizzo su torni verticali.