Carcasa para el suministro energético

Se utilizan distintas carcasas para proteger los componentes electrónicos, como por ejemplo el sistema de batería o la electrónica de potencia, frente a influencias ambientales externas y para la fijación de componentes en el interior, a fin de garantizar su funcionamiento óptimo durante el accionamiento del vehículo. Los requisitos de la carcasa dependen del sistema electrónico y del concepto de propulsión. Actualmente, se utilizan diferentes materiales y procesos de fabricación.
CARACTERÍSTICAS
- Componentes inestables de paredes finas (propensos a vibraciones)
- Estructura de cubeta fundida o de bastidor con perfil hueco
- Parcialmente en aluminio con bajo contenido de silicio
- Grandes dimensiones (2 x 3 m)
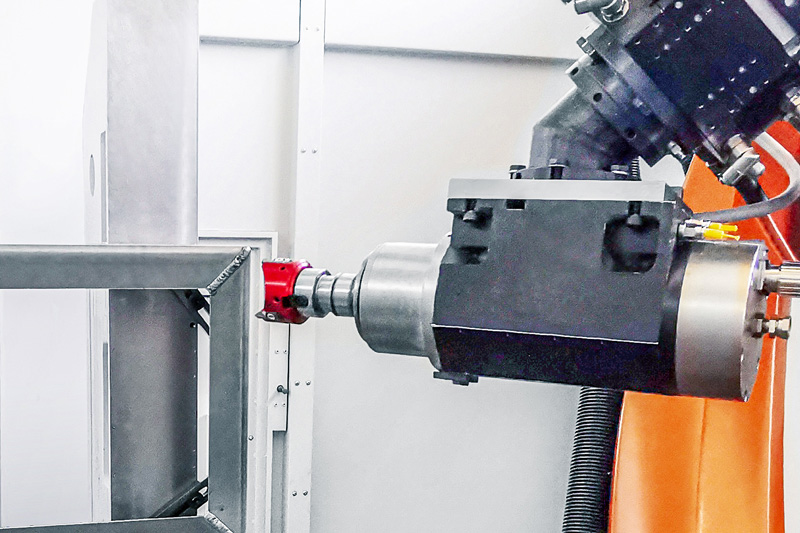
- Principalmente operaciones de taladrado y fresado, y roscas
- Requisitos de precisión y superficie para pasacables y conexiones de refrigeración


Resumen de herramientas
-
 1 / 9
1 / 9Standard programme for the machining of aluminium structural parts
- Highly positive cutting edge geometry
- Reduced cutting forces
- Low vibration cut
-
2 / 9
OptiMill-SPM-Rough
- Low vibration roughing with deep cutting depth
-
3 / 9
OptiMill-SPM
- Ideal for making openings or pockets
- Solid carbide design or with brazed PCD cutting edges
-
4 / 9
OptiMill-SPM-Finish
- Finishing of great depths in one go
- Strong performance with high wraps
-
5 / 9
Tritan-Drill-Alu
- Creation of core holes
- Three cutting edges for the highest feed rates
- Highest positioning accuracy through self-centring cross cutting edge
-
6 / 9
MEGA-Drill-Alu
- Solid carbide drill
- Drilling with lower cycle time
- Focus on chip formation
- Effective drilling processes with a larger number of equal diameters
-
7 / 9
FaceMill-Diamond-ES
- PCD face milling cutter
- Roughing and finishing of face surface
- Machining face surfaces with different stock removal using a single tool
- Roughing and finishing operations possible
-
8 / 9
OptiMill-Diamond-SPM
- PCD milling cutter
- Circular milling operations of various diameters and surfaces
- Less tool changes thanks to flexible tool deployment
-
9 / 9
OptiMill-Alu-HPC-Pocket
- Corner milling cutter
- Pocket milling of aluminium materials
- Optimum chip removal
- Optimum stability









-
1 / 5
PCD milling cutter overview
-
2 / 5
PCD milling cutter with alternately arranged cutting edges
- Low cutting forces over the entire machining depth
-
3 / 5
Spiralled PCD milling cutter
- Finishing of thin-walled structures
-
4 / 5
PCD Helix milling cutter
- Trimming with a large cutting depth
-
5 / 5
PCD face milling cutter
- Face milling for a cutting depth of up to 10 mm
- Creation of defined surface profiles for sealing and contact surfaces





Case studies from the energy supply sector
-
03.11.2022
Efficient deburring with robots
The FlyCutter from MAPAL is ideally suited for deburring battery trays. Robot manufacturer KADIA is enthusiastic about the PCD-tipped milling tool.
-
11.05.2023
A strategy for battery frames
MAPAL’s electric mobility experts have designed a generic component that encompasses the main machining operations of a battery frame.
-
12.07.2023
Fräsen statt bohren
Warum Fräsen anstelle von Bohren eine sinnvolle Alternative sein kann? MAPAL zeigt, wie höhere Prozesssicherheit und kürzere Bearbeitungszeiten erreicht werden.