

Alloggiamenti per motori elettrici di piccole dimensioni
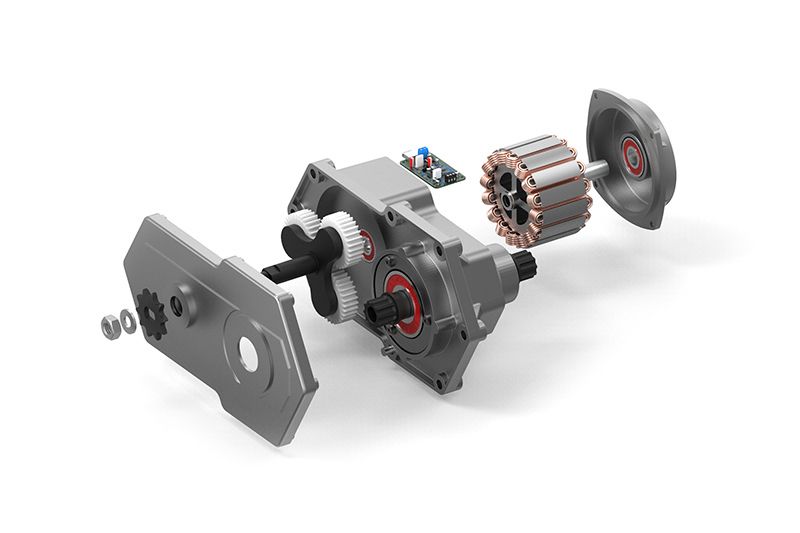
Esempio: trasmissione per E-Bike
L’elettromobilità è entrata ormai da tempo nella nostra vita quotidiana. In questo contesto, i motori elettrici hanno inizialmente trovato la loro diffusione nel settore delle biciclette. Nella loro produzione, gli alloggiamenti del motore pongono una sfida: devono essere compatti e leggeri, ma allo stesso tempo altamente precisi.
Negli ultimi decenni MAPAL ha acquisito una vasta esperienza nell’asportazione truciolo di corpi motore di piccole dimensioni, sia in alluminio che in magnesio, ad esempio nel caso di corpi per motoseghe, ciclomotori o tosaerba. Tuttavia, i requisiti di precisione sono ulteriormente cresciuti con l’elettrificazione.
CARACTERÍSTICAS
- Duas partes ou três partes (carcaça e tampa)
- Carcaças fundidas feitas de alumínio ou magnésio
- Componentes frágeis de parede fina (suscetíveis a vibração)
- Trajetos de contorno com vários estágios
- Os requisitos geométricos e dimensionais são elevados (tolerâncias de forma, de funcionamento e de posição)
EXIGÊNCIAS DA USINAGEM
- Circularidade < 0,01 mm
- Tolerância de diâmetro IT7
- Rugosidade média Rz < 10 μm
A ferramenta PCD processa furos de rolamento e posicionamento na carcaça de magnésio

Na usinagem dos furos de rolamento e posicionamento em uma carcaça específica de magnésio, as fortes vibrações representam um desafio especial, pois o componente tem paredes extremamente finas na área do terceiro furo do rolamento. A ferramenta deve remover 0,6 mm a 1 mm de material dos furos pré-fabricados.
Devem ser respeitados os seguintes parâmetros:
- Circularidade < 0,01 mm
- Tolerância de diâmetro IT7
- Rugosidade média Rz < 10 µm
A MAPAL utiliza uma complexa ferramenta combinada de PCD de múltiplos estágios para essa finalidade, que usina os três furos de rolamento e o furo de posicionamento do assento do rolamento em um único disparo - com confiabilidade de processo dentro das tolerâncias exigidas.
A ferramenta funciona com os seguintes dados de corte:
- Rotação 8.000 rpm
- Velocidade de avanço 3.200 a 4.800 mm/min
- Avanço 0,1 mm a 0,15 mm
Furação e fresamento em uma única ferramenta

Outra ferramenta combina operações de fresamento e perfuração em uma carcaça de magnésio. Enquanto os estágios de perfuração usinam o furo de rolamento e o furo de posicionamento, um estágio de fresamento é usado para produzir a ranhura de vedação. Ao usar essa ferramenta, também foi importante evitar vibrações e manter a pressão de corte baixa. Os especialistas em ferramentas conseguiram isso otimizando o número de dentes e a geometria do estágio de fresamento. Isso também evita cavacos na ranhura.
Dados de corte do estágio de fresamento:
- Rotação 8.000 rpm
- Velocidade de avanço 7.200 mm/min
- Avanço 0,15 mm
A MAPAL oferece um pacote completo para a usinagem de pequenas carcaças de alumínio ou magnésio.
Em primeiro lugar, as ferramentas de PCD e de metal duro integral são ideais para a usinagem de ambos os materiais. Dependendo dos requisitos e da complexidade, a MAPAL projetará o melhor conceito, incluindo todas as ferramentas e mandris. Ferramentas combinadas, cada uma cobrindo várias etapas de trabalho, tornam o processo mais econômico.




