Entraînements électriques
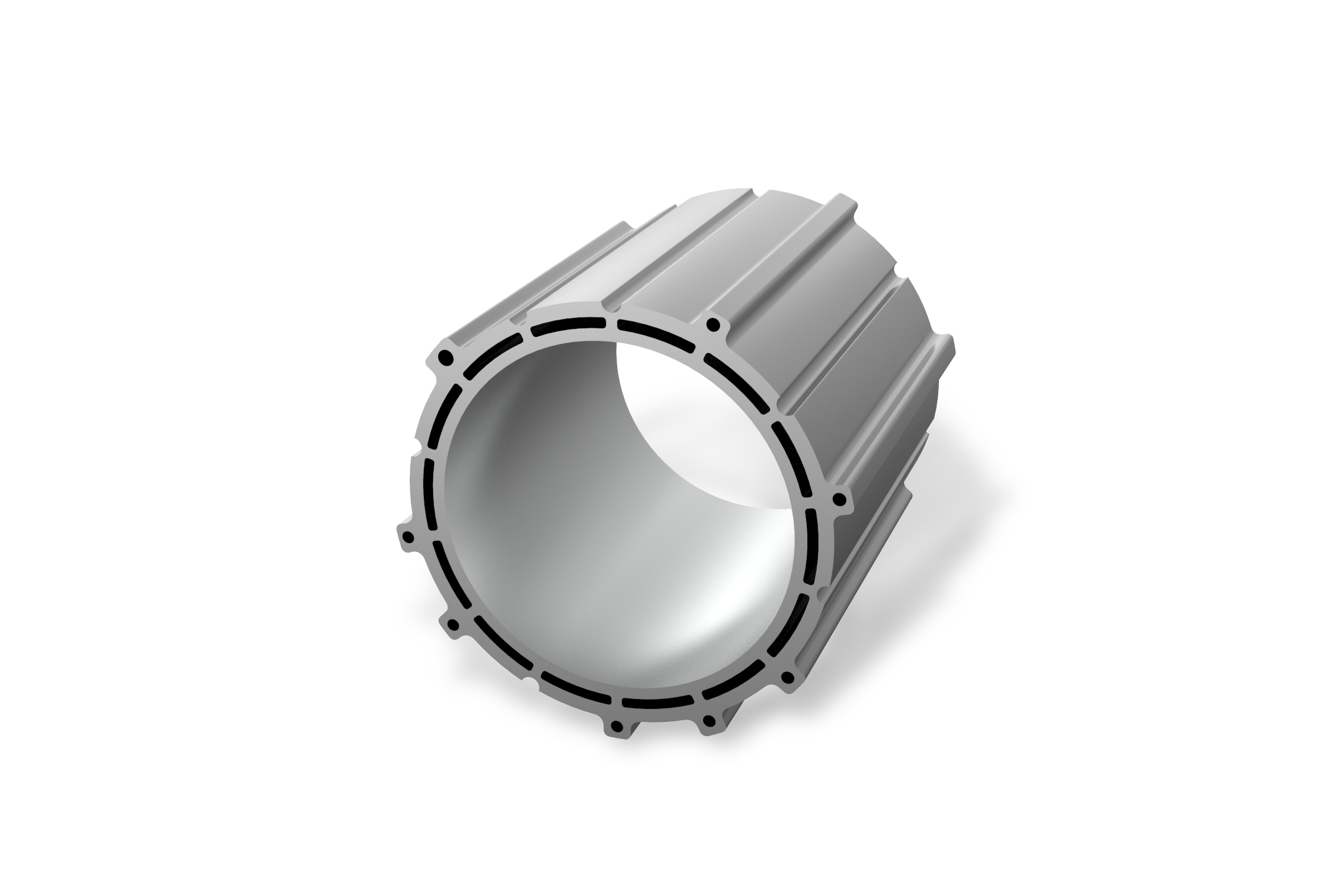
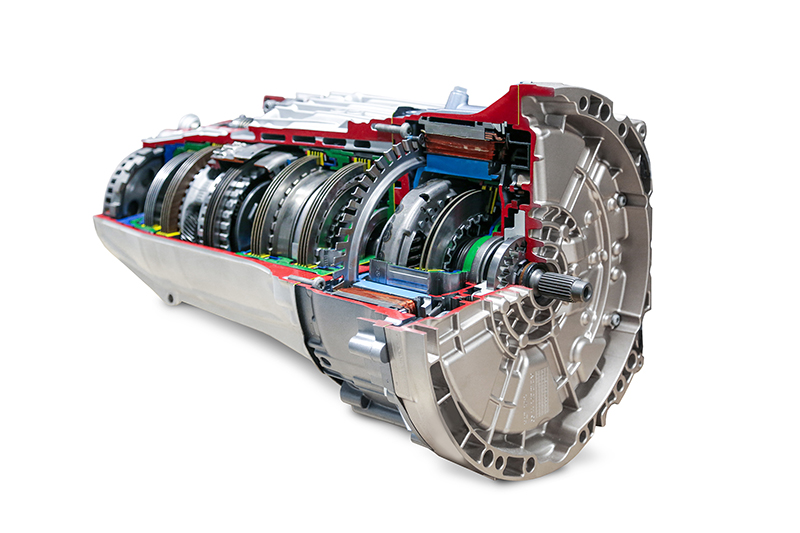
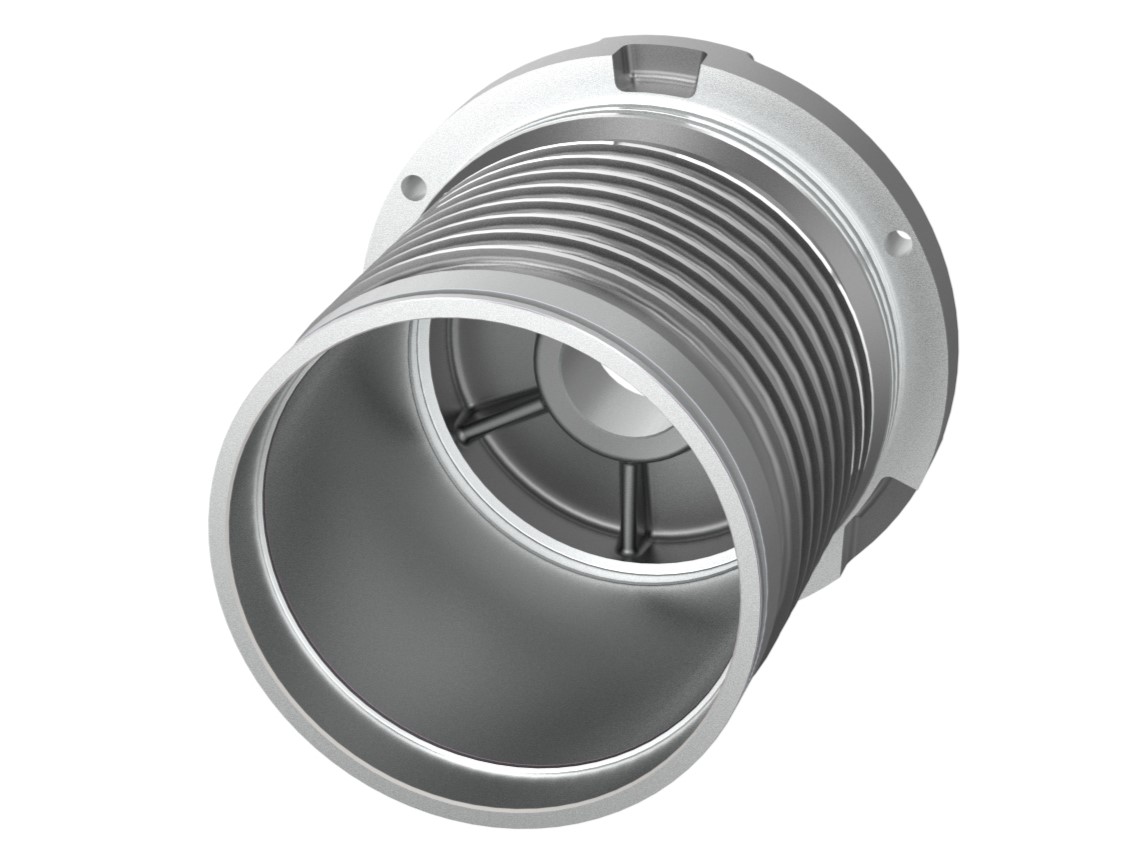
Les constructeurs et fournisseurs automobiles sont confrontés à de nouveaux défis concernant les composants pour moteurs électriques. Le boîtier d'un moteur électrique constitue un exemple de la complexité de ces défis : par rapport à un carter de boîte de vitesses, celui-ci doit être fabriqué dans des tolérances beaucoup plus restreintes, car la précision a une influence décisive sur le rendement du moteur électrique.
De plus, les parois d'un boîtier de moteur électrique sont généralement nettement plus minces que celles d'un carter de boîte de vitesses du fait de sa conception spécifique (canaux de refroidissement intégrés, par exemple). En outre, des coussinets de palier en acier sont pressés dans certains de ces boîtiers. Des boucliers de protection spéciaux dans l'outil empêchent les copeaux d'acier d'entrer en contact avec les surfaces en aluminium lors de l'usinage et de les endommager.
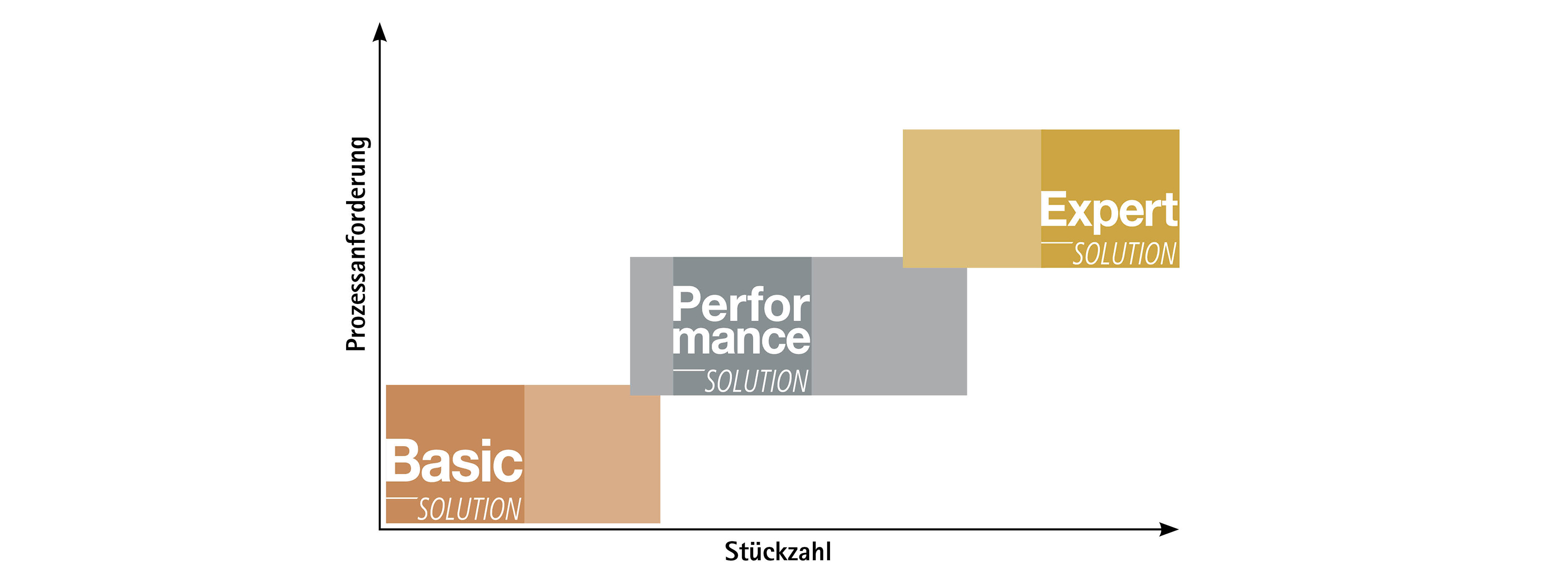
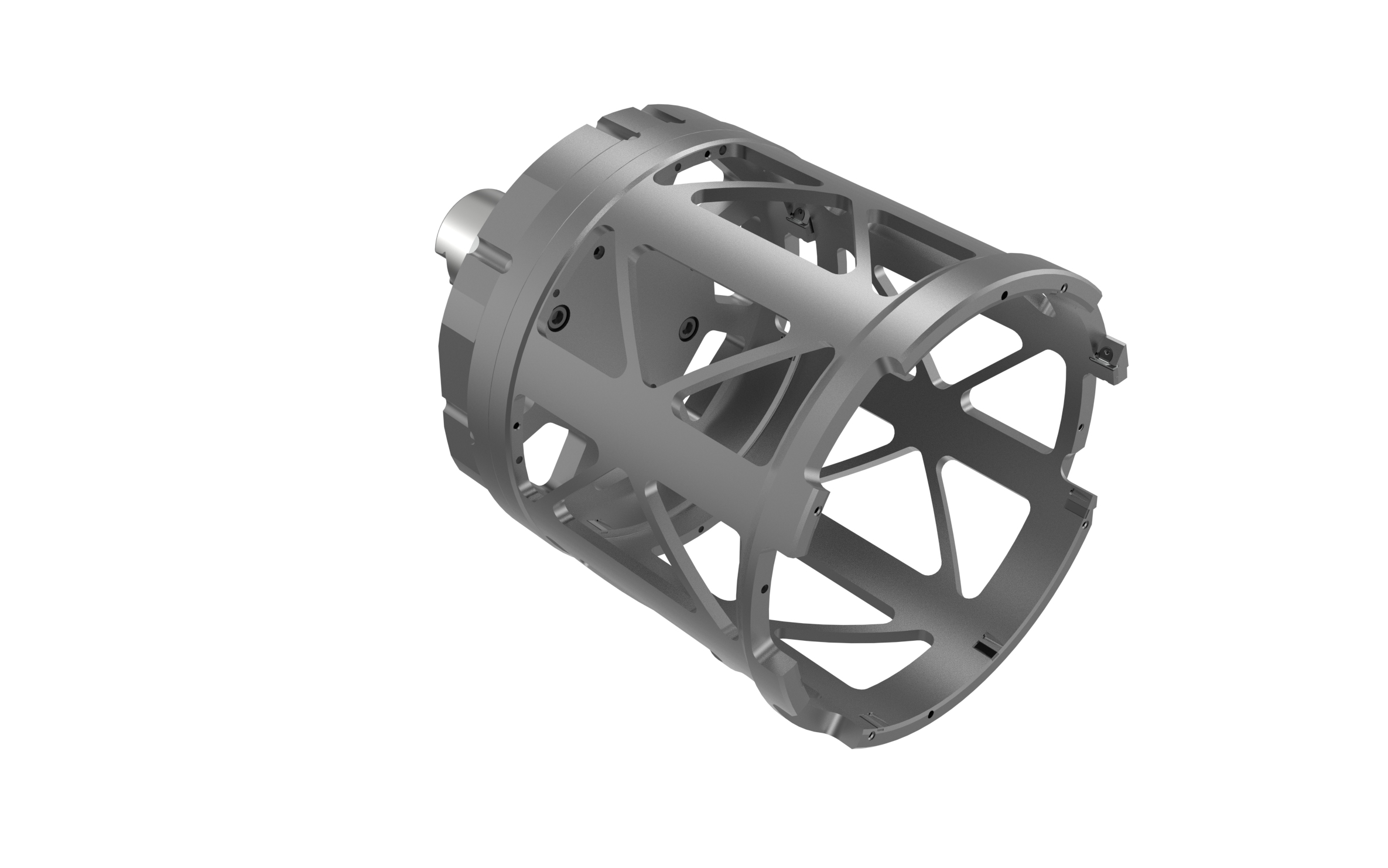
Requisiti di asportazione truciolo e caratteristiche dei diversi tipi di alloggiamento


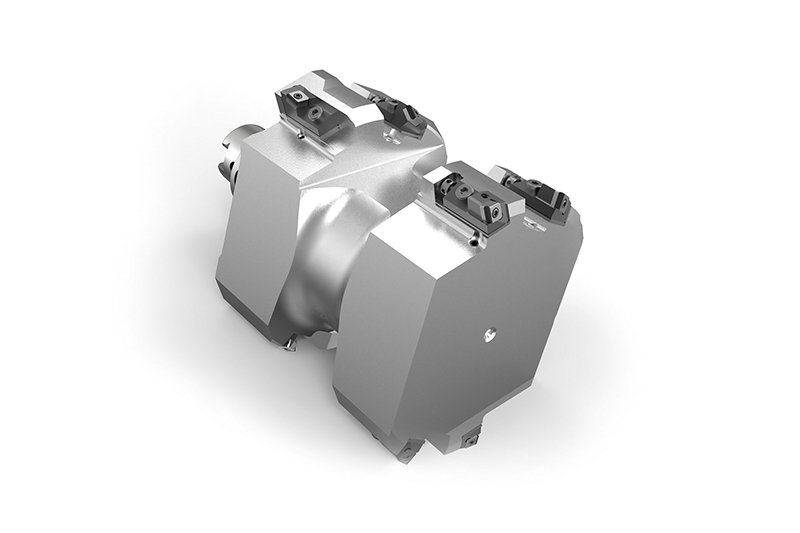
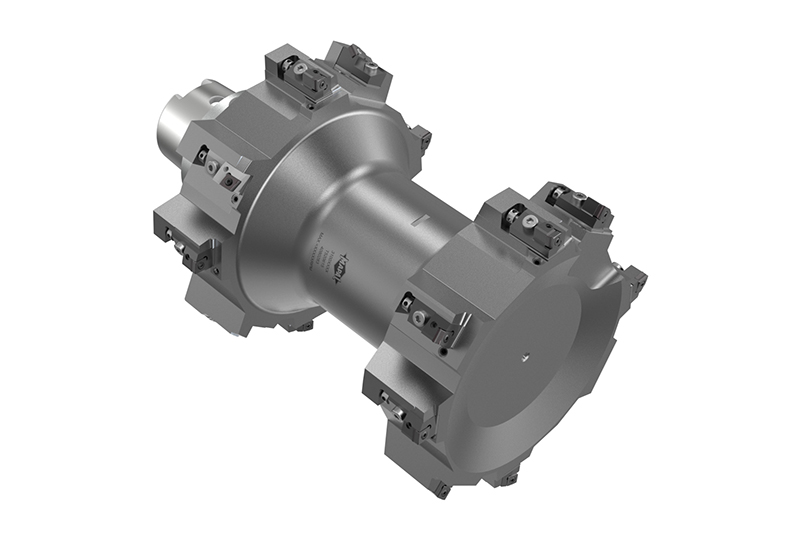
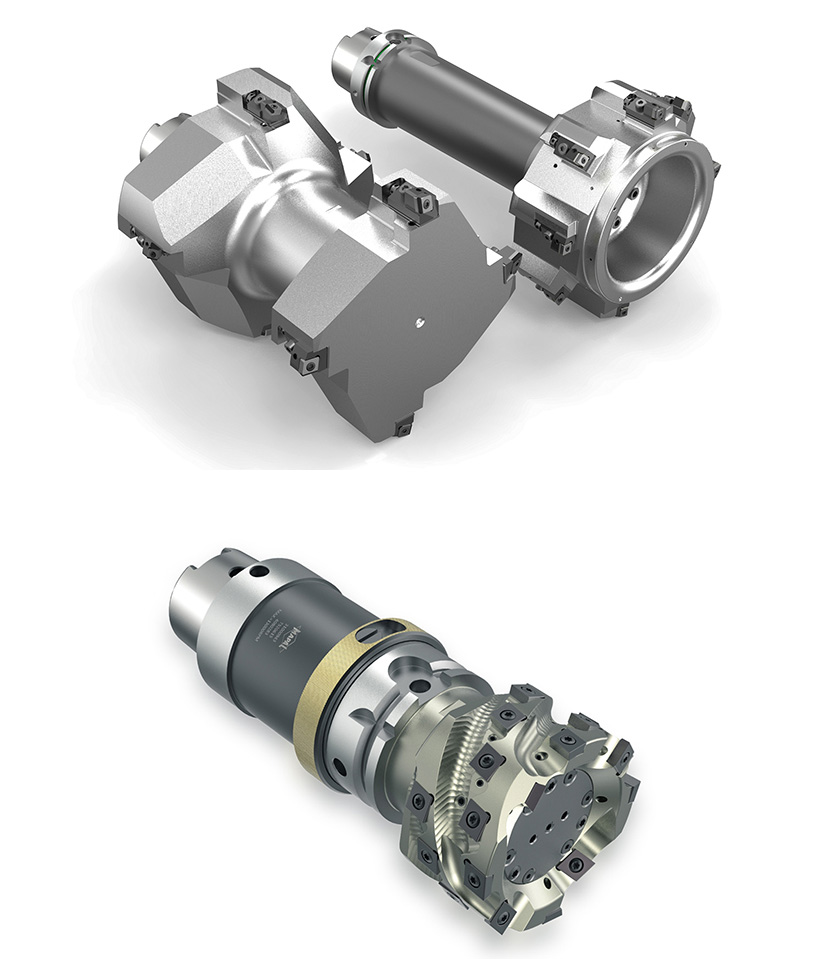
Procedura di base per la lavorazione del corpo statore
Sia il processo di lavorazione sia gli stessi utensili vengono realizzati a seconda della situazione dimensionale, dell’impianto industriale e del sistema di serraggio. Questo mantiene le forze di taglio che agiscono sul componente al livello più basso possibile. La suddivisione della lavorazione del foro statore avviene in tre passaggi: prelavorazione, semifinitura e lavorazione di precisione.

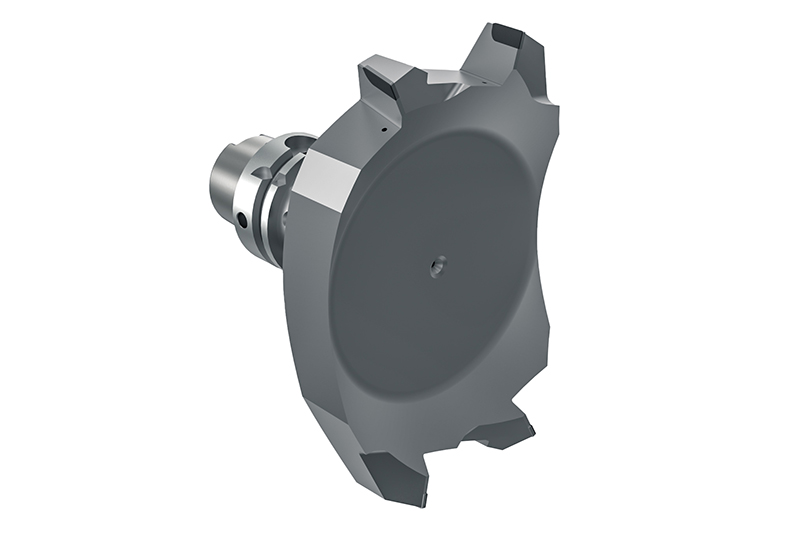
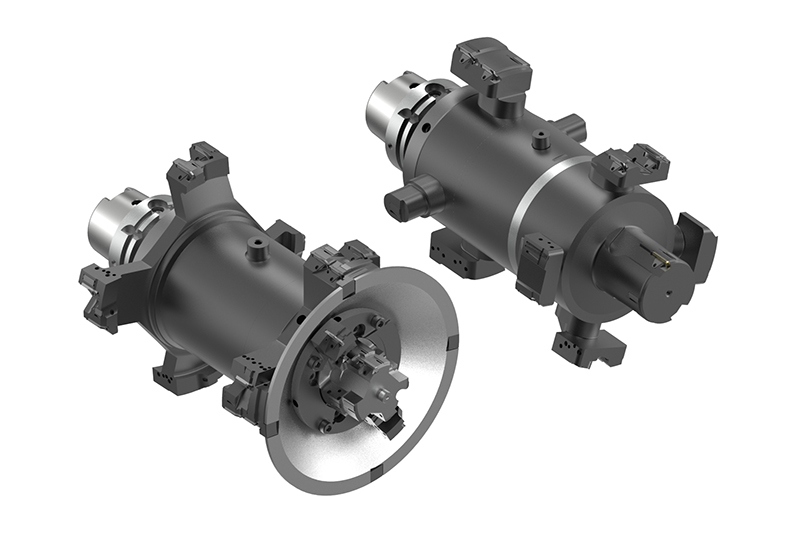
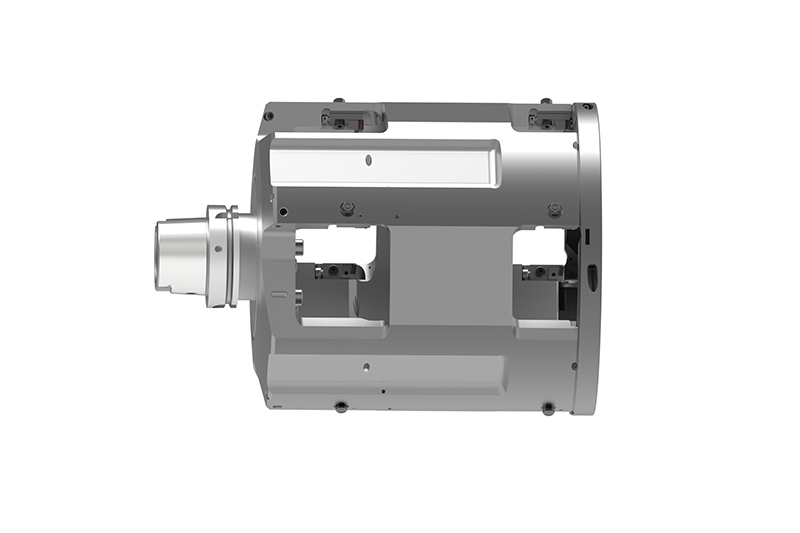
Lavorazione esterna del corpo statore



Soluzioni di asportazione truciolo per…