
PCD per la lavorazione di componenti aerospaziali sofisticati
Una vita utensile maggiore del 60 percento durante la foratura di materiali compositi
Nell'industria aeronautica, durante la fase di montaggio è necessario praticare migliaia di fori per rivetti sui componenti realizzati in materiali compositi; a tale scopo di norma vengono utilizzate punte in metallo duro integrale con rivestimento diamantato, che però non risultano adatte per le applicazioni speciali. Per questo occorre ampliare ulteriormente i confini, soprattutto in caso di requisiti estremamente stringenti in termini di durata, sicurezza dei processi e qualità dei fori.
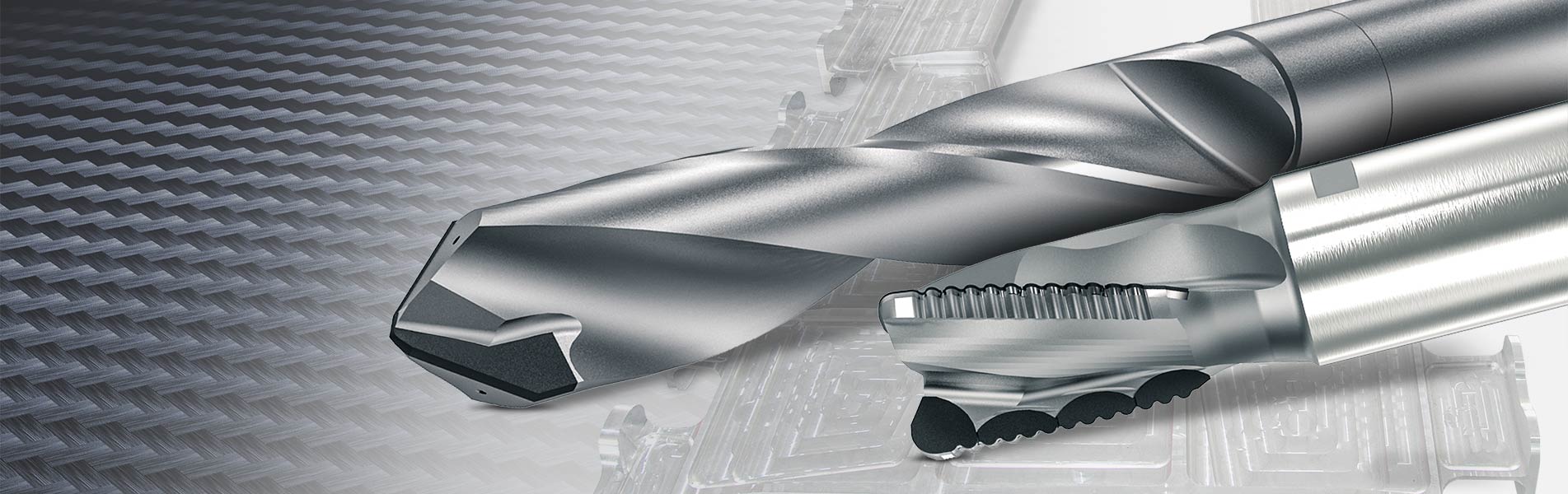
MAPAL ha sviluppato una nuova punta in PCD per la lavorazione di materiali compositi in fase di montaggio, come ad esempio i materiali CFRP (plastica rinforzata con fibre di carbonio) e i compositi stratificati di alluminio e CFRP. La punta si contraddistingue in particolare per il tagliente in PCD universale. Fino ad oggi le punte per lo più utilizzate erano al centro in metallo duro integrale (solo i lati erano in PCD); i movimenti interrotti dei taglienti, però, causavano instabilità nei passaggi e i giunti di saldatura tendevano a rompersi. Grazie al suo nuovo utensile, MAPAL ha eliminato questa instabilità.
Il tagliente laterale in PCD affilato è inserito nel corpo base intagliato di metallo duro integrale, rendendo l'intero sistema particolarmente stabile. Grazie all’angolo fra i taglienti di 115°, la punta è in grado di autocentrarsi in modo ottimale. L'angolo differenziale fra i taglienti di 80° garantisce un'uscita del foro pulita senza delaminazione.
Nell'ambito delle applicazioni dei clienti, la punta risulta particolarmente valida non solo per l'elevata sicurezza dei processi, ma anche per la sua durata. In questo caso, nei componenti degli elicotteri vengono praticati dei fori per bulloni. I componenti sono costituiti da materiali CFRP di 50 mm di spessore. La durata utile dell'utensile utilizzato in precedenza si esauriva dopo 50 fori. Con valori di taglio più elevati e una qualità dei fori decisamente migliore, il cliente può realizzare più di 80 fori grazie alla punta in PCD di MAPAL con diametro di 19 mm, il che equivale a un aumento del 60% rispetto agli utensili con PCD solo sui lati.
ドライ加工用PCD粗加工用カッター
アルミニウム製の航空機の翼を加工する際に、既存の材料の大部分が加工によって除去されます。翼内のチャンバーやポケットの粗削り加工用に、マパールはOptiMill-SPM-Roughともにその性能が何度も実証されている超硬エンドミルを用意しています。しかしこのラフィングカッターは湿式加工にしか適していません。その理由は航空機の構造物に使用されるようなロングチップのアルミニウム合金のドライ加工の場合、ソリッドカーバイドツールでは限界に達します。すぐに構成刃先が形成され、ツールは過度の摩耗にさらされます。
翼のチャンバーやポケットがクーラントで満たされないように、PCD装備のミーリングカッターを備えたマパールに対応するドライ加工用ツールに対する需要が高まっていました。
新しいミーリングカッターの形状は、ソリッドカーバイドドリルと多くの点で同じです。特別に設計された刃先形状がソフトカットを保証し、切削抵抗を軽減します。また工具の優れたプランジ加工特性により、部品への熱影響が最小限に抑えられます。
ソリッドカーバイドドリルと比較して、工具寿命が非常に長いアルミ合金のドライ加工用PCD工具は、工具寿命が非常に長いため、経済的な使用が可能です。高いツールコストはすぐに回収できます。