Precise, efficient and easy to handle – Tools for fine machining bores from MAPAL
Interview with Michael Neumann, product manager for reaming and fine boring tools
Reaming tools have to meet the demands for highest accuracy and feature a minimum handling effort. In addition customers always pay attention to efficiency, the lowest possible logistical expenditure and maximum process reliability. Since the introduction of the single-bladed reamer in 1954, MAPAL offers state-of-the-art tools for fine machining bores. The challenges that have to be overcome today and the solutions MAPAL offers for them are the topic of the interview with Michael Neumann, Product Manager for reaming and fine machining tools.
Mr Neumann, how would you summarise MAPAL’s offer of tools for fine machining bores in three sentences?
We offer a suitable tool concept for every reaming process – standard as well as special tools. In the process, we cover a large diameter range between 0.6 and 350 mm. Our portfolio is divided into tools with guide pads, replaceable head reamers, high-performance reamers with cylindrical shank and special solutions for large diameters.
That’s a lot of different tool types – what are their characteristic features and how to customers find the optimum concept?
The factors that make the individual reaming tools different are the setting effort, setting options, achievable accuracy, tool life and reusability. Depending on the requirements and circumstances that a customer has, we find or develop the best tool for the customer from our portfolio. The tool life for efficient manufacturing is extremely important for mass production, for example. Without a setting room or trained employees, handling must be as easy as possible.
Is a trend recognisable with regard to customer requirements?
As in the entire history of reaming tools, the trend is to further optimise the processes and therefore shorten the machining times making manufacturing more effici ent. In addition, more and more customers require reaming tools that can be used without or with only a minimum setting effort. For in order to correctly set thetools and to thereby achieve the best possible accuracy, well trained specialists are necessary.
Nonetheless the bore quality remains very important for reaming. The best results are still achieved with guide pad tools as these tools can be set to an accuracy in the μ range and the tool is supported by the guide pads in the bore. For this reason, it is our job to further increase ease of use for our tools, make setting easier and shorten the setting times – all without cuts with regard to accuracy.
How does MAPAL complete these tasks?
Applications with very tight tolerance specifications that require a guide pad tool and at the same time personnel that are not appropriately qualified–these are the most difficult tasks. To significantly simplify setting, we use the EA (EasyAdjust)-System for our tools with guide pads. This is an initial step in this direction. Thanks to the EA-System, the back taper of the blade no longer has to be set. It is already integrated in a cassette manufactured to a high level of accuracy in which the indexable blade is inserted. However the radial setting of the blades must still be carried out. And yet: Thanks to the EA-System, around 60 to 70 percent of the time for setting is saved.
Thanks to the EA system, users save around 60 to 70 per cent of the time spent on setting parameters.
And what if no setting should actually be carried out?
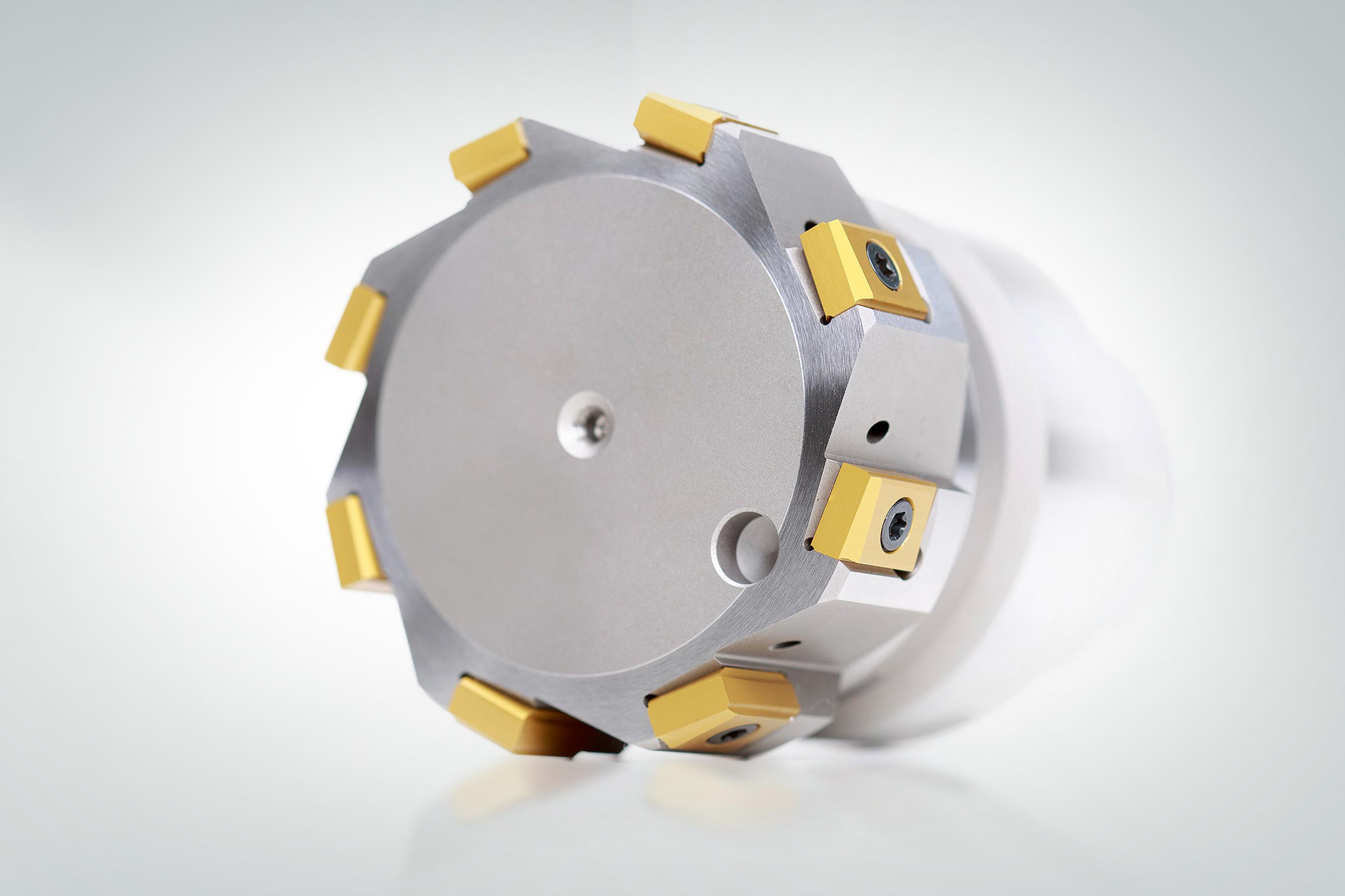
Then the result is not accurate to the last μm. Nevertheless: We also obtain excellent results with tools that do not have to be set. For example, when reaming large diameters from 65 mm, we presented a new tool concept at EMO in Hanover: the HPR 400 plus. A short machining time is achieved with this multi-bladed reamer. On the other hand the inserts can be reliably and very easily replaced by the customer himself on site. As a result, the tool logistics are significantly simplified. The tool does not have to be sent to the manufacturer for reconditioning. This reduces the required tool stock. The customer only has to have the indexable inserts in stock. The special features of these tools are indexable inserts with four usable cutting edges. For the previous model, the HPR 400, only one cutting edge was usable. This significantly reduces the cost per part.
In order to further increase the cost-effectiveness when machining large diameters, the indexable inserts of the new HPR400 plus no longer have a single cutting edge, but have four cutting edges.
Does the tool have to be reset after the insert change?
No. Because inserts and insert seat are manufactured with a highlevel of accuracy.
Depending on the material, MAPAL offers optimally coated indexable inserts for reaming.
Are there also concepts that offer similar benefits for fine machining smaller diameters?
Among others, our new CPR Replaceable Head Reamer that is available for the diameter range between 8 and 40 mm. The reaming head of the CPR system can be easily replaced when the head is at the end of its tool life. Nothing has to be set here. This system also offers an additional advantage: We only manufacture the heads from cost-intensive solid carbide. This saves a lot of material. We offer this tool system for numerous materials: for machining cast iron, steel, titanium, aluminium, VA, CFRP, GFRP and for hard machining.
MAPAL offers the replaceable head reamer CPR500/510 with optimised cooling for economical cast machining.
For a high tool volume, this is still a high proportion of cost-intensive solid carbide. Is there an alternative for this in the field of reaming?
We have developed cutting heads that we press with close contours using moulds specially for applications with very large quantities and a correspondingly large volume of one and the same tool. Although a higher investment is necessary for the appropriate mould, this type of replaceable head pays off as the tools themselves are then significantly less expensive.
MAPAL has developed cutting heads which are pressed close to contours for the manufacturing of parts with a very high number of pieces.
Apart from these innovations: Why should a customer decide on a reaming tool from MAPAL?
On the one hand, as already mentioned, we offer a broad range of products and have decades of experience in fine machining bores. On the other hand, we have other unique selling points such as guide pad tools, for example. Moreover, MAPAL is the only tool manufacturer that has developed and successfully uses a CVD coating for reaming cast iron. Our HC418/419 cutting material ensures the best surfaces for excellent dimensional tolerance and has a significantly higher tool life compared with PVD coated cutting materials.