

NeoMill®-Fräser vereinen Produktivität und Wirtschaftlichkeit

Die perfekte Lösung für Ihre Fräsanwendung
AUF EINEN BLICK
-
Fräsprogramm mit gepressten, radialen Wendeschneidplatten
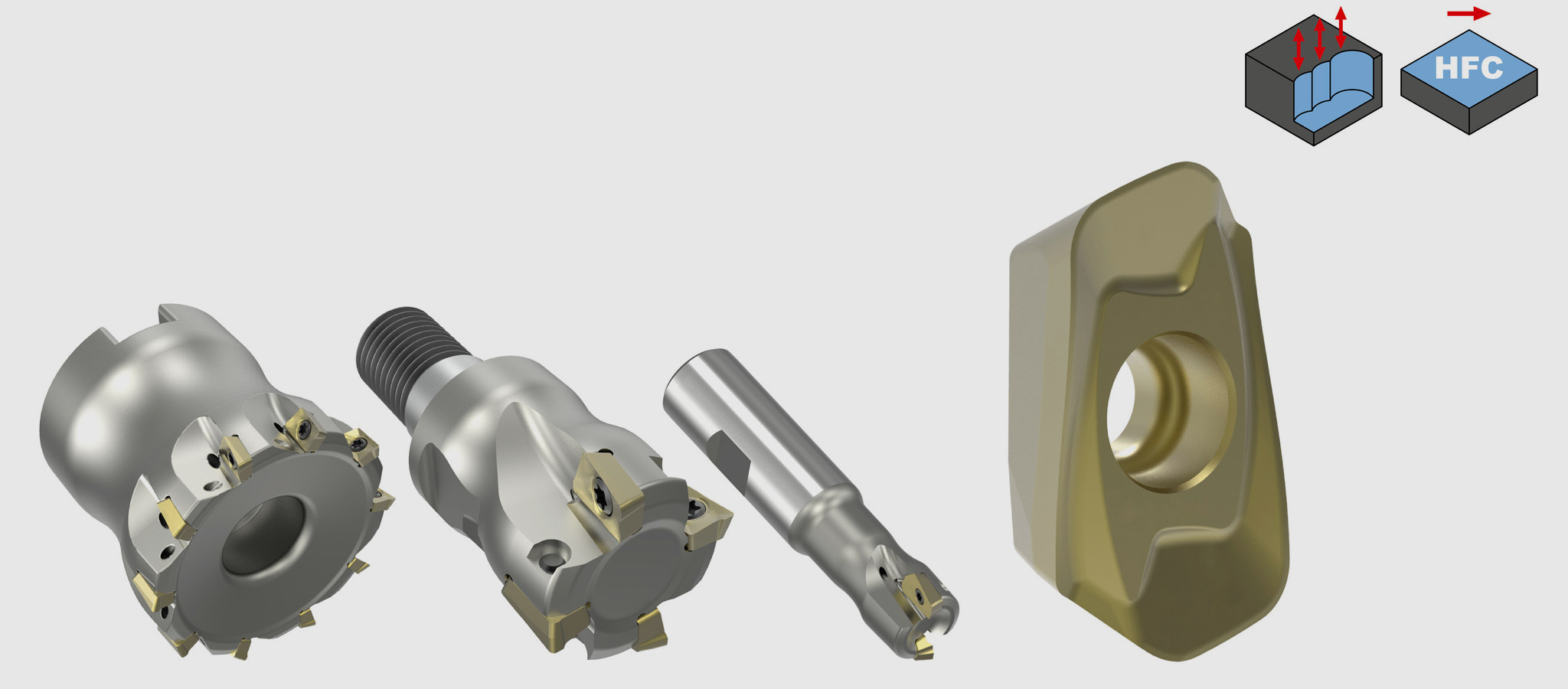
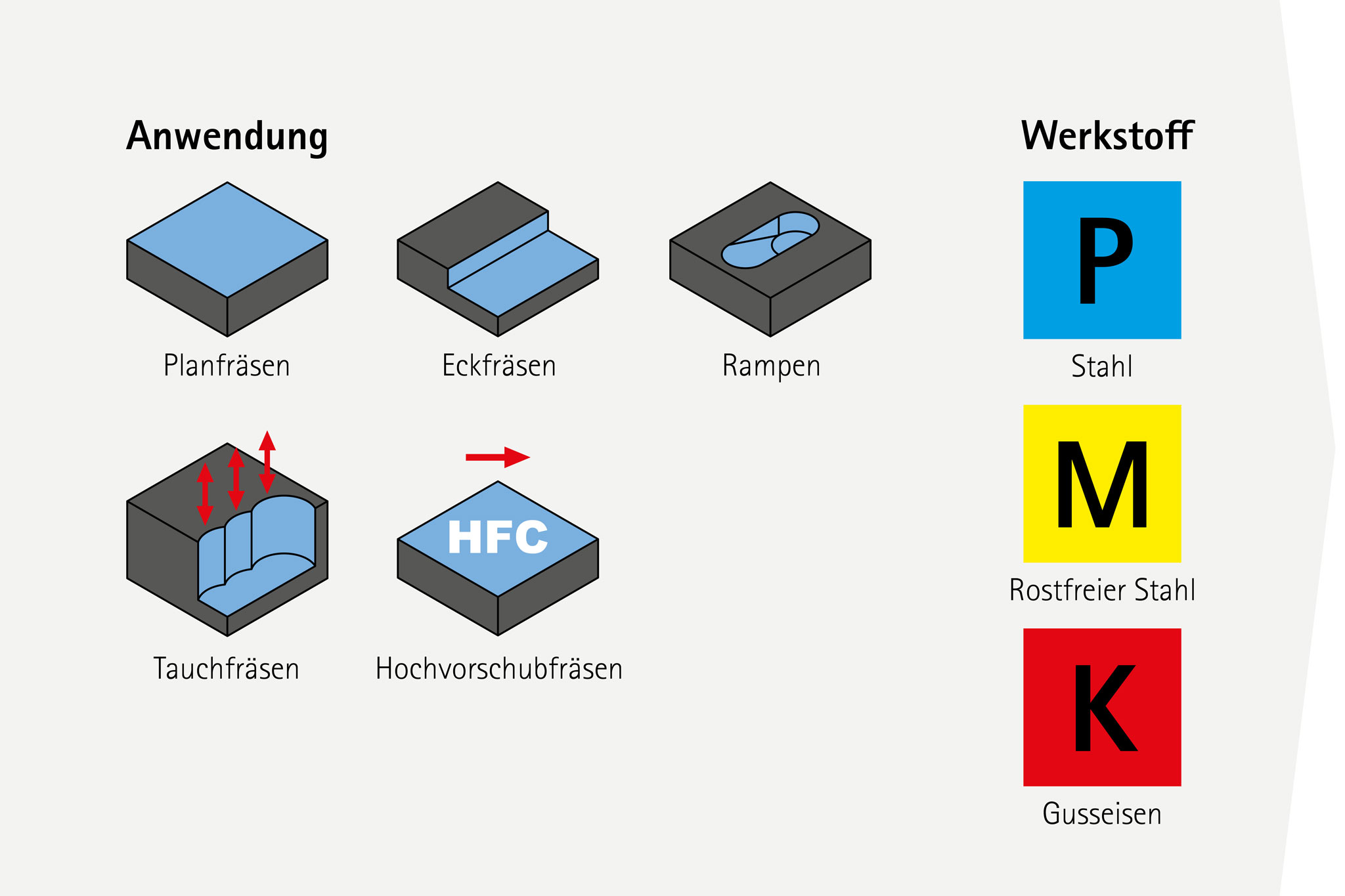
- Plan-, Eck-, Nut- und Walzenstirnfräser
- Zum Schruppen sowie zur mittleren Bearbeitung mit einem Werkzeug
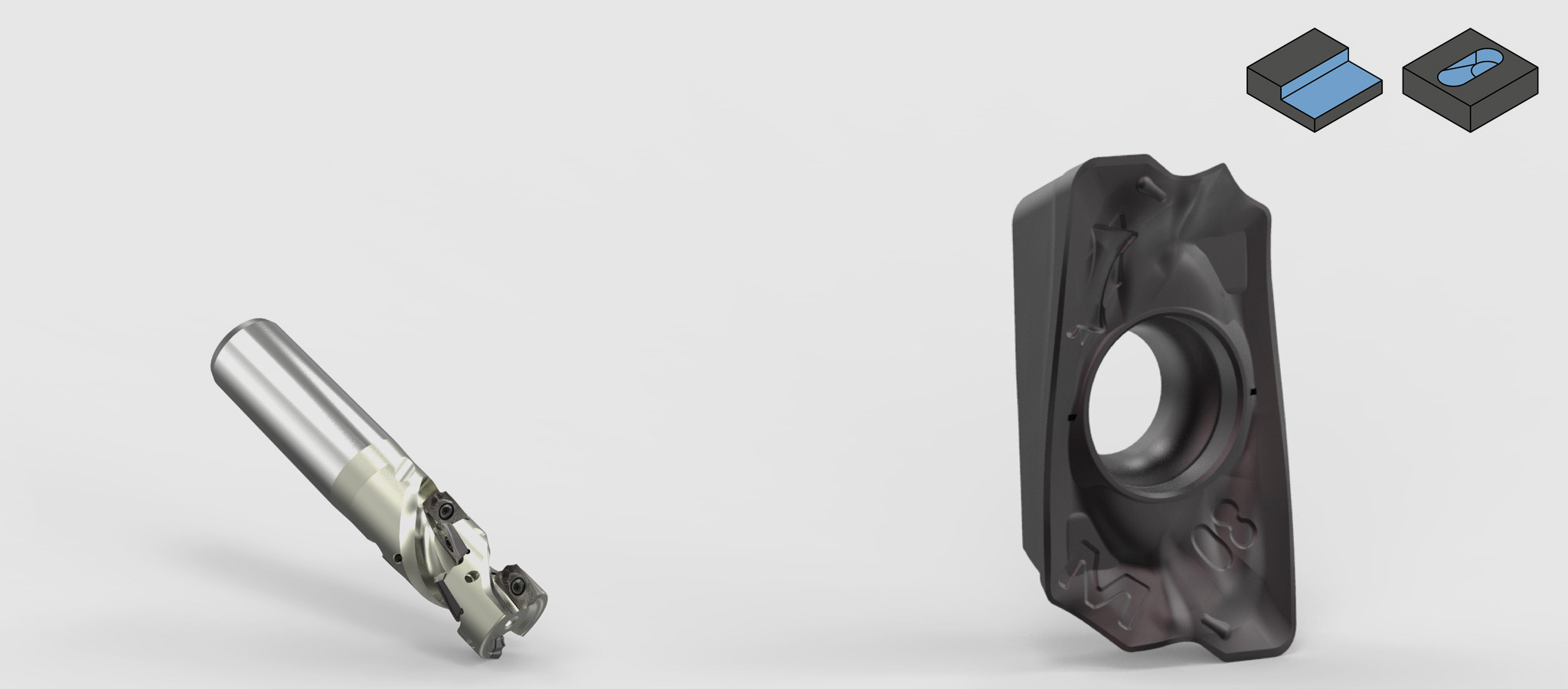
- Positive und negative Wendeschneidplatten mit verschiedenen PVD- und CVD-Schneidstoffen
VORTEILE
- Wendeschneidplatten für höchste Wirtschaftlichkeit auch bei schwierigen Bearbeitungsbedingungen
- Sehr hohe Oberflächengüte durch Wendeschneidplatten mit Wiperanteil
- Für alle Anwendungen in Gusseisen, Stahl, und rostfreiem Stahl, sowie hitzebeständigem Stahlguss (Turboladermaterialien)
- Hohes Zerspanvolumen
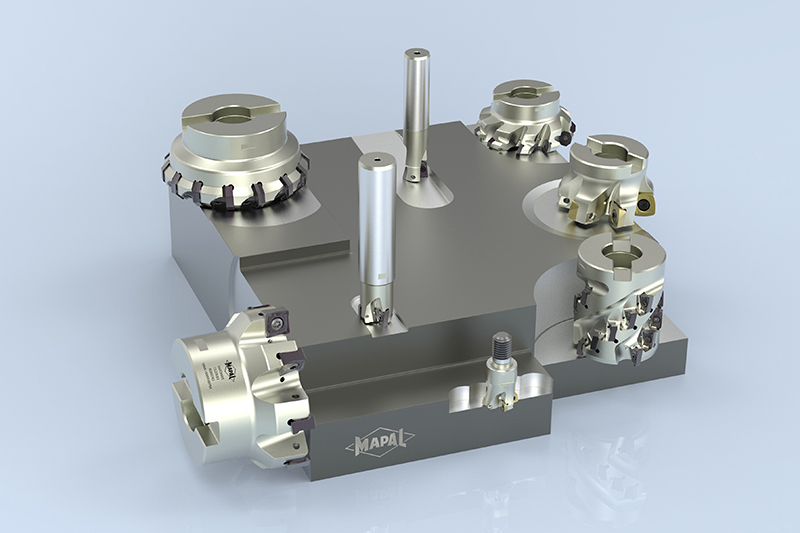
NeoMill® Standardprogramm
Für alle Fräser bietet MAPAL ein umfassendes Sortiment an Wendeschneidplatten – jeweils in einer positiven und einer negativen Ausführung. Hinzu kommen Schneiden mit Wiper-Anteil, die selbst ohne Einstellung gute Oberflächenqualitäten erreichen.
Die negativen Platten weisen keinen Freiwinkel auf und können deshalb auch an der Anlagefläche mit Schneidkanten versehen werden. Bei gleicher Grundform haben negative Platten daher im Vergleich mit ihren positiven Pendants die doppelte Anzahl an Schneidkanten. In Kombination mit der hohen Standzeit der Wendeschneidplatten macht das die negativen Wendeschneidplatten besonders wirtschaftlich.

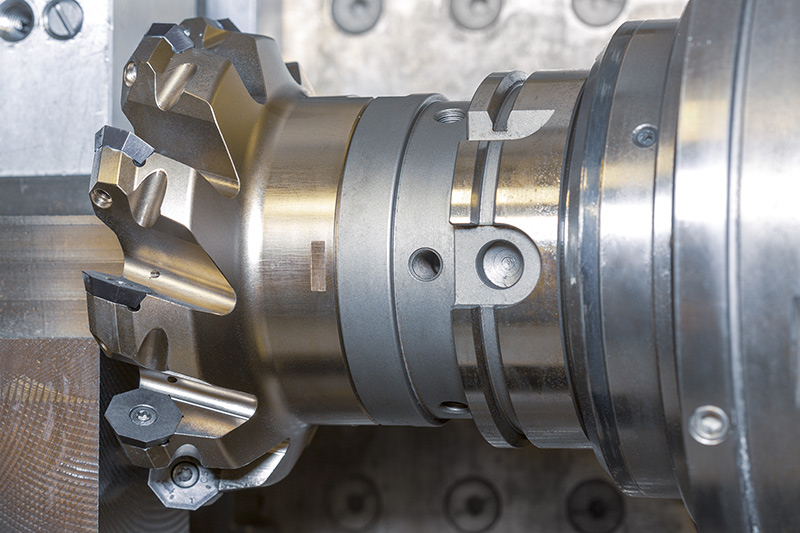
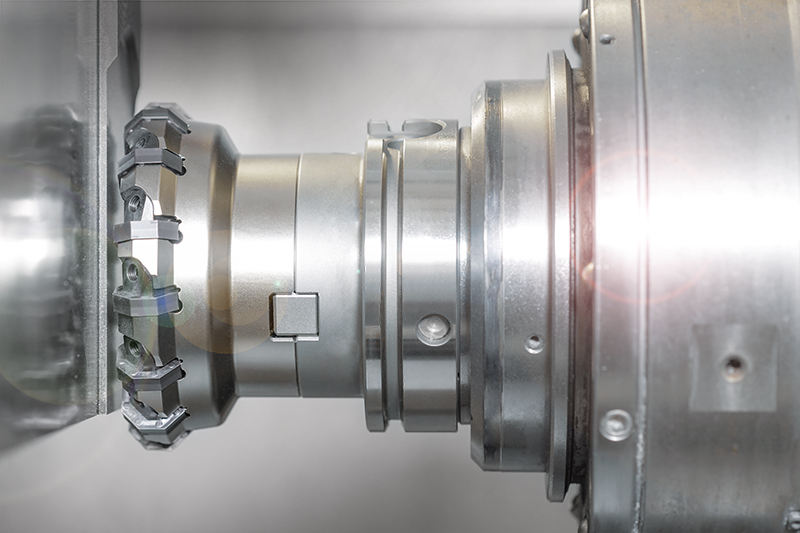
Anwendungsbeispiele

Downloadbereich:
Auswahlschritte zum NeoMill®-Fräser







Innovative und prozesssichere Zerspanungslösungen erfordern ein ganzheitliches Prozessverständnis
-
Fräsanwendung & Aufspannung
Bauteilanforderungen und Spannkonzept -
Bearbeitungs-
strategieWerkzeugauswahl und Auslegung der Frässtrategie -
Steigerung der Produktivität
Analyse und Optimierung der Schnittparameter und Taktzeit -
Standard-
programmAb Lager verfügbare Werkzeuge und Wendeschneidplatten
-
Prozess-
sicherheit & Wirtschaft-
lichkeitUnterstützung beim Einsatz im Prozess
-
Partnerschaftliche Zusammenarbeit
Enger Kontakt und Optimierungspotentiale verbessern



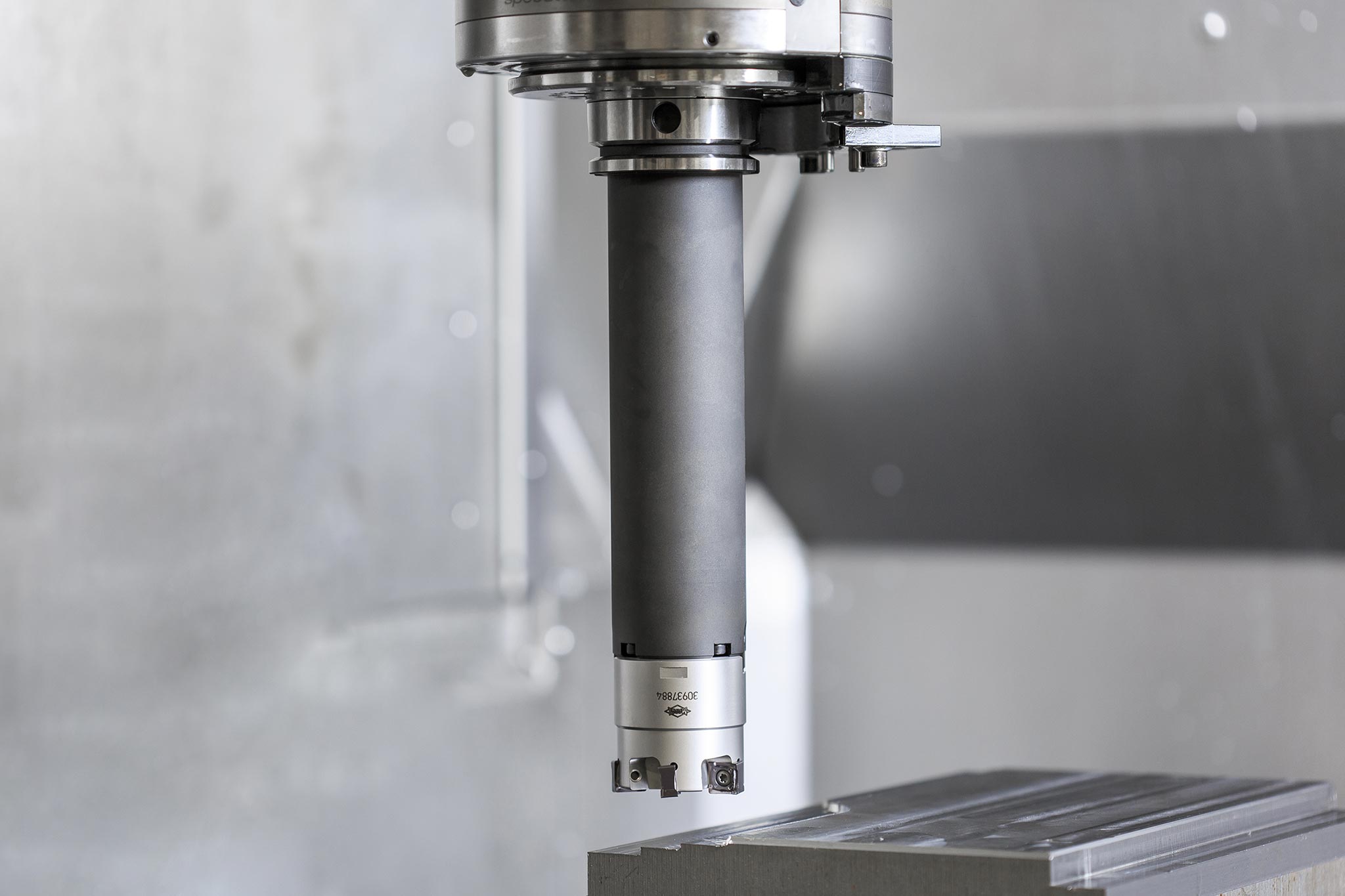
Vibrationen vermeiden durch Schwingungsdämpfungssysteme

Die perfekte Lösung für Ihre Fräsanwendung
Ihr direkter Kontakt

Ansprechpartner
Heiko Rup Product and Application Management heiko.rup@mapal.com Phone: +49 7361 585 3034