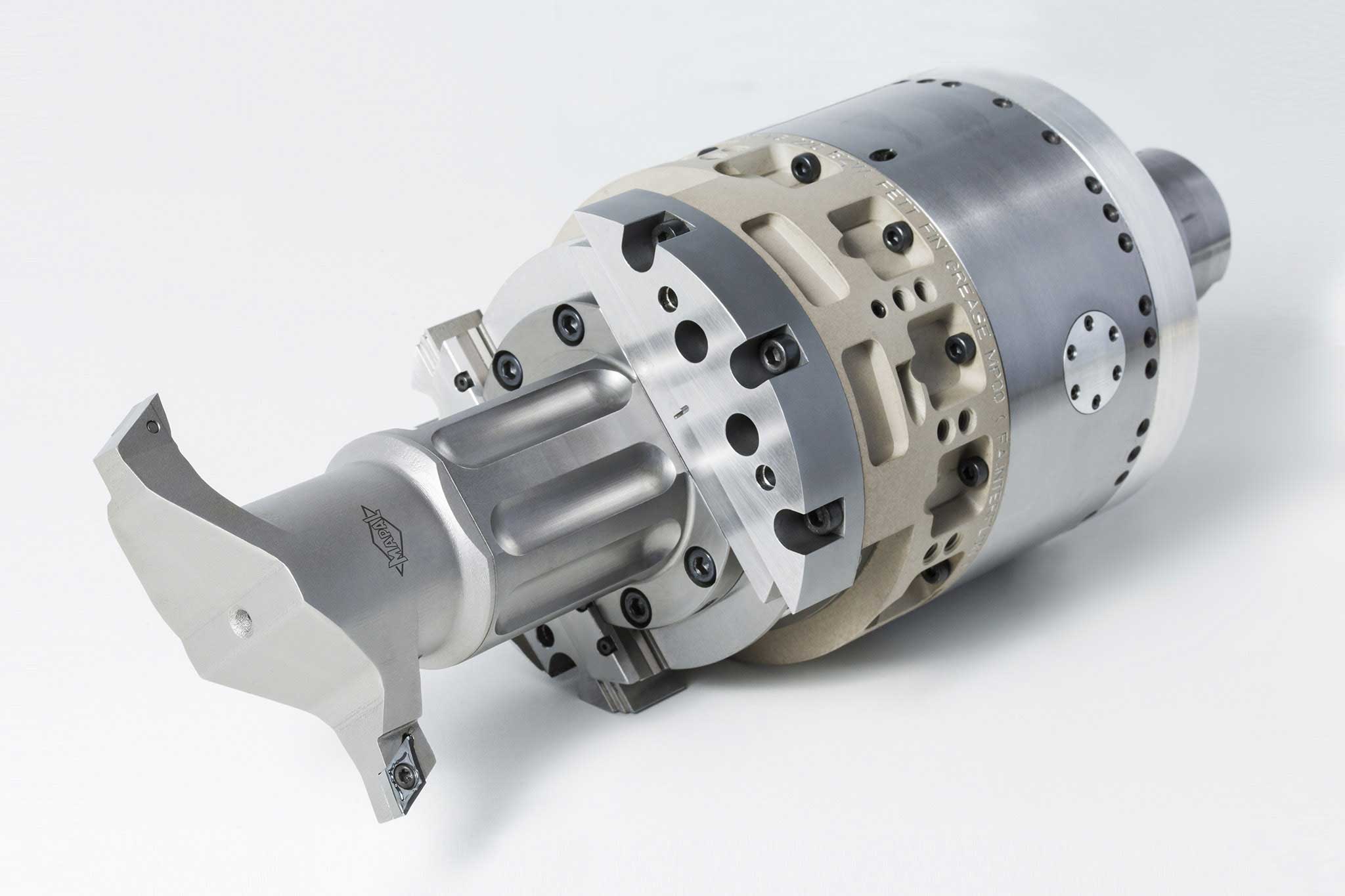
An- und Abtriebsarten
MAPAL setzt fünf verschiedene Antriebsarten ein, um Aussteuerwerkzeuge und die Werkzeugmaschine zu koppeln. Dabei ist neben dem Maschinentyp (Bearbeitungszentrum oder Sondermaschine) ausschlaggebend, ob die eingesetzte Maschinen über eine Aussteuerfunktion verfügt oder nicht.
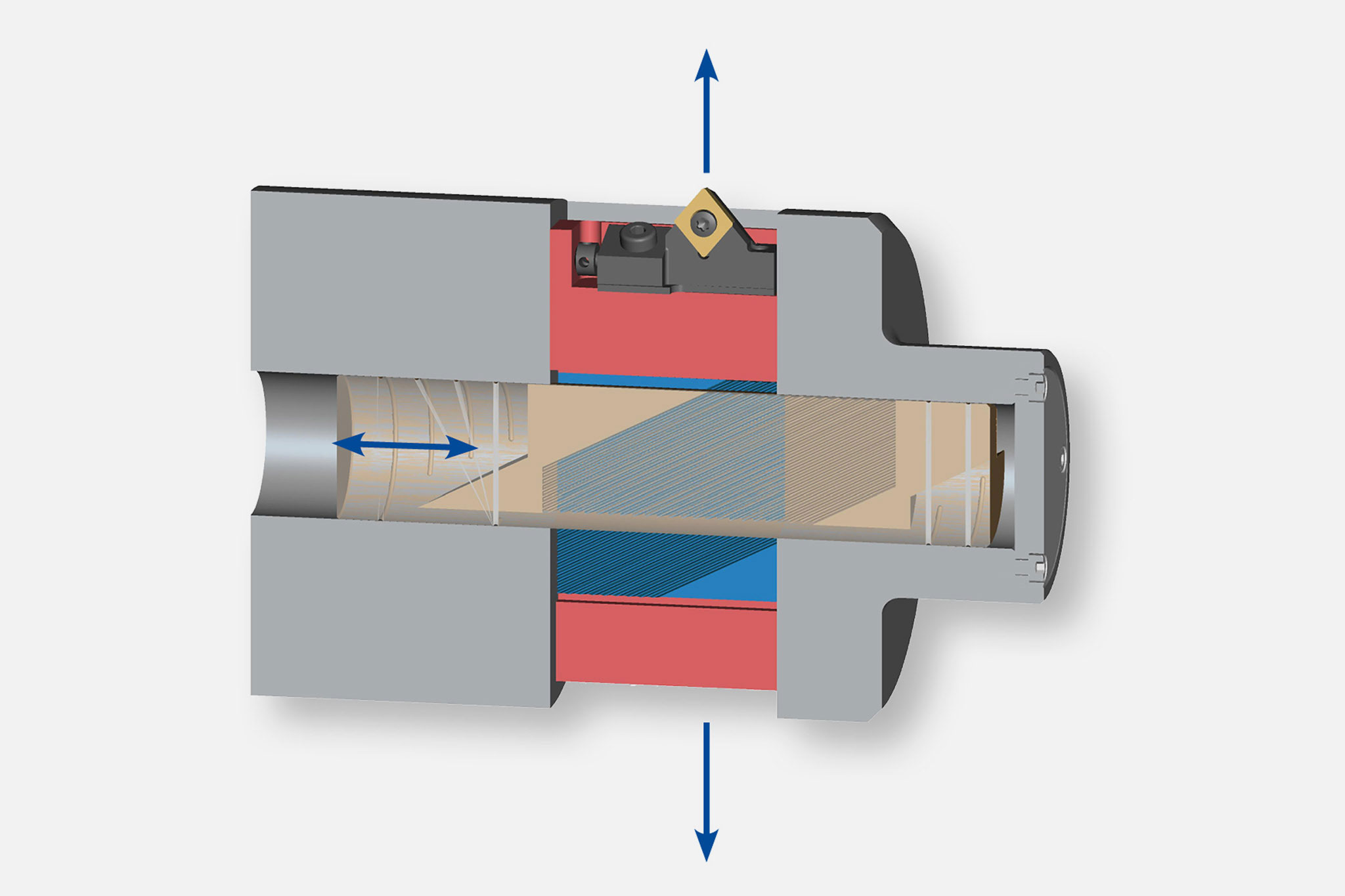
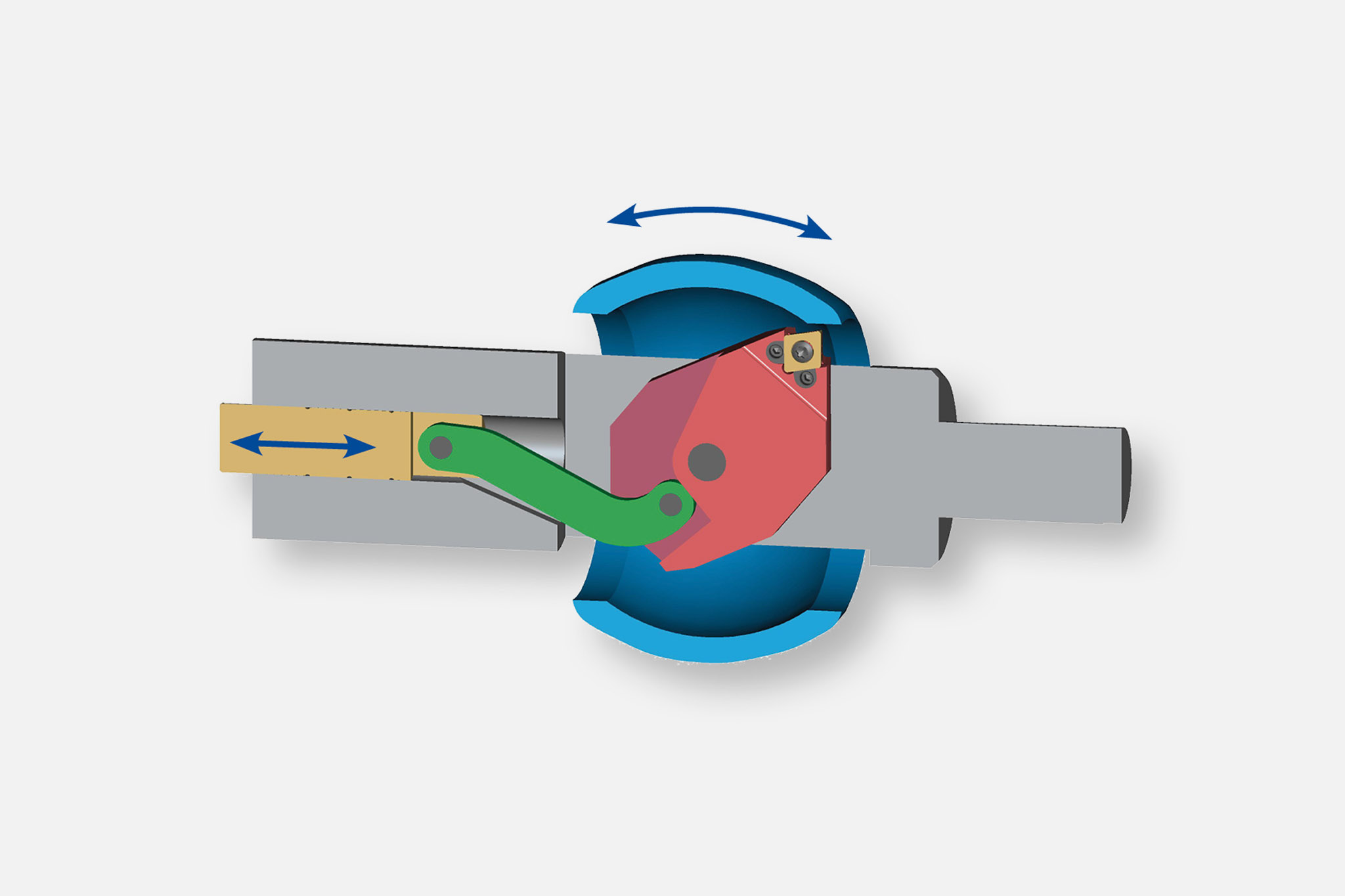
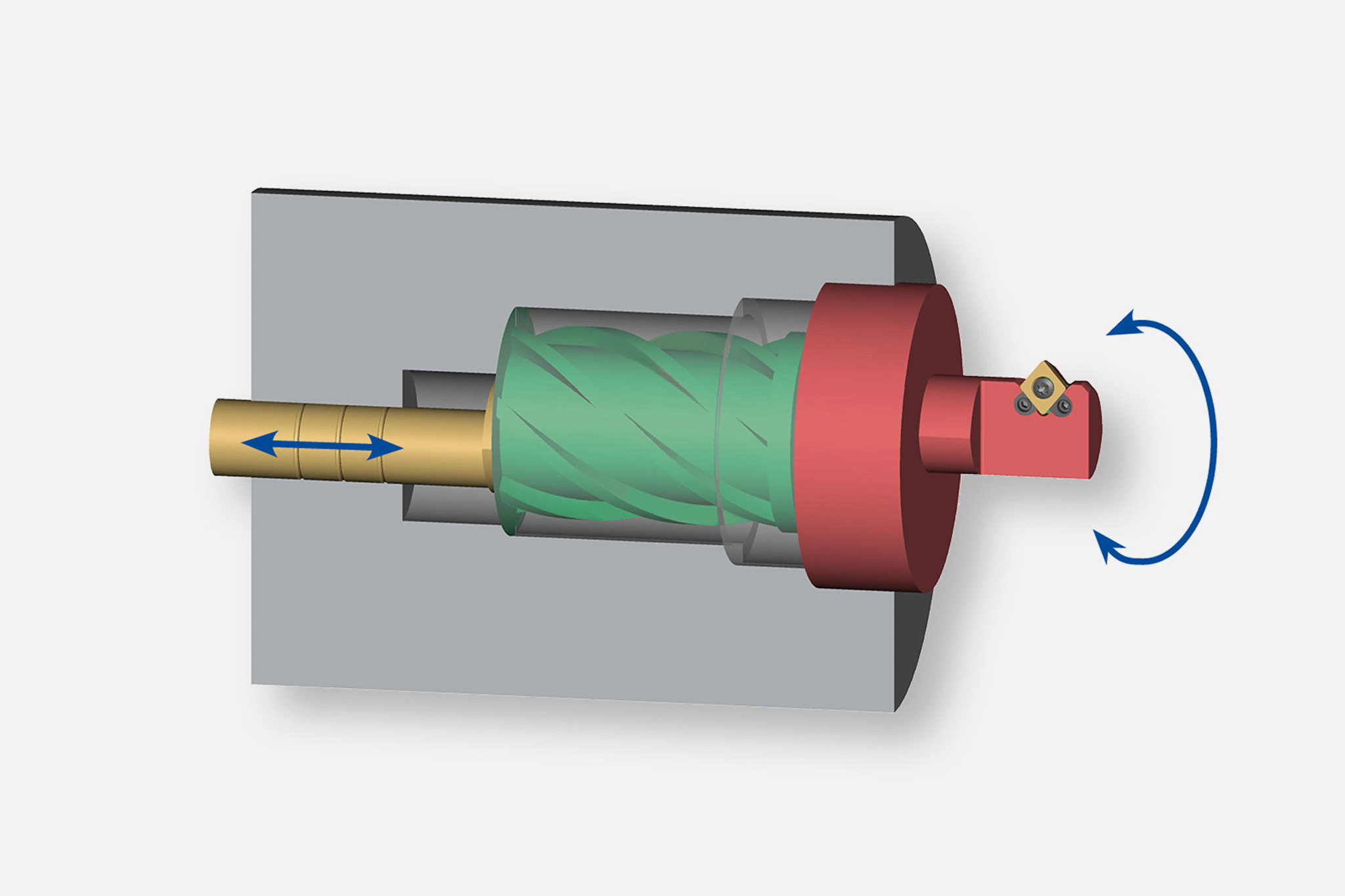
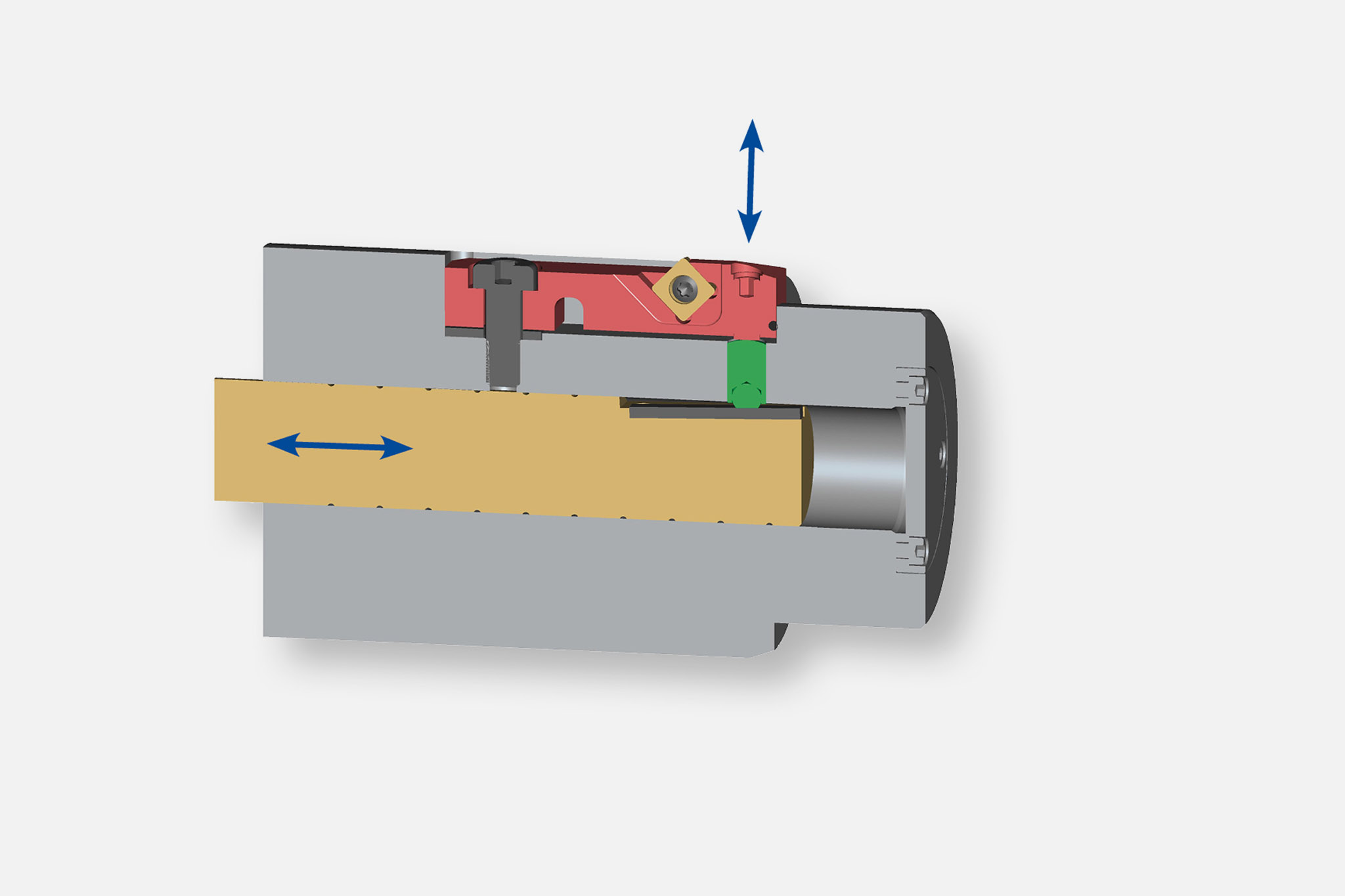
Sechs Abtriebsarten sind in die Bereiche Bewegen und Steuern sowie Kompensieren und Abheben eingeteilt.
Aus diesen An- und Abtriebsarten ergeben sich vielfältige Kombinationsmöglichkeiten. Die Auswahl der geeignetsten Kombination erfolgt in enger Abstimmung der MAPAL Produktspezialisten mit dem Kunden.
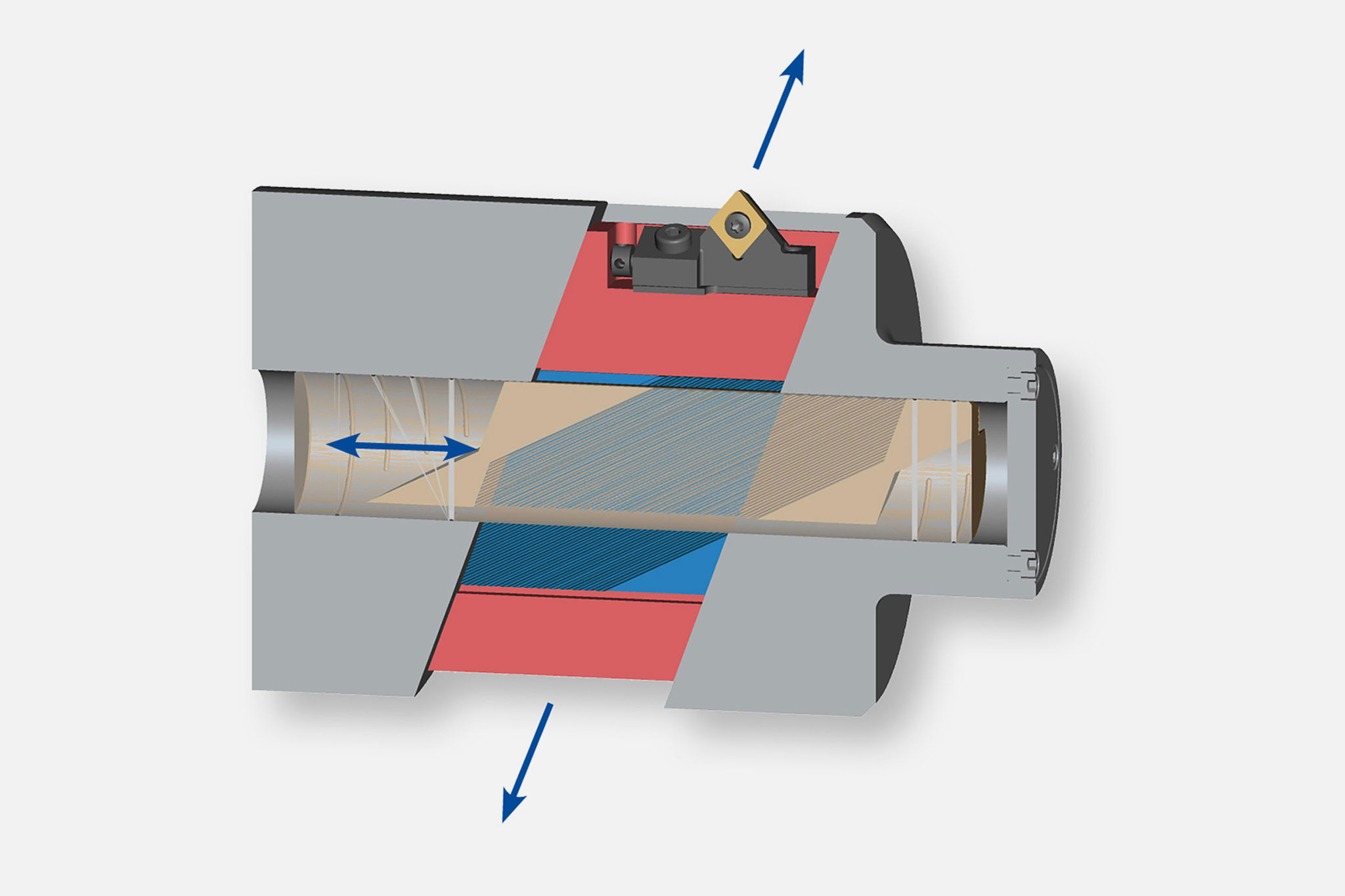
Sechs Abtriebsarten sind in die Bereiche Bewegen und Steuern sowie Kompensieren und Abheben eingeteilt.
Aus diesen An- und Abtriebsarten ergeben sich vielfältige Kombinationsmöglichkeiten. Die Auswahl der geeignetsten Kombination erfolgt in enger Abstimmung der MAPAL Produktspezialisten mit dem Kunden.