Elektrifizierte Antriebe
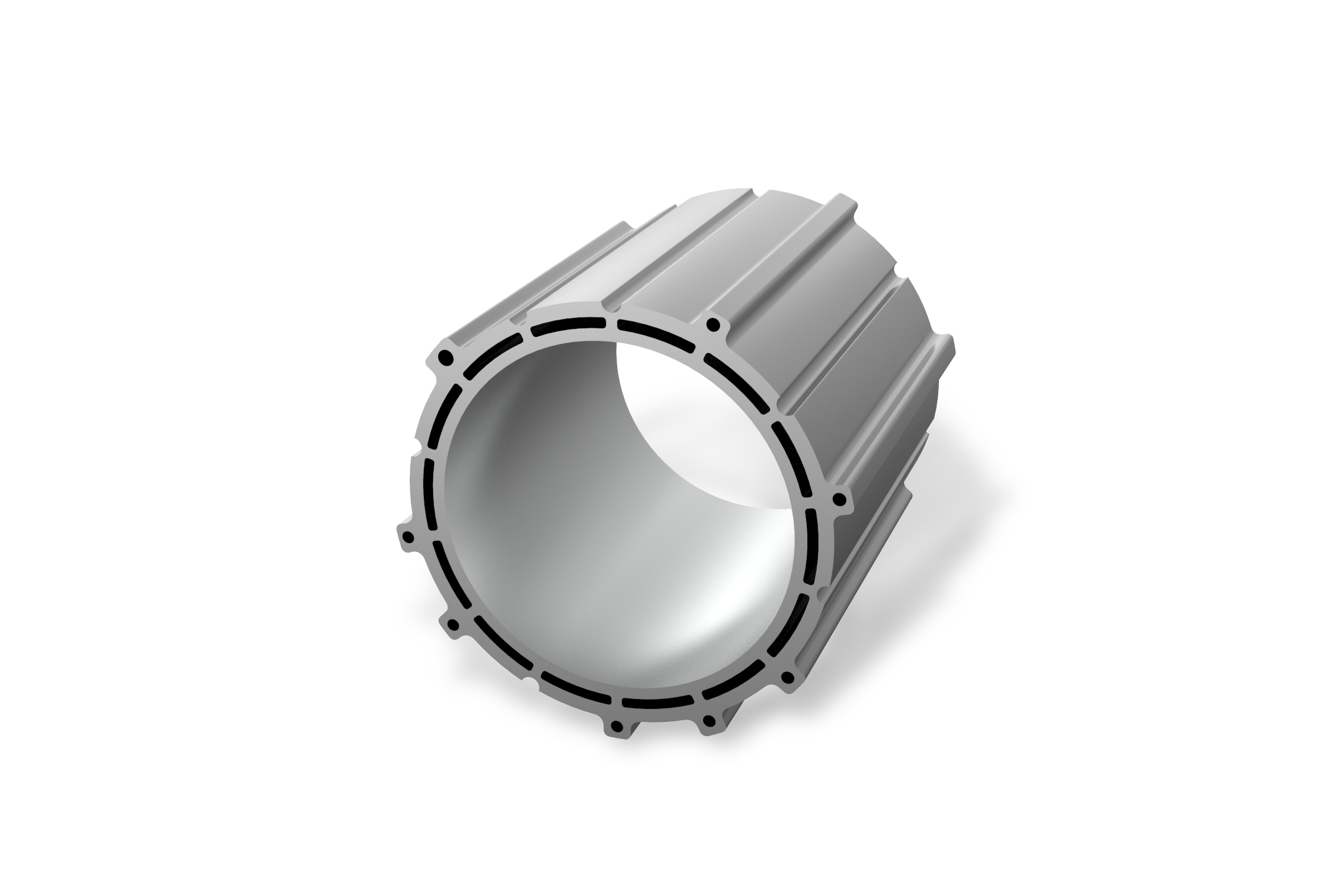
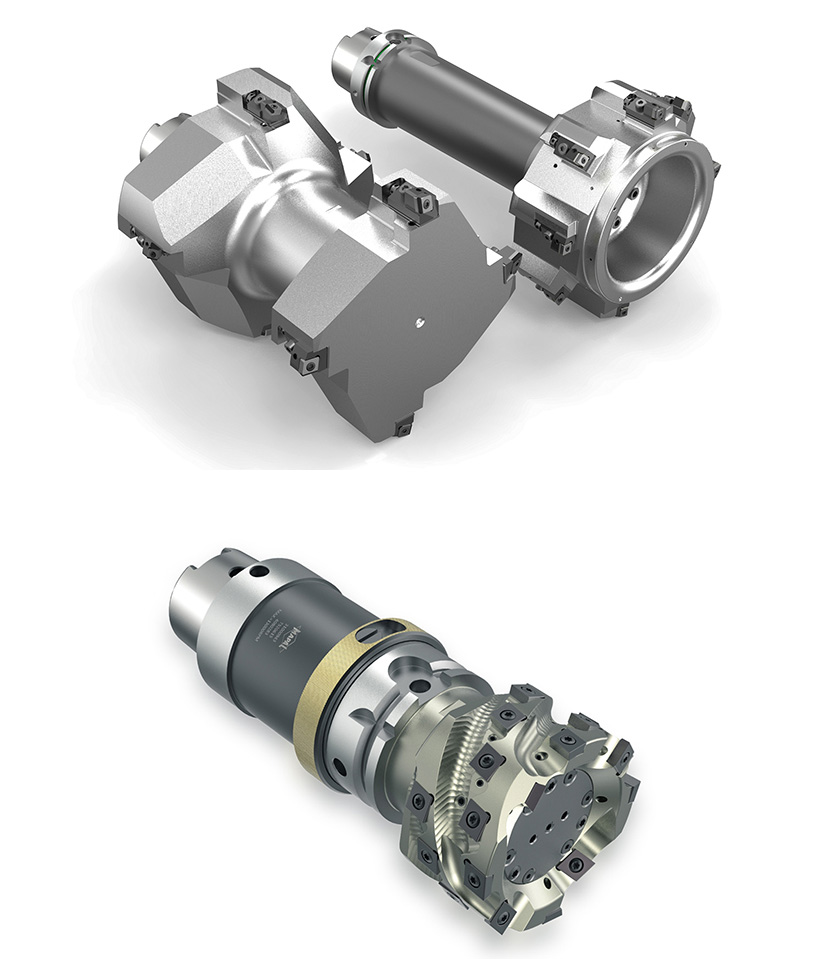
Automobilhersteller und Zulieferer stehen bei den Komponenten für Elektromotoren vor neuen Herausforderungen. Wie groß diese sind, zeigt das Beispiel des Gehäuses eines Elektromotors: Im Vergleich zu einem Getriebegehäuse muss dieses innerhalb deutlich engerer Toleranzen gefertigt werden, da die Genauigkeit entscheidenden Einfluss auf den Wirkungsgrad des Elektromotors nimmt.
Zudem ist das E-Motorgehäuse durch den speziellen Aufbau, wie zum Beispiel integrierte Kühlkanäle, meist deutlich dünnwandiger als ein Getriebegehäuse. In einigen dieser Gehäuse sind darüber hinaus Lagerbuchsen aus Stahlwerkstoffen eingepresst. Spezielle Protektionsschilder im Werkzeug sorgen dafür, dass bei der Bearbeitung Stahlspäne nicht in Berührung mit den Aluminumoberflächen kommen und diese beschädigen.
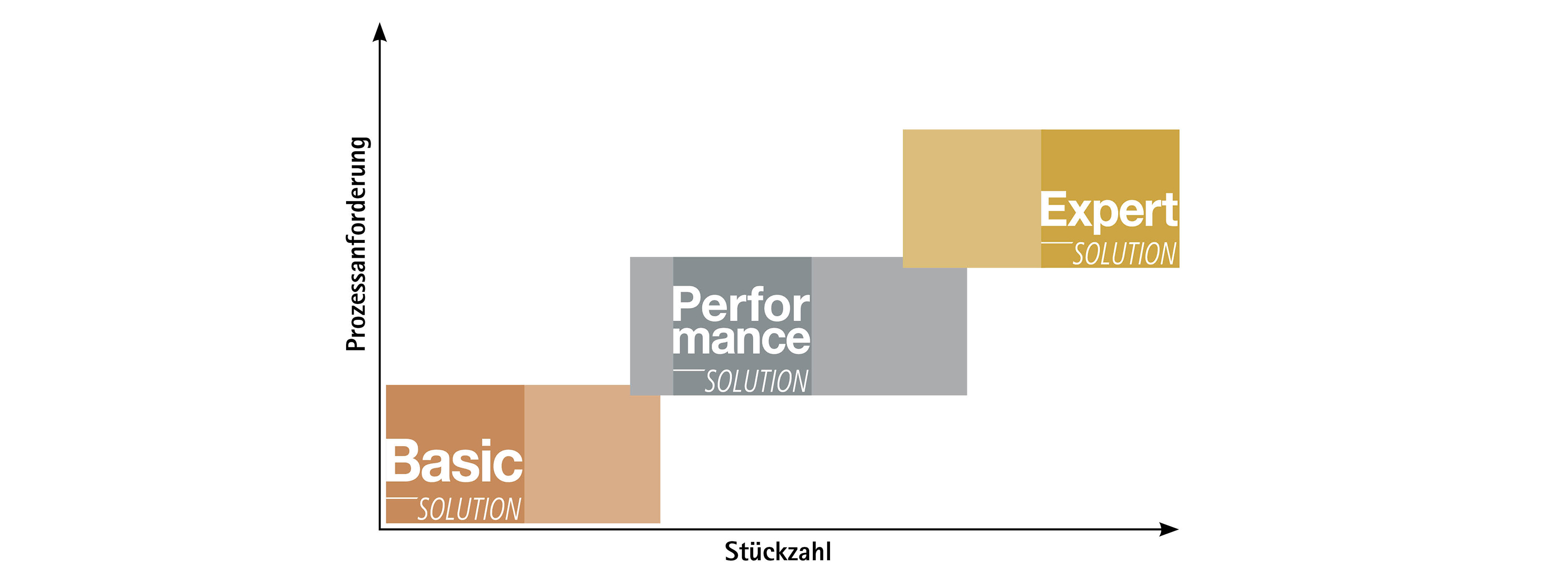
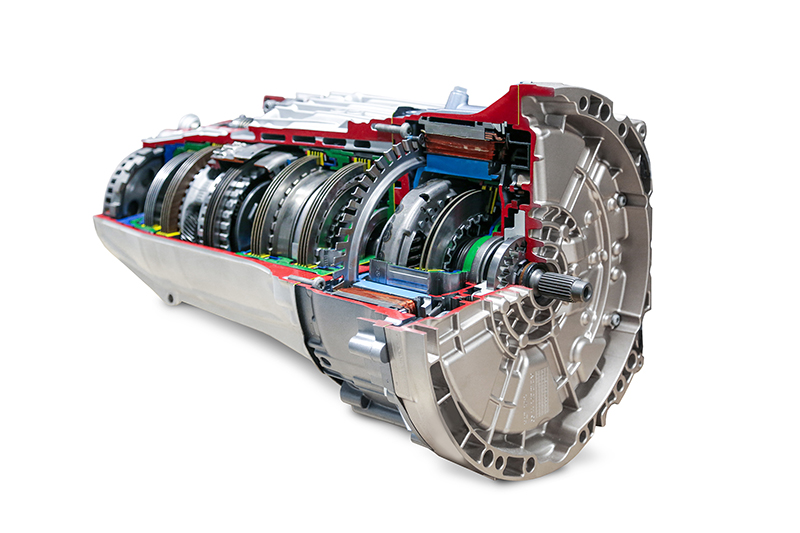
Zerspanungsanforderungen & Merkmale verschiedener Gehäusearten


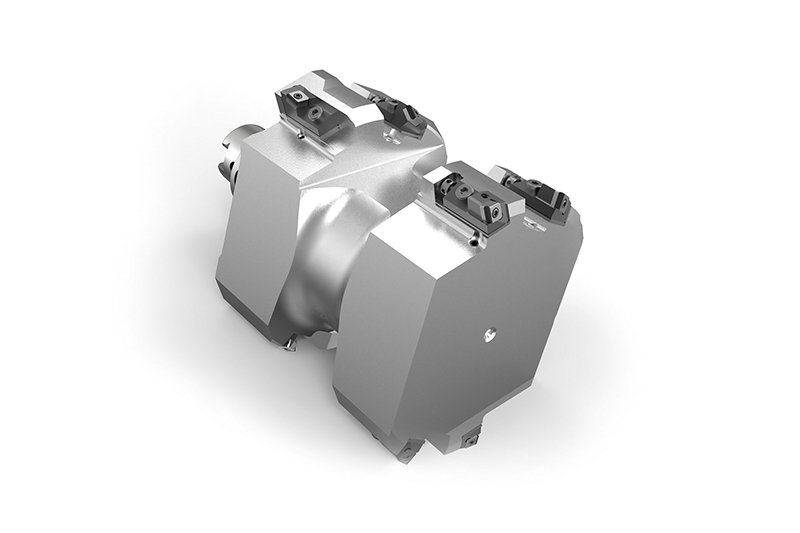
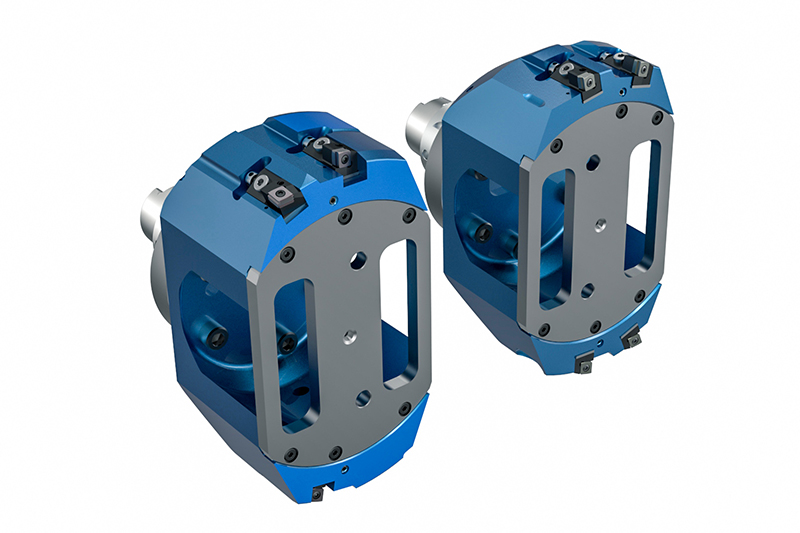
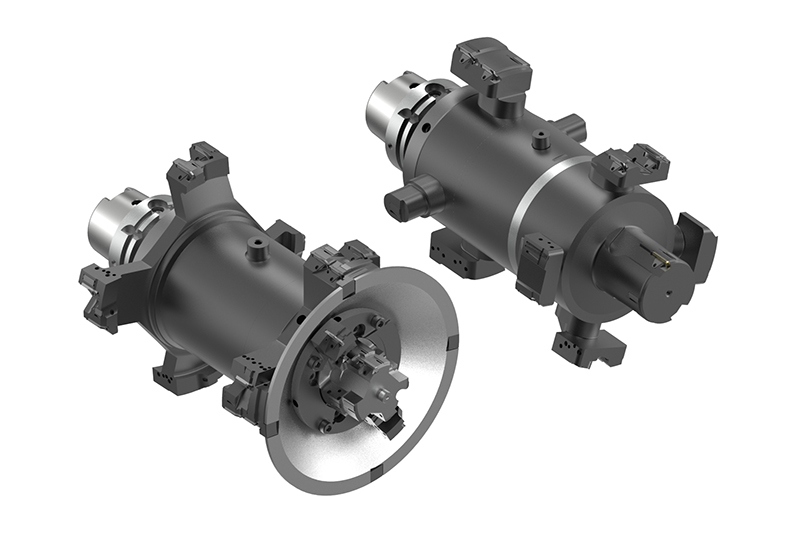
Grundlegende Vorgehensweise bei der Bearbeitung von Statorgehäusen
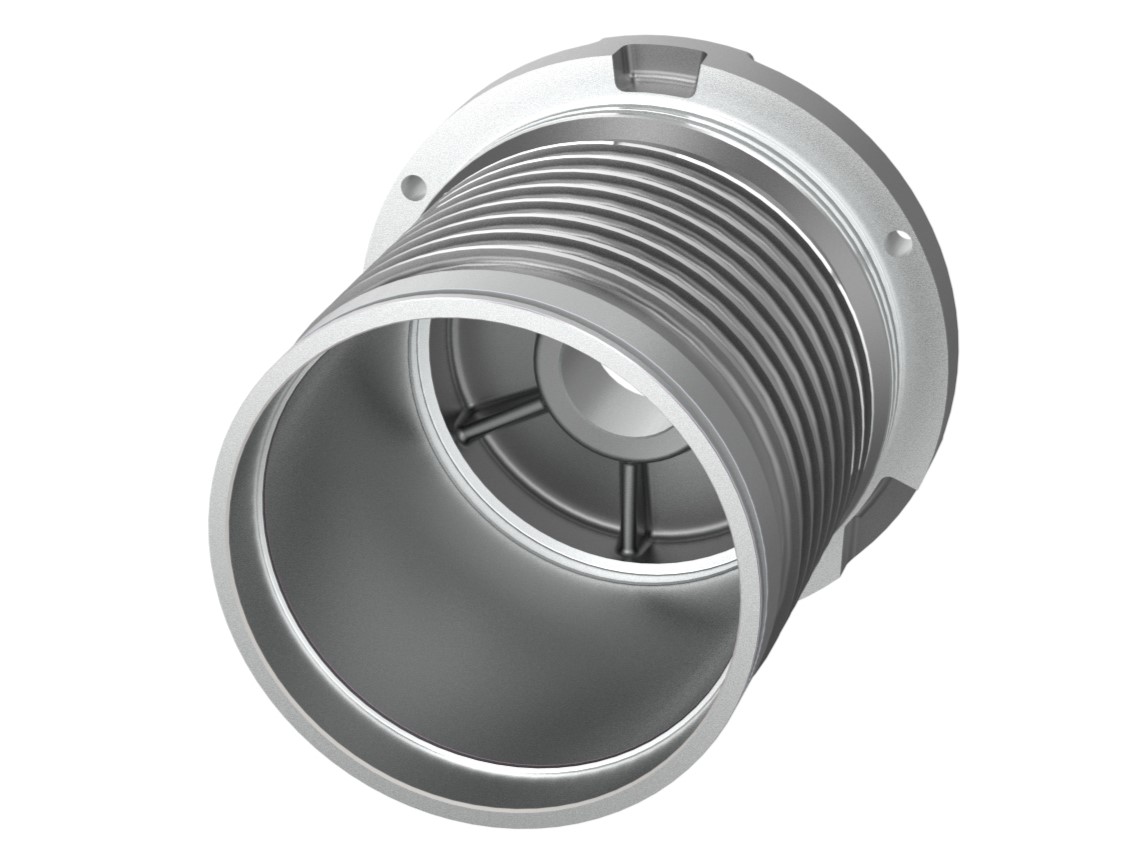
Der Bearbeitungsprozess sowie die Werkzeuge werden je nach Aufmasssituation, dem Maschinenpark und der Aufspannung individuell ausgelegt. So werden die auf das Bauteil wirkenden Schnittkräfte möglichst geringgehalten. Die Bearbeitung der Statorbohrung ist dabei in drei Schritte unterteilt: Vorbearbeitung, Semi-Finishbearbeitung und Fertigbearbeitung.
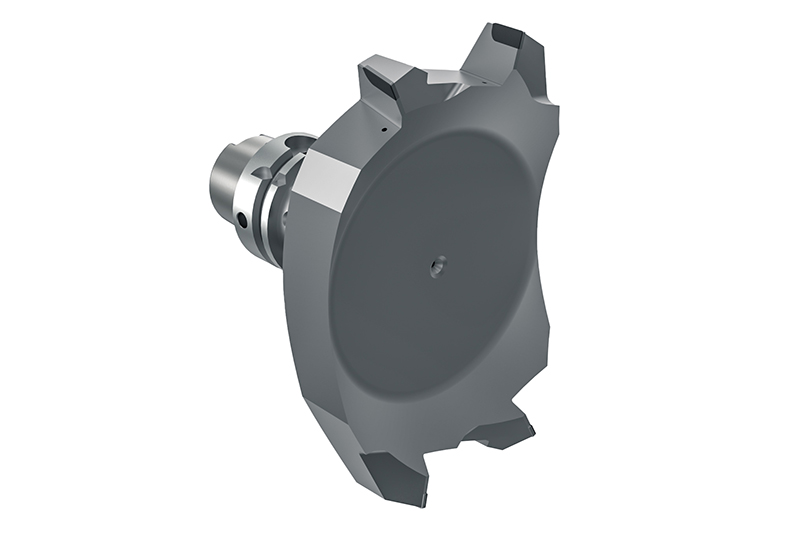
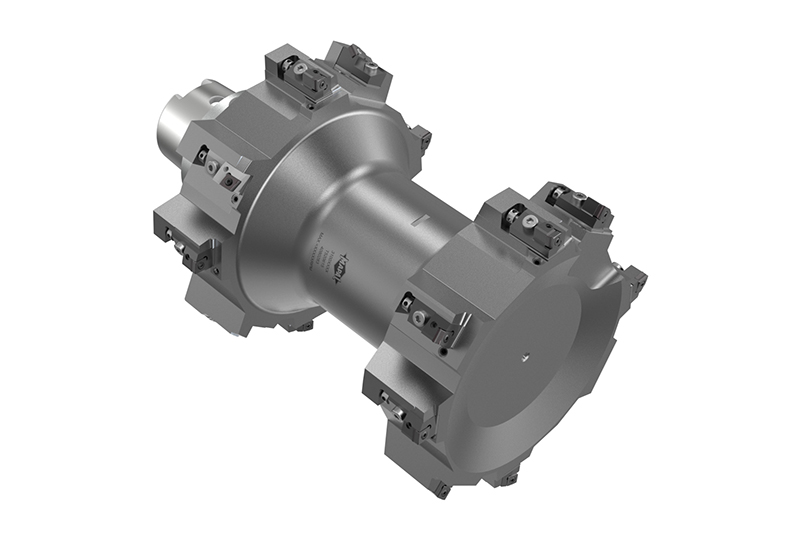
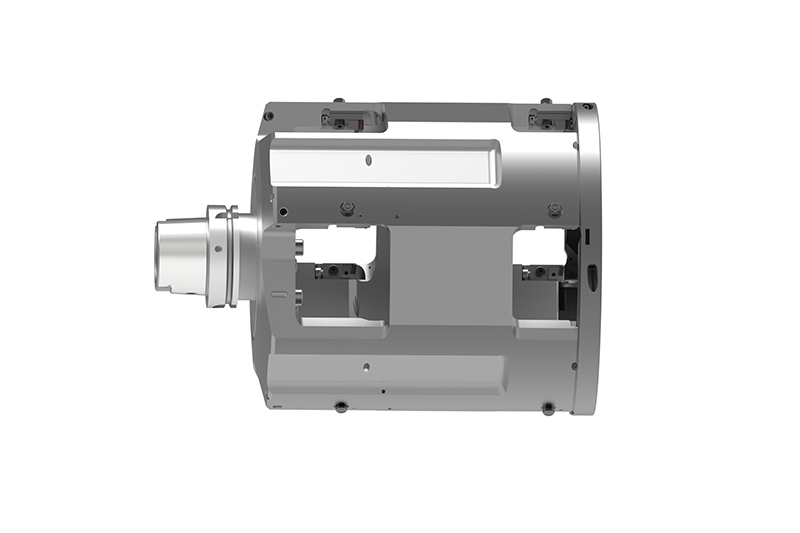
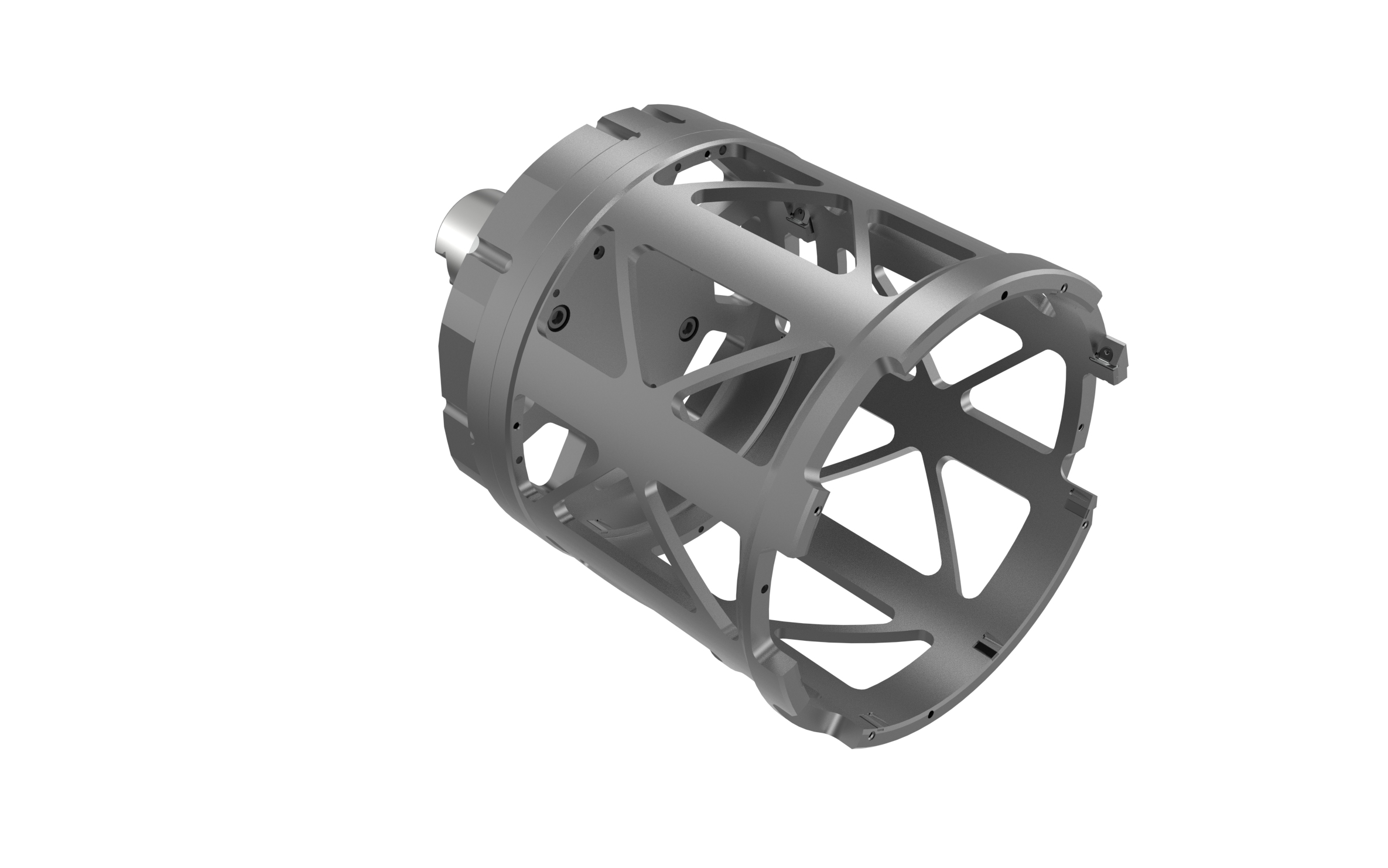
Außenbearbeitung von Statorgehäusen



Zerspanungslösungen für...