Os materiais de alta resistência e simultaneamente leves são especialmente importantes no setor aeroespacial. Graças às inovadoras combinações de materiais, o peso pode ser reduzido ainda mais, a resistência geral e à corrosão podem ser aumentadas, e é possível simplificar a montagem com um design integrativo. Enquanto componentes estruturais de alumínio, titânio ou aços de alta resistência são processados em centros de usinagem ou máquinas tipo gantry, a usinagem na montagem final é realizada por máquinas conduzidas manualmente, por unidades de avanço de perfuração ou robôs.
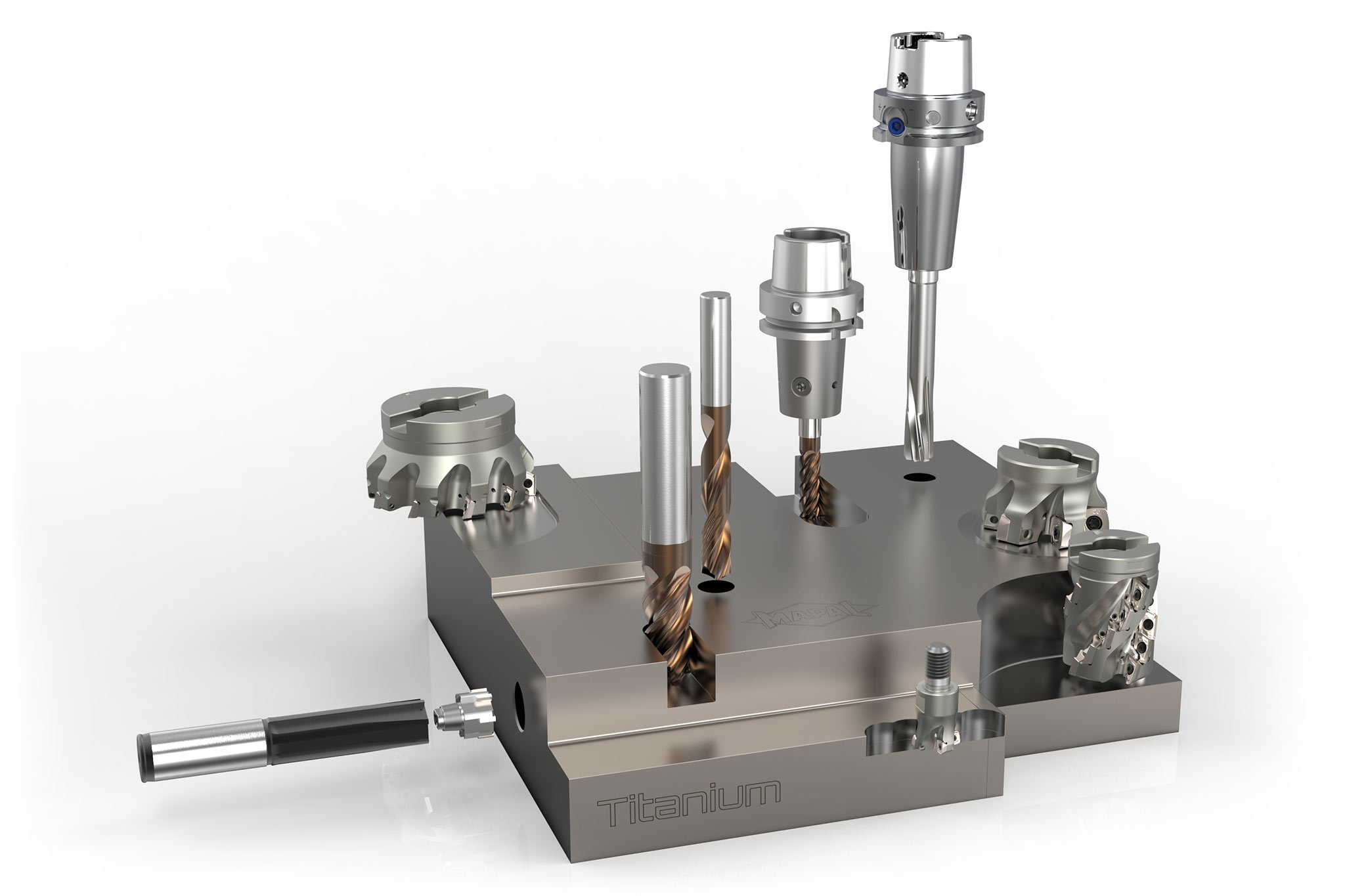
Gamme d'outils pour l'usinage du titane
Fraisage avec arêtes de coupe fixes
OptiMill-Titan-HPC
Fraises à dresser
Fraises à dresser à quatre arêtes de coupe pour l'ébauche et la finition du titane
Préparation spéciale des arêtes de coupe pour des surfaces optimales
Stabilité optimale de l'outil grâce au diamètre maximal de l'âme et à l'accroissement progressif de l'âme jusqu'à la queue
Différents rayons d'angle disponibles
Plage de ø : 6,00 - 25,00 mm
OptiMill-Tro-Titan
Fraises trochoïdales
Fraise trochoïdale à cinq arêtes de coupe
Volume d'enlèvement de copeaux maximal et finition de surface élevée
Division angulaire inégale optimisée
Partie active finement équilibrée afin de ménager la broche de la machine et prolonger la durée de vie des outils
Profondeurs de coupe jusqu'à 3xD
Plage de ø : 6,00 - 25,00 mm
Fraisage avec arêtes de coupe interchangeables
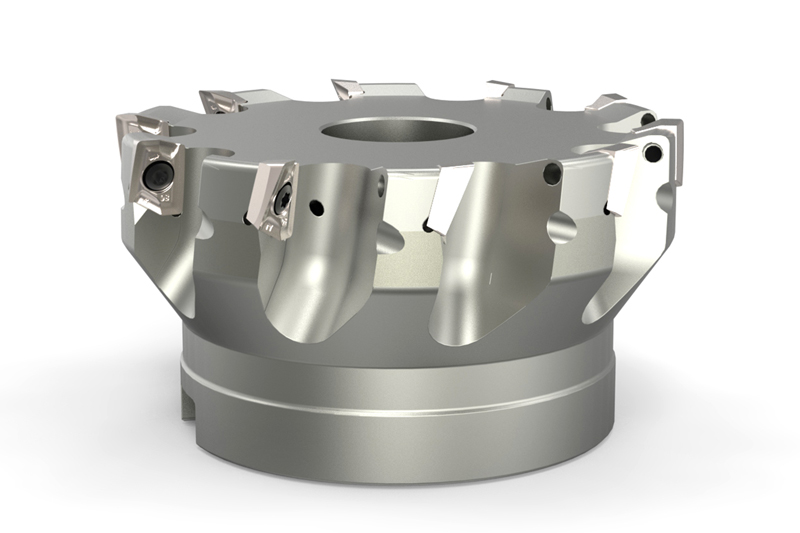
NeoMill-Titan-2-Corner
Fraises à dresser
Fraises à dresser avec plaquettes amovibles radiales à deux arêtes de coupe
Forme basique positive pour des composants sensibles aux vibrations
Profondeurs de coupe jusqu'à 10 mm
Plage de ø : 40,00 - 100,00 mm
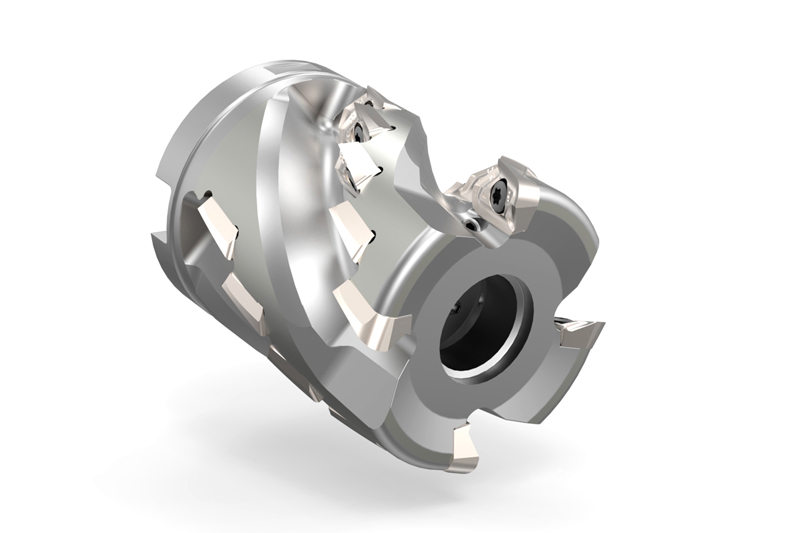
NeoMill-Titan-2-Shell
Fraises en bout
Fraises en bout avec plaquettes amovibles radiales à deux arêtes de coupe
Parfaites pour le fraisage d'épaulements profond et le détourage avec grandes profondeurs de coupe jusqu'à 57 mm
Plage de ø : 32,00 - 80,00 mm
NeoMill-2/4-HiFeed90
Fraises à dresser/grande avance
Système d'outil universel pour une productivité maximale
Plage de ø : 16,00 - 200,00 mm
Perçage en pleine matière
MEGA-Speed-Drill-Titan
Foret en carbure monobloc
Foret grande vitesse à deux arêtes de coupe
Quatre listels pour une précision de surface et une cylindricité exactes (classe de tolérance IT9, IT8 réalisable)
Arête de coupe convexe avec chanfrein de bec pour une stabilité maximale
Nouveau profil rainuré pour la protection des listels
Résistance maximale à la chaleur et à l'usure
Plage de ø : 3,00 - 20,00 mm
Alésage et alésage de précision
FixReam-FXR
Alésoir haute performance à queue cylindrique
Alésoir haute performance en carbure monobloc
Goujure droite pour l'alésage débouchant et l'alésage borgne
Goujure oblique à gauche pour l'alésage débouchant
Idéal pour réaliser des temps de cycle courts
Différents matériaux de coupe et revêtements disponibles
Plage de ø : 2,80 - 20,20 mm
Alésoir à tête amovible HPR
Alésoir à tête amovible avec interface HFS
Système à tête amovible haute précision en version fixe avec arêtes de coupe brasées
Très grande précision de concentricité et d'interchangeabilité < 3 μm
Rentabilité maximale assurée par un système modulaire
Convient pour la micropulvérisation (MMS)
Plage de ø : 7,00 - 65,00 mm
Alésage
Alésage en titane
Outils d'alésage avec technologie tangentielle
Outils spéciaux conçus pour des composants spécifiques afin d'obtenir une productivité maximale, des processus économiques et des concepts d'usinage stables
Plaquettes amovibles tangentielles CTHQ et FTHQ
Meilleurs résultats d'usinage pour le rapport longueur/diamètre >3,5xD grâce à l'affûtage en arc
En raison des exigences élevées dans l'aéronautique et l'aérospatiale concernant la solidité et la résistance à la corrosion par rapport aux contraintes de poids spécifiques, le titane et les alliages de titane sont des matériaux de choix prédestinés. En conséquence, les domaines d'application sont très variés et s'étendent des petits composants structurels usinés par procédé mécanique aux éléments porteurs du fuselage ou des aubes dans les propulseurs.
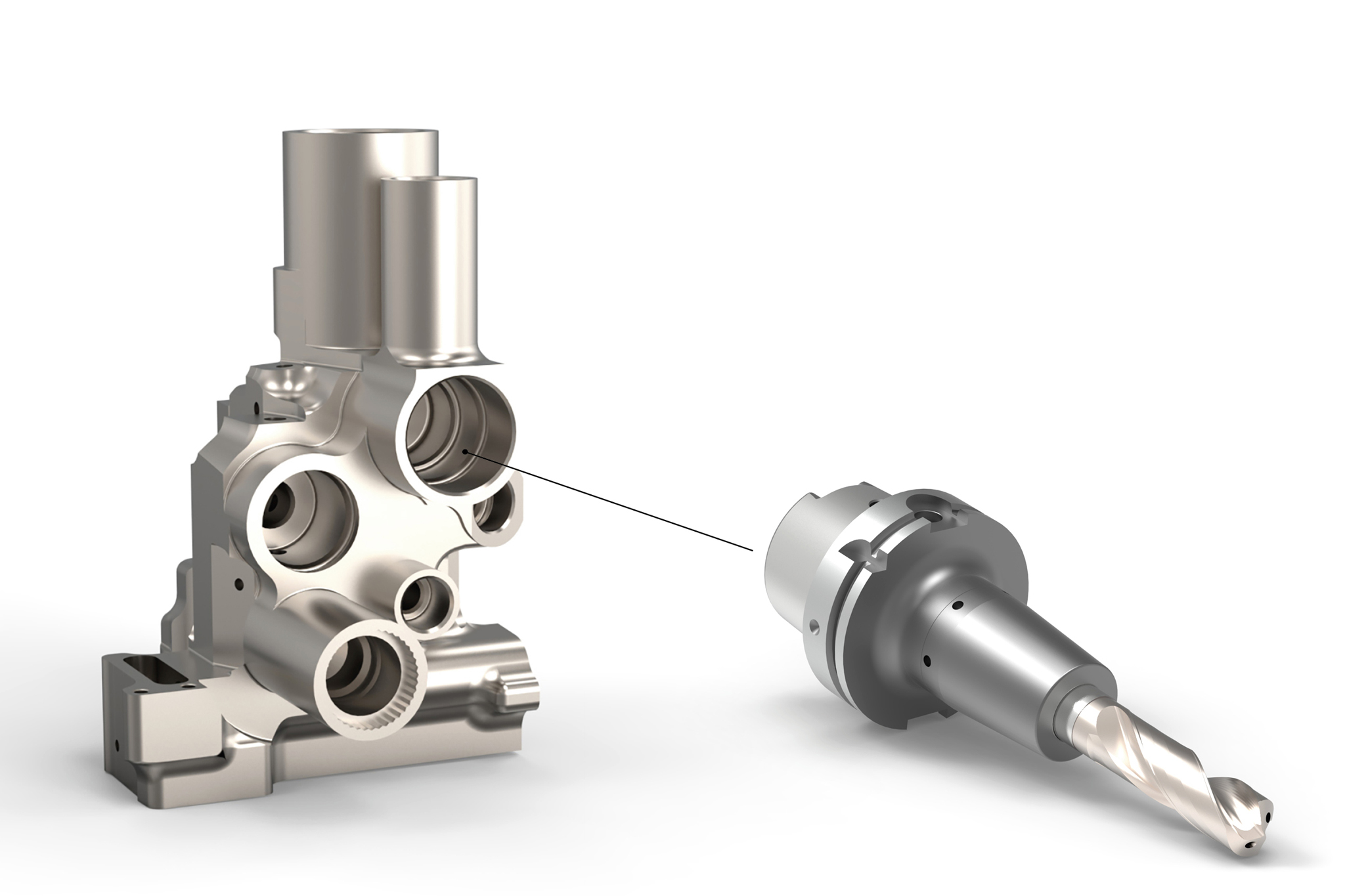
Exemple d'usinage d'un joint de torsion
1 / 5
Outil d'alésage de précision
Réglage très précis de l'arête de coupe
Coaxialité parfaite des perçages
Très bonne rugosité de surface
Géométrie d'alésage parfaite
Usinage très stable grâce aux patins de guidage
Haute précision de répétabilité et réglage facile des outils
2 / 5
NeoMill-Titan-2-Shell
Taux d'usinage maximal
Évacuation optimale des copeaux
Fonctionnement silencieux
Concept de refroidissement variable
Arêtes de coupe utilisables avec différents rayons d'angle
Différents matériaux de coupe disponibles
3 / 5
MEGA-Speed-Drill-Titan
Angle de pointe 140°
Prévention des adhérences grâce à un revêtement extrêmement lisse
4 listels (meilleures valeurs de circularité)
Arête de coupe convexe
Alimentation interne en réfrigérant
Nouvelle conception de la goujure (évacuation optimale des copeaux)
Flux de liquide de refroidissement efficace (pour éviter la friction et la chaleur au niveau de l'arête de coupe)
4 / 5
OptiMill-Titan-HPC
Préparation spéciale des bords (arête de coupe stable)
Différente pente de spirale (coupe stable, fonctionnement silencieux)
Âme progressive (plus de stabilité)
5 / 5
FixReam
Version en carbure monobloc ou brasée
Qualité de perçage : H7
Revêtement DLC pour des performances optimales
Diamètre configurable (Speedline)
Version pour alésages traversants ou borgnes
Convient pour la micropulvérisation (MMS)
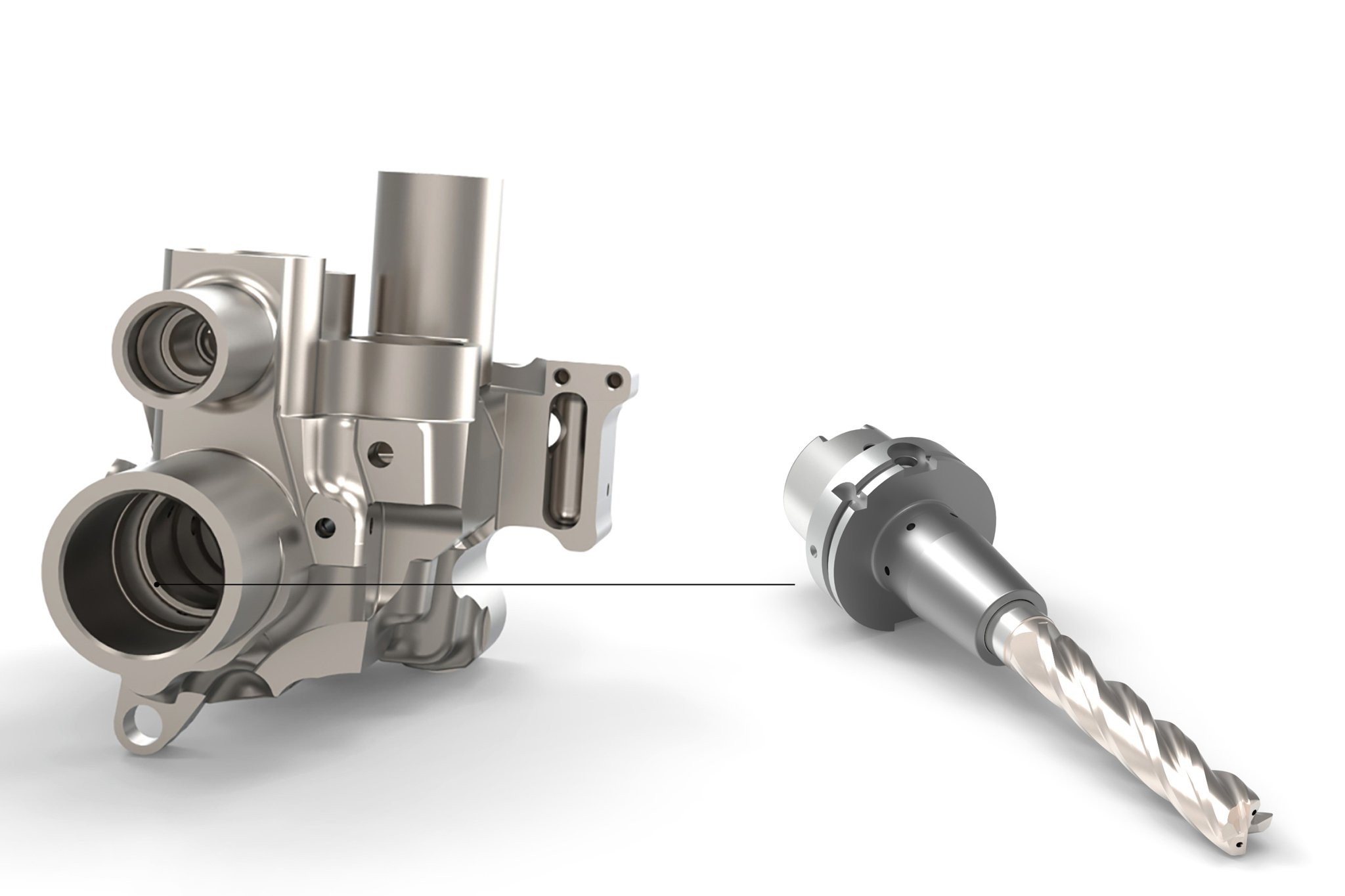
Exemple d'usinage d'une articulation
1 / 6
Outil d'ébavurage en carbure monobloc
Cet outil spécial de forme sphérique permet d'ébavurer par fraisage circulaire les entrées et sorties de l'alésage principal ainsi que les alésages de fixation.
2 / 6
NeoMill-Titan-2-Corner
Taux d'usinage élevé
Fonctionnement silencieux
Arêtes de coupe utilisables avec différents rayons d'angle
Différents matériaux de coupe disponibles
3 / 6
MEGA-Speed-Drill-Titan
Augmentation de la durée de vie de 30 % par rapport à la solution précédente
Spécialiste de l'alésage pour des vitesses de coupe et des avances élevées
Temps de cycle réduit
4 / 6
Foret à embout amovible TTD, foret spécial, barre d'alésage
Foret à embout amovible TTD pour le perçage pilote du premier flasque
Foret spécial avec élément de guidage supplémentaire au niveau de la gorge pour l'usinage central des flasques des deux côtés
Barre d'alésage guidée par roulements permettant un usinage de finition précis de l'alésage principal d'un côté
5 / 6
OptiMill-Titan-HPC
Augmentation de la durée de vie de 35 %
Solution parfaite pour l'ébauche, pour l'usinage central ainsi que pour la finition
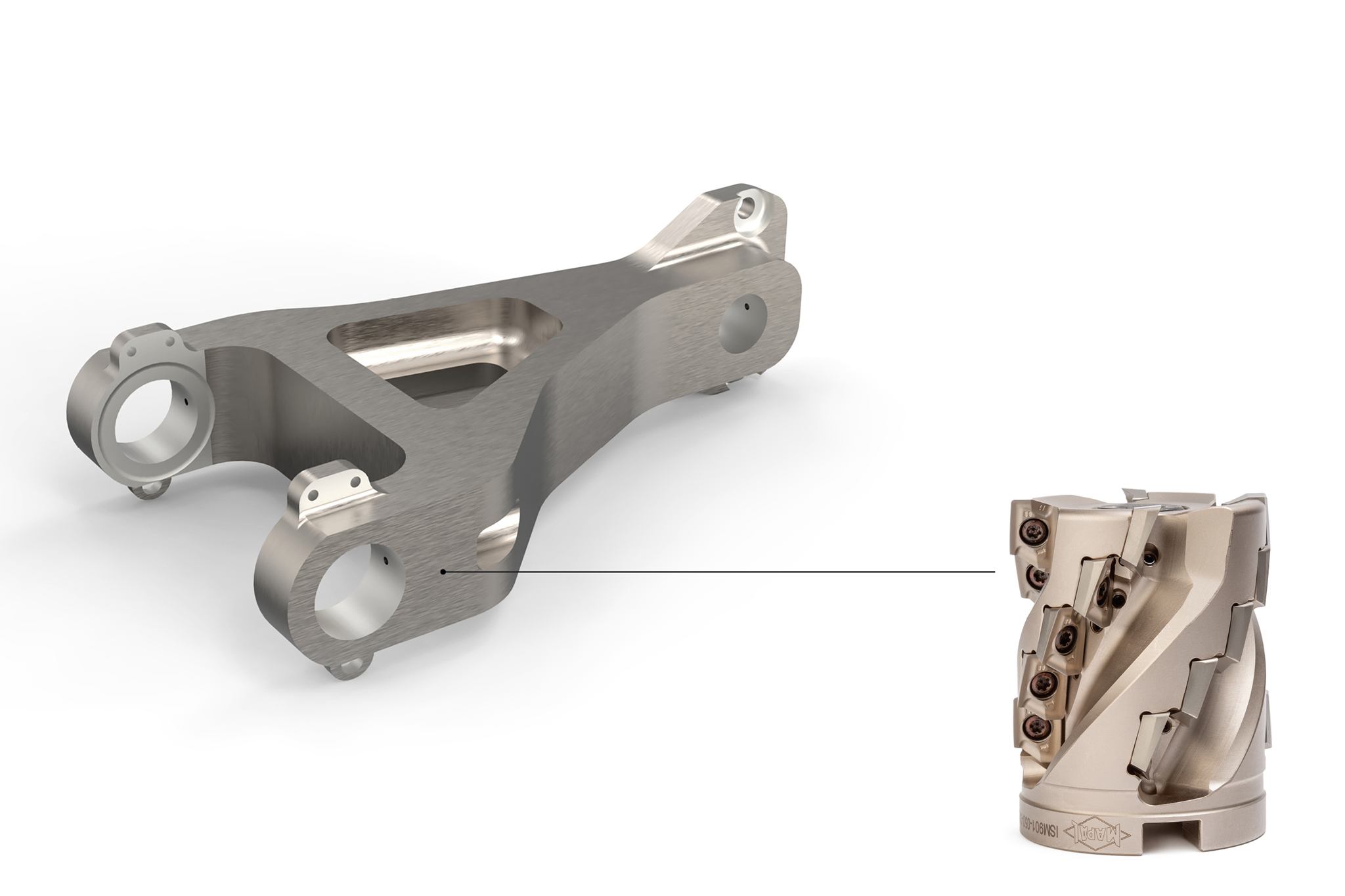
Un poids inférieur signifie une diminution de la consommation de carburant et une réduction des émissions. Les matériaux en titane dans la construction automobile apparaissent dans de nombreuses applications : des composants du moteur aux composants de la boîte de vitesses, en passant par les éléments de suspension et les systèmes d'échappement. L'objectif des constructeurs automobiles est d'alléger les véhicules et donc de les rendre plus respectueux de l'environnement.
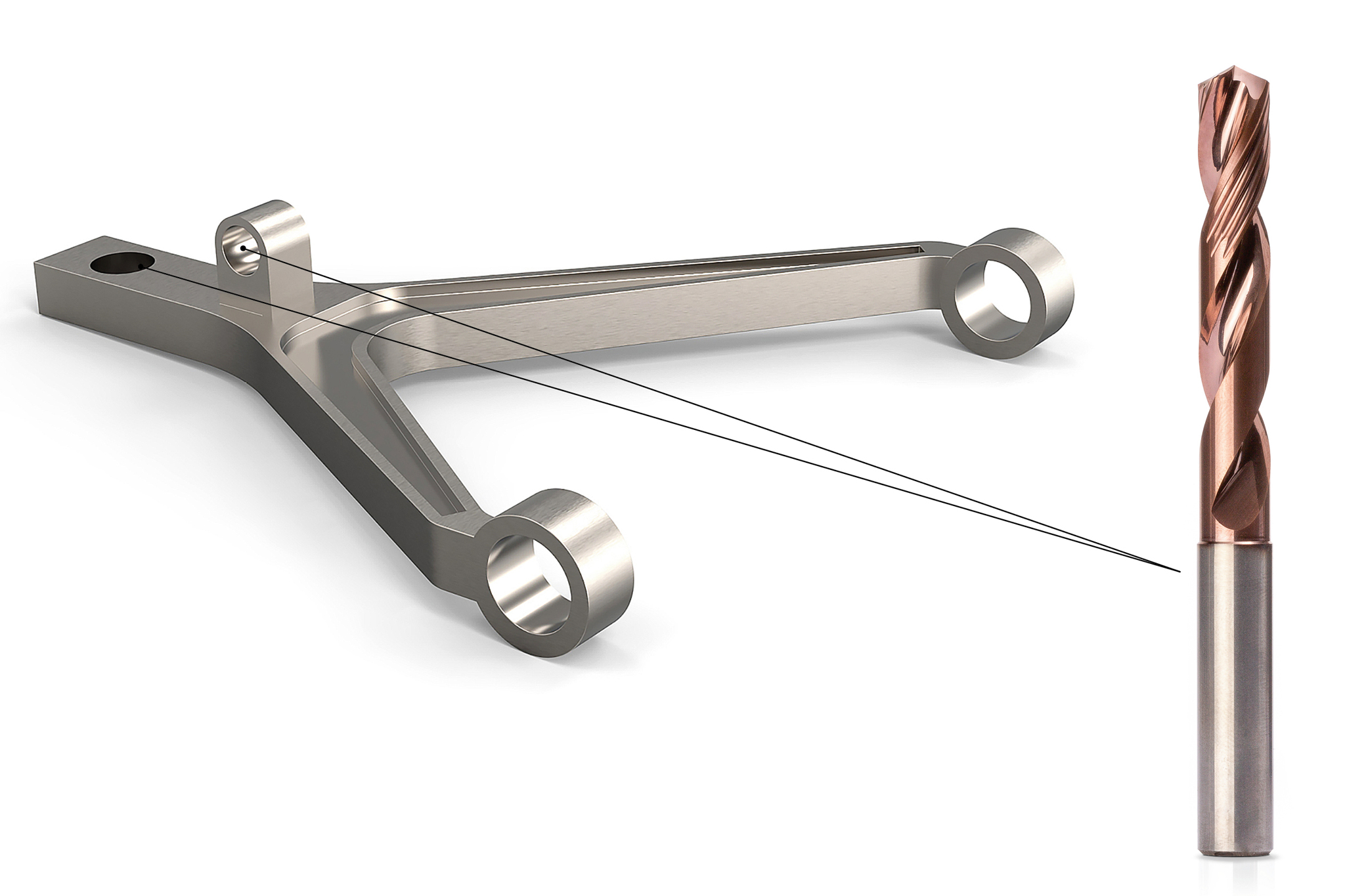
Exemple d'usinage d'un bras de suspension
1 / 4
MEGA-Speed-Drill-Titan
Augmentation de la durée de vie de 30 % par rapport à la solution précédente
Spécialiste de l'alésage pour des vitesses de coupe et des avances élevées
Temps de cycle réduit
2 / 4
OptiMill-Titan-HPC
Fraise d'ébauche à quatre arêtes de coupe
Goujure polie
Revêtement haute performance résistant à la chaleur
Répartition inégale des arêtes de coupe (coupe lisse)
3 / 4
Alésoir à tête amovible HPR
Précision de circularité et d'interchangeabilité inférieure à 3 μm
Manipulation simple
Précision et productivité maximales
Alimentation interne en réfrigérant pour le refroidissement direct des arêtes de coupe
Dans le secteur médical, le titane est le matériau presque parfait, car il peut être largement utilisé en raison de sa biocompatibilité, c'est-à-dire de sa résistance dans un environnement biologique (antiallergique), de sa faible conductivité thermique et de son comportement antimagnétique intrinsèque.
Exemple d'usinage d'une prothèse de hanche
1 / 1
OptiMill-Tro-Titan
Revêtement haute performance résistant à la chaleur
Conception spéciale de la goujure pour une évacuation optimale des copeaux
Réduction de la chaleur dans la zone de coupe
Exemple d'usinage d'une plaque d'ostéosynthèse
1 / 2
OptiMill-Tro-Titan
Revêtement haute performance résistant à la chaleur
Conception spéciale de la goujure pour une évacuation optimale des copeaux
Réduction de la chaleur dans la zone de coupe
2 / 2
MEGA-Speed-Drill-Titan
Augmentation de la durée de vie de 30 % par rapport à la solution précédente
Spécialiste de l'alésage pour des vitesses de coupe et des avances élevées