
29.05.2024
Titan wirtschaftlich zerspanen
Ganzheitliches Prozessverständnis für optimale Bearbeitungsergebnisse
Das Zerspanen von Titan unterscheidet sich grundlegend von der Bearbeitung von Guss oder Stahl. Für wirtschaftliche Ergebnisse müssen Werkzeugtechnologie und Prozess optimal ausgelegt sein. Mit seinem ganzheitlichen Verständnis um die Gesamtzusammenhänge in der Zerspanung von Titan ist MAPAL in der Lage, dieses Optimum aus Präzision und Wirtschaftlichkeit zu identifizieren.

Die Materialeigenschaften von Titan werden in vielen Bereichen wie etwa Luftfahrt, Automobilbau und Medizintechnik geschätzt. Für die Zerspanung ist der Werkstoff eine Herausforderung. Ursache ist dessen extrem niedrige Wärmeleitfähigkeit. Zum Vergleich: Bei der Stahlbearbeitung verbleiben zehn Prozent der Temperatur im Werkstück, 15 Prozent führen zu einer Belastung am Schneidwerkzeug und der weitaus größte Teil mit 75 Prozent der Wärme wird in die Späne eingeleitet und mit diesen abtransportiert. Bei Titan ist das komplett anders. Hier nehmen die Späne lediglich 25 Prozent der Wärme auf. Der Löwenanteil von 60 Prozent geht ins Werkzeug und verursacht eine hohe thermische Belastung der Schneide beziehungsweise des Schneidstoffes. Das führt zu erheblich geringeren Standzeiten. Die Schneidstoffkosten rücken damit in den Vordergrund.
Einfluss der Schnittgeschwindigkeit auf den Verschleiß

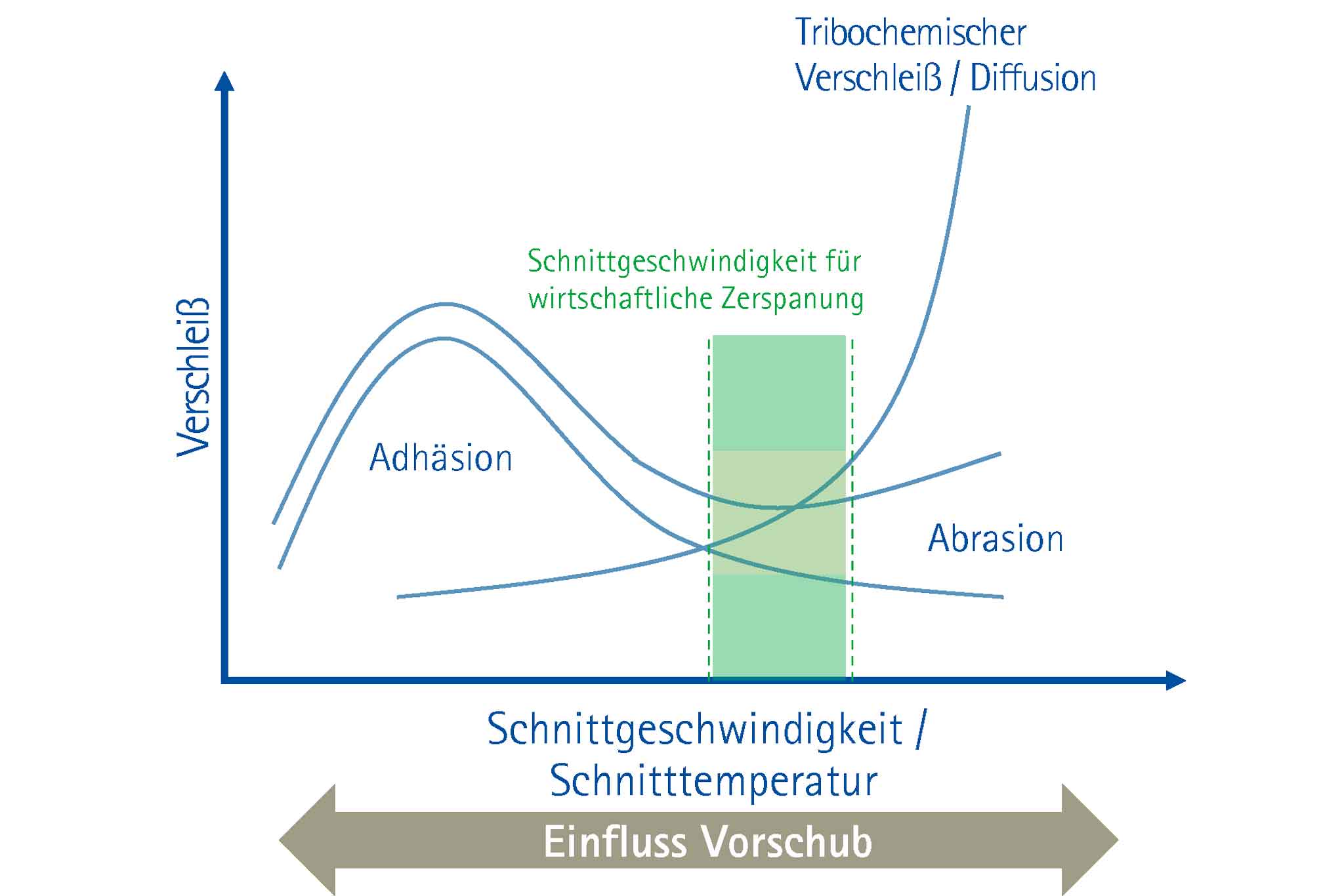
Schneller führt nicht zu geringeren Kosten pro Bauteil
Bei der Bearbeitung von Stahl und Guss stehen höhere Schnittgeschwindigkeiten vielfach für höhere Produktivität und niedrigere Gesamtkosten, die sich aus Maschinenkosten und Schneidstoffkosten zusammensetzen. Die Maschinenkosten werden immer geringer, je schneller und effizienter die Maschine bearbeitet. Dabei steigen zwar die Schneidstoffkosten an, ein Optimum der Gesamtkosten stellt sich trotzdem bei einer relativ hohen Schnittgeschwindigkeit ein. Bei Titan hingegen sind höhere Schnittgeschwindigkeiten nicht zielführend. Tobias Gräupel, Technical Expert Indexable Tools bei MAPAL, belegt dies mit einer Wirtschaftlichkeitsberechnung, die die Schnittwerte von Titanbearbeitungen unter Kostengesichtspunkten optimiert. Betrachtet wird eine Fräsbearbeitung mit einem vierschneidigen NeoMill-Titan-2-Corner, der mit einer Schnitttiefe von 4 mm und einer Eingriffsbreite von 24 mm in TiAl6V4 zerspant. Die Untersuchung verschiedener Kombinationen von Vorschüben und Schnittgeschwindigkeiten führt zu einer eindeutigen Empfehlung, was die Arbeitswerte für Titanbearbeitungen angeht.
Zum Vergleich: Bei der Zerspanung eines Bauteils aus Stahl brachte die Verdoppelung der Schnittgeschwindigkeit von 200 m/min auf 400 m/min eine Gesamtkosteneinsparung pro Bauteil um 24 Prozent. In der Fertigung eines Werkstücks aus Titan hat die Steigerung der Schnittgeschwindigkeit von 32 m/min auf 50 m/min eine Kostensteigerung um 259 Prozent zur Folge. „Der Steigerung der Schnittgeschwindigkeit macht sich in den Gesamtkosten deutlich bemerkbar. Die Kosten explodieren regelrecht“, kommentiert Gräupel das Ergebnis. Das Kostenoptimum erreicht eine Bearbeitung mit hohen Vorschüben und niedrigen Schnittgeschwindigkeiten. Würde man hingegen zu den hohen Vorschüben auch die Schnittgeschwindigkeiten maximieren, ergäben sich mehr als vier Mal so hohe Kosten.
„Speziell bei größeren Losgrößen sind solche Wirtschaftlichkeitsberechnungen unerlässlich“, unterstreicht Gräupel. Schließlich sind bei der Fertigung großer Stückzahlen die Gesamtkosten maßgeblich für Investitionsentscheidungen. Unwirtschaftliche Schnittparameter lassen in Titan die Gesamtkosten explodieren, erst die Kombination von innovativer Werkzeugtechnologie und optimaler Prozessauslegung führt zu einem perfekten Ergebnis. Mit diesem Know-how unterstützen die technischen Berater von MAPAL die Fertigungsverantwortlichen, um unabhängig von Bearbeitung und Produktionslosgröße das Optimum zu erzielen.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


