
01.09.2018
OptiMill-Uni-Wave
Ein Fräser für alle Fälle
Größere Schnitttiefe, bessere Abfuhr der Späne und ein höheres Zeitspanvolumen – diese Ziele hatten sich die Experten von MAPAL bei der Entwicklung des neuen Kordelschruppfräsers OptiMill-Uni-Wave vorgenommen. Das Ergebnis: Ein Universalfräser, der durch seine innovative Geometrie und die dadurch möglichen, hohen Schnittdaten besonders wirtschaftlich ist.

Vor allem in den Branchen Werkzeug- und Formenbau sowie im allgemeinen Maschinenbau sind Vollhartmetallfräser zum Nutfräsen, trochoiden Fräsen oder zur schnellen Schruppbearbeitung gefragt. Im Vordergrund steht dabei neben der Prozesssicherheit vor allem die Wirtschaftlichkeit. Für all diese Bearbeitungen hat MAPAL im vergangenen Jahr den OptiMill-Uni-Wave vorgestellt. Neben den genannten Einsatzgebieten können Zerspaner den Vollhartmetallfräser zudem zum Rampen bis zehn Grad nutzen.
Der OptiMill-UniWave ist für viele Werkstoffe einsetzbar. „Vor allem Bauteile aus Stahl und Edelstahl werden mit unserem Fräser bearbeitet“, sagt Ulrich Krenzer, Geschäftsführer des MAPAL Kompetenzzentrums für Vollhartmetallwerkzeuge in Altenstadt.
Als Substrat kommt für den OptiMill-Uni-Wave ein Hartmetall mit besonders hoher Zähigkeit und Warmfestigkeit zum Einsatz. Die Beschichtung auf Aluminiumchromnitrid-Basis sorgt unter anderem ausgezeichnete Verschleißfestigkeit und verleiht dem Werkzeug eine extreme Thermoschockstabilität.

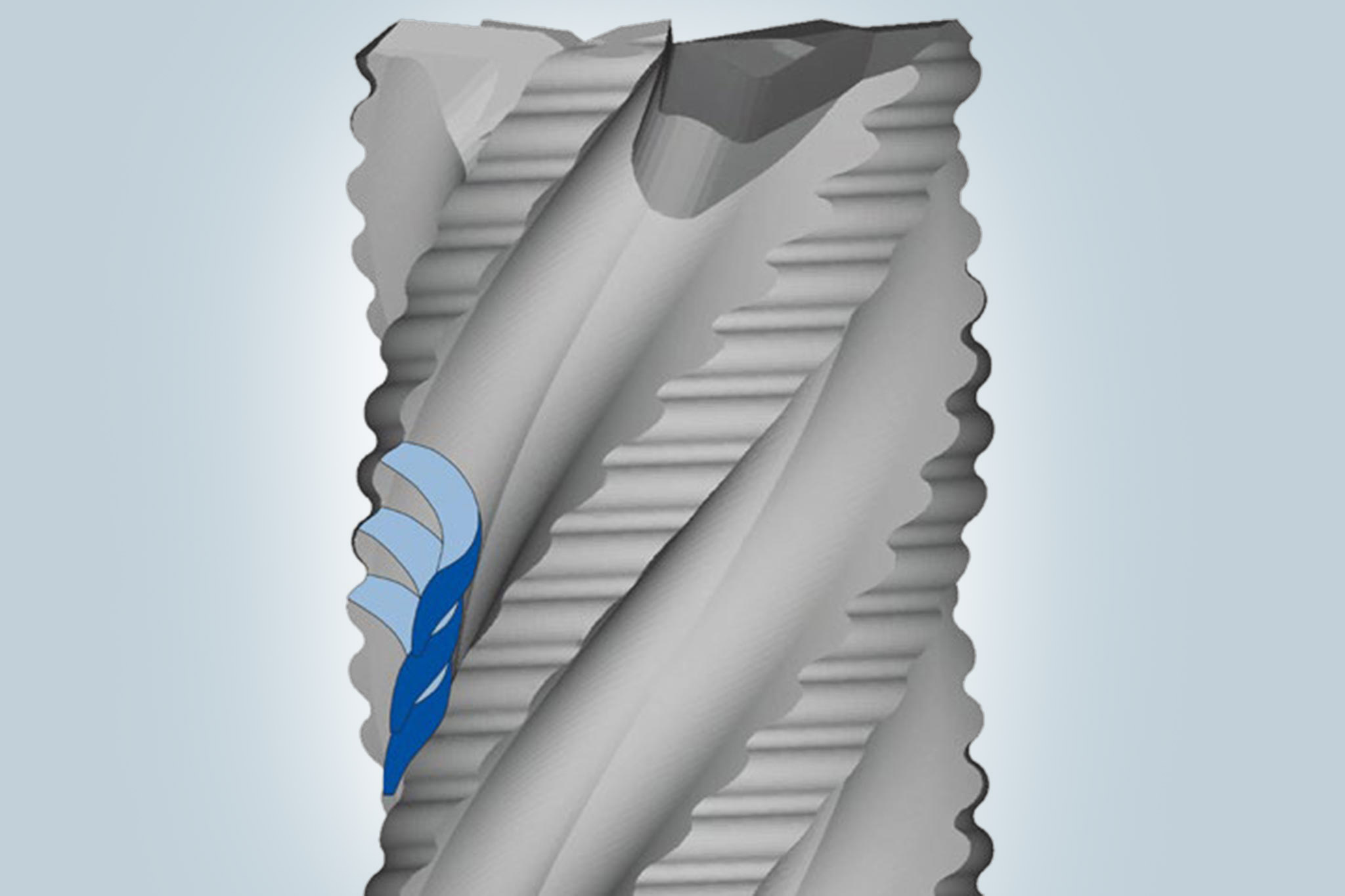
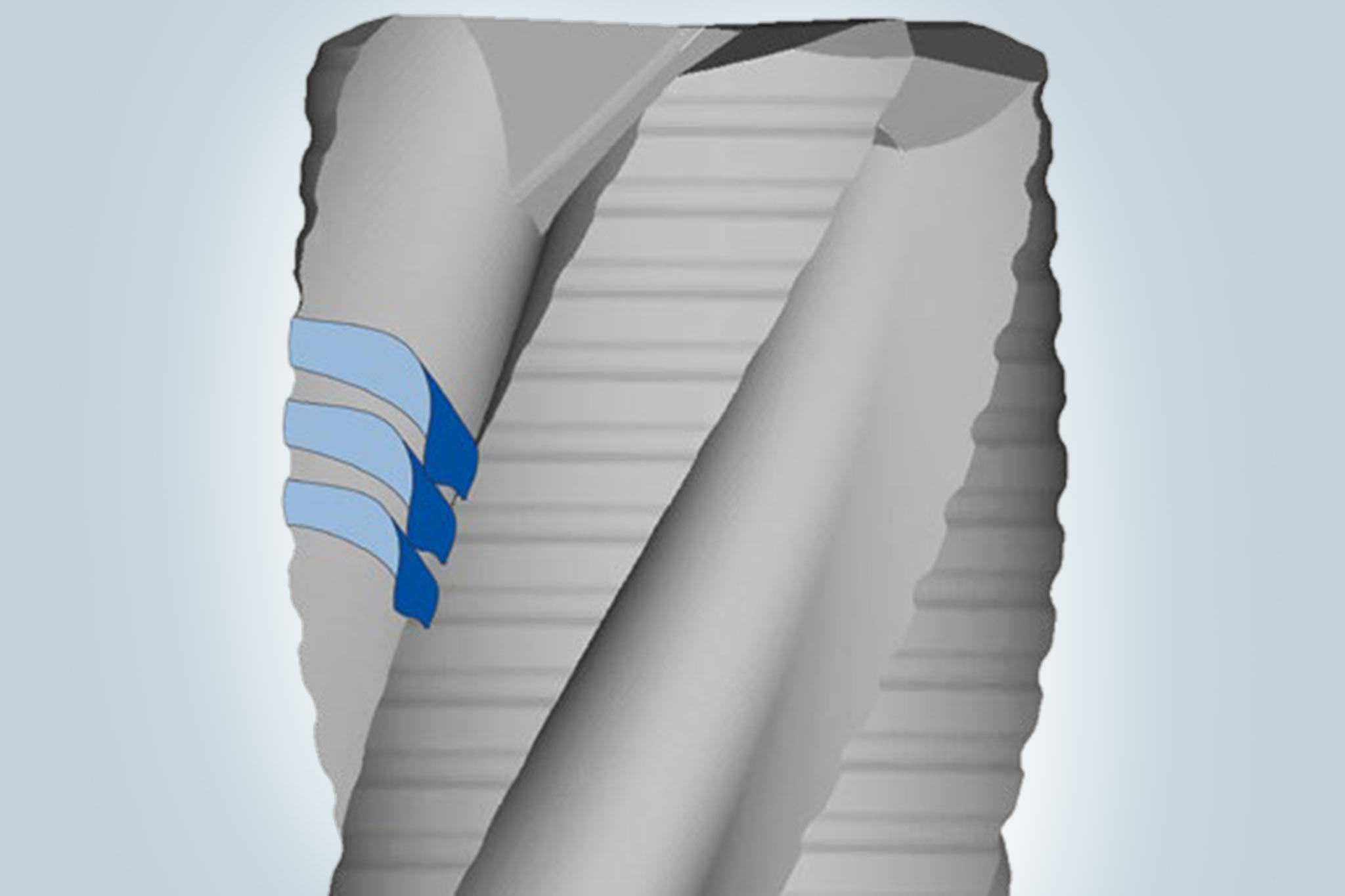
Neue Geometrie für optimale Spanbildung
„Wir haben eine neue Kordelschruppgeometrie entwickelt, die optimal auf den Schneidstoff abgestimmt ist“, erläutert Krenzer. Diese Geometrie sorgt für eine perfekte Spanbildung. Bei der Bearbeitung entstehen kurze, eng gerollte Späne, die die Spannuten prozesssicher abtransportieren. Zudem werden die Schnittkräfte durch die neue Geometrie günstig aufgeteilt. Das ermöglicht hohe Zahnvorschübe. Die radialen Kräfte sind verringert, es wirken höhere axiale Kräfte. Durch die Verrundung der Schneidkanten sind die Schneiden vor Ausbrüchen geschützt und damit besonders belastbar und stabil. Zusätzlich wurde das Nutprofil weiterentwickelt.
Ungleichheit für hohe Laufruhe
Doch damit nicht genug. „Wir haben die gesamte Geometrie unter die Lupe genommen“, präzisiert Krenzer. Sowohl die Ungleichteilung der Schneiden als auch die Ungleichsteigung des Werkzeugs sorgen für eine deutlich höhere Laufruhe. „Während der Bearbeitung mit dem neu gestalteten OptiMill-Uni-Wave haben wir im Vergleich mit anderen Schruppfräsern die Vibrationen deutlich verringert“, sagt der Geschäftsführer.
Die Ergebnisse in Zahlen:
- 30 Prozent besserer Standweg in Stahl*
- 37 Prozent höhere Vorschubgeschwindigkeit bei deutlich höheren Schnitttiefen (bis 2xD)*
- 15 Prozent geringere Spindelantriebsleistung aufgrund geringerer Schnittkräfte**
- 40 Prozent geringere Auszugskräfte**
Bei der Bearbeitung von Stahl (42CrMoS4) trägt der OptiMill-Uni-Wave beispielsweise bei einem Werkzeugdurchmesser von 12 mm mit einer Schnittgeschwindigkeit von 160 m/min und einem Vorschub pro Zahn von 0,045 mm eine Schnitttiefe von 24 mm (2xD) ab. Er erreicht ein Zeitspanvolumen von 864 cm3 pro Minute. Dabei garantiert der Einsatz der kompletten Schneidkantenlänge – gemeinsam mit den hohen Schnittwerten und Zerspanraten – höchste Wirtschaftlichkeit.
Nachschliff für maximale Wirtschaftlichkeit
Zerspaner können den OptiMill-Uni-Wave nachschleifen lassen. „Um das verwendete, kostenintensive Hartmetall bestmöglich zu nutzen, empfehlen wir, den Fräser ausschließlich beim Hersteller wiederaufbereiten zu lassen“, betont Krenzer. Denn um das volle Potenzial der Werkzeuge zu nutzen, sind das Nachschleifen und Wiederbeschichten in Herstellerqualität essenziell. Nur dann sind weiterhin prozesssichere und konstante Bearbeitungsergebnisse sowie eine Zerspanungsleistung von bis zu 100 Prozent im Vergleich zum neuen Werkzeug garantiert. Die Gefahr eines Werkzeugbruchs und damit die Gefahr von Schäden an Bauteil oder Maschine sind minimiert.



