
05.05.2025
Turnkey mit 78 passenden Tools
Zusammenarbeit der CHIRON Group und von MAPAL in den USA


Präsenz vor Ort ist wichtig
Wie der Maschinenbauer CHIRON Group, ist auch MAPAL in den USA vertreten und unterhält hier mit Port Huron (Michigan) und Fountain Inn (South Carolina) gleich zwei Produktionswerke. Der Werkzeughersteller und Technologiepartner mit Stammsitz in Aalen hat frühzeitig erkannt, dass Präsenz vor Ort erforderlich ist, um auf dem US-amerikanischen Markt zu bestehen. 1977 wurde hier die erste Tochtergesellschaft im Ausland gegründet.
Gestartet wurde in New Jersey mit der Wiederaufbereitung von Werkzeugen. Mit der Ausweitung des Geschäftsfelds auf den Automotive-Sektor in den darauffolgenden Jahren wuchs das Geschäft zusehends – schon bald wurde klar, dass der kleine Betrieb nicht ausreicht. Der nächste logische Schritt bestand darin, eine Fertigungsstätte in der Nähe der Automotive-Kunden aufzubauen. So eröffnete MAPAL 1995 den Produktionsstandort Port Huron mit Fokus auf der Herstellung und Instandsetzung hochpräziser Werkzeuge. Dazu gehören die MAPAL Reibahlen mit Führungsleistentechnologie. Die unmittelbare Nähe zur Metropole Detroit ermöglichte es, den Kunden schnellere Reaktionszeiten und enge technische Unterstützung zu bieten.

Durch die Bündelung von Fachwissen in den internationalen Kompetenzzentren baute MAPAL in den Folgejahren Know-how und Kompetenzen im Fertigungsbereich aus. 2019 eröffnete der Präzisionswerkzeughersteller im Süden des Landes ein zweites Werk. In Fountain Inn stehen heute nennenswerte Kapazitäten für Vertrieb, Service und Fertigung sowie ein hervorragend ausgestattetes Testzentrum für den Luft- und Raumfahrtbereich zur Verfügung. MAPAL Inc. fertigt an beiden Standorten mit den Technologien und Prozessen der weltweit einheitlichen Standards der MAPAL Gruppe VHM- und PKD-Werkzeuge, darunter Bohrer mit einem oder mehreren Durchmessern, Formfräser, Reibahlen und Werkzeuge für die Composite-Bearbeitung und bereitet diese auch wieder auf.
Die Zusammenarbeit zwischen der CHIRON Group und MAPAL in den USA währt nun fast schon so lange wie die Präsenz des Maschinenbauers auf dem amerikanischen Kontinent. Die CHIRON Group beliefert Kunden in der Automobilindustrie, aber auch die Branchen Aerospace und Medizintechnik sowie deren jeweilige Zulieferer. Als Erstausstatter der Maschinen entschied man sich regelmäßig für MAPAL. „Um unseren Kunden die besten Lösungen zu bieten, brauchen wir zuverlässige Partner, und MAPAL hat diese Anforderung wiederholt unter Beweis gestellt“, sagt Jesus Flores, Lead Project Engineer bei der CHIRON Group in Charlotte.
Anspruchsvolles Bauteil
Auch beim jüngsten Projekt, einer Turnkey-Maschine für einen Truck-Hersteller, kommen sämtliche eingesetzten Werkzeuge sowie die Prozessauslegung von MAPAL. Bei dem zu produzierenden Bauteil handelt es sich um ein vorderes Getriebegehäuse für einen großen LKW-Dieselmotor. Um einen reibungslosen Start zu gewährleisten, unterstützte MAPAL den Kunden vor Ort in der Anlaufphase und beschleunigte die Bereitstellung optimierter Werkzeuge, sodass das Projekt vom ersten Tag an nach Plan lief.
Das hochkomplexe Bauteil mit zahlreichen Bohrungen und komplizierten Formen wird aus Druckgussaluminium A380 gefertigt. Der Endkunde plant, davon 120.000 Stück pro Jahr zu fertigen. Bei einer voraussichtlichen Produktionslaufzeit von sechs bis acht Jahren könnte die Gesamtstückzahl an eine Million Teile herankommen, bevor eventuell eine Designmodifikation ansteht.

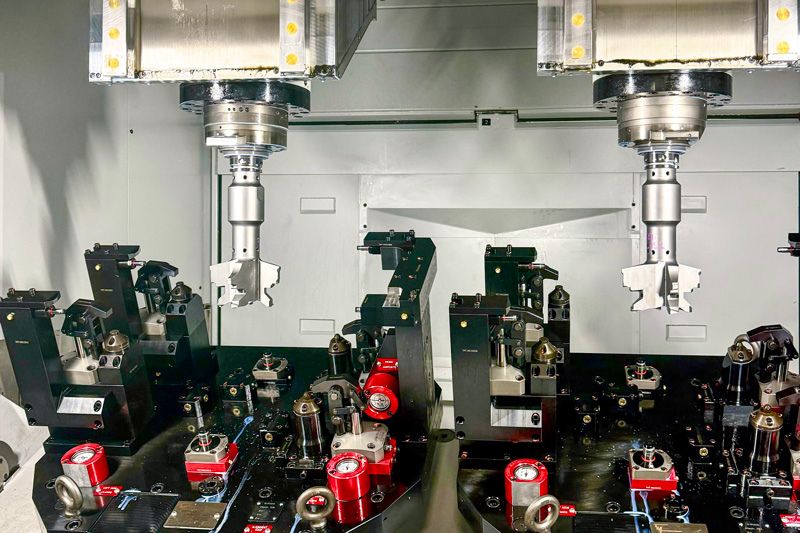
Die hohen Stückzahlen, in denen das Getriebegehäuse produziert werden soll, verlangen nach einer sehr effizienten Fertigung. Für diese Aufgabe wurde das doppelspindlige Bearbeitungszentrum DZ 25 P five axis gewählt, das die CHIRON Group speziell für die hochproduktive Bearbeitung großvolumiger Bauteile entwickelt hat.
Aufgrund der enormen Steifigkeit der Maschine sind hohe Dynamik und Präzision bei sehr hohen Achsbeschleunigungen und schnellen Eilgängen gewährleistet. Im geräumigen Arbeitsraum können zwei der 600 x 600 x 450 mm großen Bauteile gleichzeitig bearbeitet werden. In einem ersten Arbeitsschritt wird das Werkstück im angelieferten Zustand aufgespannt, um zunächst die Vorbearbeitung durchzuführen und so Spannungen aus dem Bauteil zu lösen. Dabei werden auch gleich Bearbeitungen mit mittlerer Toleranzgröße erledigt. Die exakte Bearbeitung von Passungsbohrungen und Flächen zum Referenzpunkt erfolgt in einer weiteren Aufspannung.
Zwei Drittel Sonderwerkzeuge
Ihren Anteil daran haben auch die von MAPAL gelieferten Werkzeuge, insgesamt 78 an der Zahl. Zwei Drittel davon sind Sonderwerkzeuge, die mit speziellen Geometrien und Abmessungen exakt auf die jeweiligen Bearbeitungsschritte abgestimmt sind. In vielen Fällen ist die Komplexität der Werkzeuge durch das Design des Bauteils oder die gewählte Bearbeitungsstrategie getrieben. 33 der Tools sind PKD-Werkzeuge, die übrigen 45 arbeiten mit Hartmetallschneiden.
Nach Möglichkeit werden mehrere Bearbeitungsschritte in Kombinationswerkzeugen vereint, die beispielsweise Bearbeitungen mit verschiedenen Durchmessern in einem Arbeitsschritt ermöglichen. „Mit solchen Sonderwerkzeugen verkürzen wir die Taktzeit“, erläutert Jesus Flores. „Damit sparen wir uns jeweils mehrere Werkzeugwechsel, was neben der Bearbeitungszeit auch der Genauigkeit zugutekommt.“ Denn bei dem Bauteil sind auch eine Präzision und Qualität gefragt, die selbst für die Standards der Automobilbranche außergewöhnlich sind.

Proaktiver Support




Kontakt
Mathias Ostertag Public Relations mathias.ostertag@mapal.com Tel.: +49 7361 585 3566


