Wenn Werkzeugkompetenz und Beratungsqualität zusammenpassen
Partnerschaft bei der Werkzeugversorgung
Startups im Bereich Zerspanungsdienstleistungen müssen sich gegen einen knallharten Wettbewerb durchsetzen. Sie können es sich nicht leisten, bei Beschaffungen Geld zu verschenken. So auch die 2014 gegründete Bonertz Technik GmbH, die inzwischen den Sprung vom reinen Dienstleister zum Hersteller innovativer Spannmittel für den Einsatz in Werkzeugmaschinen geschafft hat. Beim Einkauf von Zerspanungswerkzeugen achtet man hier vor allem auf Leistung, Prozesssicherheit und guten Support.
„Als wir die Firma 2014 gründeten, hatten wir nur eine CNC-Maschine und arbeiteten zunächst als reiner Zerspanungsdienstleister“, erinnert sich Robert Bonertz, Geschäftsführer der Bonertz Technik GmbH in Föhren. Das Unternehmen spezialisierte sich nach und nach immer stärker auf anspruchsvolle Aufgabenstellungen. Die Bonertz Technik GmbH befasst sich mit schwer zu zerspanenden Werkstoffen – speziellen Legierungen, hochfesten Stählen bis 1.100 N/mm2 oder superharten Werkstoffen mit bis zu 60 HRC. Auch Bauteile, die eine aufwendige Aufspannung erfordern, sind eine Spezialität der Bonertz Technik GmbH. Beispiele hierfür sind filigrane Strukturen, die unter hohem Zerspanungsanteil aus dem Vollen herausgearbeitet werden müssen.
Zufriedene Kunden ermöglichen dem Unternehmen ein schnelles Wachstum. Heute stehen im Fertigungsbereich der Bonertz Technik GmbH vier moderne, hochpräzise 3- beziehungsweise 5-Achs-Fräsbearbeitungszentren. Auch die erforderliche Infrastruktur in Bereichen wie Arbeitsvorbereitung, CAD/CAM-Programmierung und Qualitätssicherung besteht.
Entwicklung fortschrittlicher Spanntechnik
„Bei vielen Bearbeitungsaufgaben ärgerten wir uns immer wieder über die Unzulänglichkeiten der verfügbaren Spanntechnik zum Aufspannen der Bauteile“, erinnert sich der Geschäftsführer Patrick Vilfan. Dies zeigte sich vor allem dann, wenn aufgrund der häufigen Produktwechsel die zu bearbeitenden Bauteile umgespannt werden mussten. Wegen der umständlichen Handhabung erforderte dies viel zu viel Zeit, die zulasten der Produktivität ging. Zudem waren die Spannmittel teils sehr unförmig und stellten für die Bearbeitung hinderliche Störkonturen dar. Ein weiterer Nachteil der gängigen Spannmittel waren die Bauhöhen, die den verfügbaren Verfahrweg in Z-Richtung begrenzten.
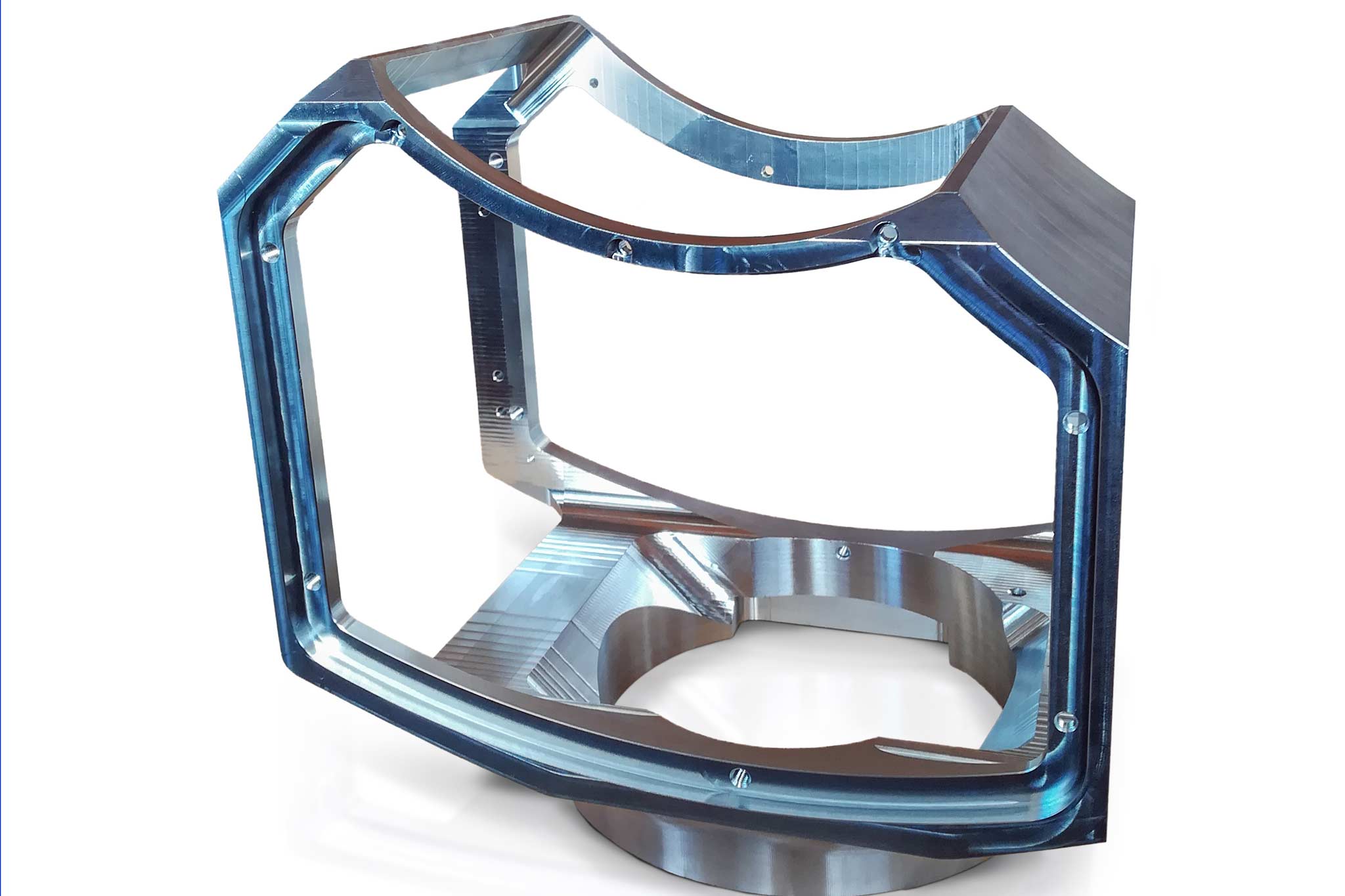
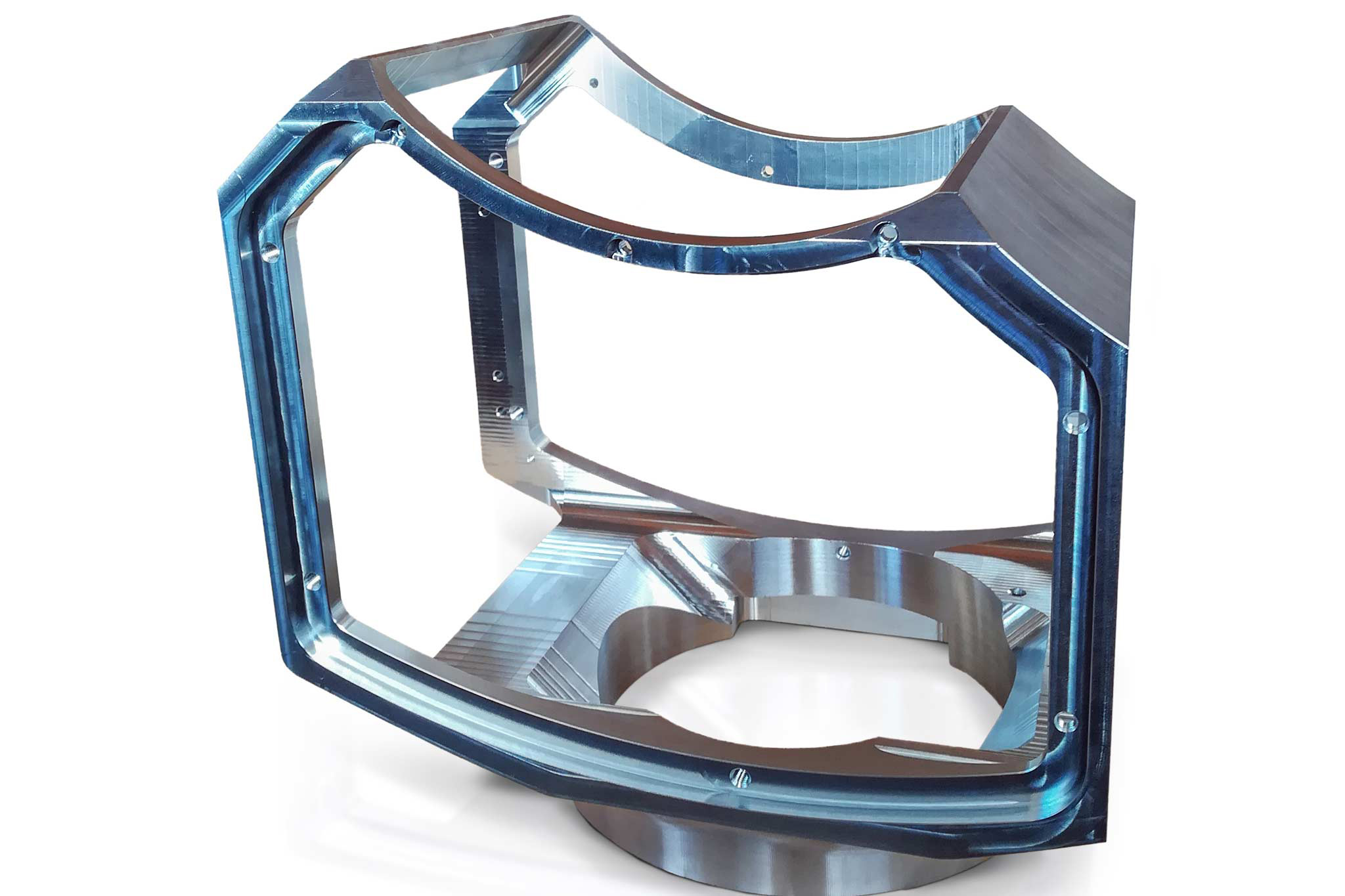
Bauteil aus der hochfesten Alu-Legierung 7075 für die C-Achse eines Lasers mit einem Zerspanungsanteil von mehr als 80 Prozent.
(Bild Bonertz Technik GmbH)
Deshalb entschlossen sich die Verantwortlichen bei der Bonertz Technik GmbH dazu, bessere Spannmittel herzustellen. Und das nicht nur für den Eigengebrauch, sondern auch für die Vermarktung. Im Laufe der Zeit entstanden so diverse Varianten von 5-Achs-Spannern sowie ein innovativer Maschinentisch als Alternative zu kostspieligen Nullpunktspannsystemen.
Praxistauglichkeit im Vordergrund
„Bei unseren Entwicklungen standen vor allem praktische Erwägungen im Vordergrund“, erläutert Patrick Vilfan. Ein wichtiges Merkmal war neben hoher Spannkraft eine weitgehende Modularität im Aufbau. So sind die Grundschienen je nach Ausführungslänge mit einer Vielzahl von Schnittstellen zum Maschinentisch ausgestattet. Der Spannbereich lässt sich durch Zwischenstücke problemlos von zehn bis zu 1.335 mm verlängern, ohne dass es zu Spannkraftverlusten kommt. Die maximale Spannkraft liegt bei 50 kN. Die in verschiedensten Varianten erhältlichen Backen lassen sich werkzeuglos innerhalb weniger Sekunden auswechseln. Im praktischen Einsatz ergaben sich mit den Systemen Rüstzeit-Einsparungen von bis zu 90 Prozent. Ein besonderes Augenmerk legten die Entwickler bei der Bonertz Technik GmbH auf die weitestgehende Vermeidung von Störkonturen. Deshalb gibt es die Spanner auch in mehreren Höhenvarianten zwischen 130 und 210 mm.
Die von der Bonertz Technik GmbH entwickelten HPC-5-Achs-Spanner lassen sich schnell und unkompliziert handhaben, modular bis auf 1.335 mm Spannweite verlängern und ermöglichen teils Rüstzeiteinsparungen von bis zu 90 Prozent.
Von der „Zufallsbekanntschaft“…
„Der Kontakt mit der Bonertz Technik GmbH kam vor einigen Jahren eher zufällig zustande, weil man dort als Lohnfertiger Bauteile für eines unserer Tochterunternehmen bearbeitete“, erinnert sich Klaus-Dieter Leick, Anwendungstechniker bei MAPAL. So sei er mit Bonertz ins Gespräch gekommen, als dieser Probleme bei der Bearbeitung hochfester Werkzeugstähle mit Trochoidfräsern eines Wettbewerbers hatte. Konkret ging es um Vollhartmetallfräser für Schnitttiefen bis 3xD mit Durchmessern von 8-14 mm, bei deren Einsatz sich herausstellte, dass die Schnittkräfte im Verhältnis zum Spanvolumen wesentlich zu hoch lagen. „Die resultierende Überlastung der Spindel war schon am Maschinengeräusch deutlich zu hören und auch auf den Belastungsdiagrammen der Steuerung zu sehen“, sagt Robert Bonertz. Daraufhin habe ihm Klaus-Dieter Leick einige MAPAL Fräser aus Vollhartmetall zur Verfügung gestellt, um die entsprechenden Bearbeitungen zu testen. Die Ergebnisse überzeugten.
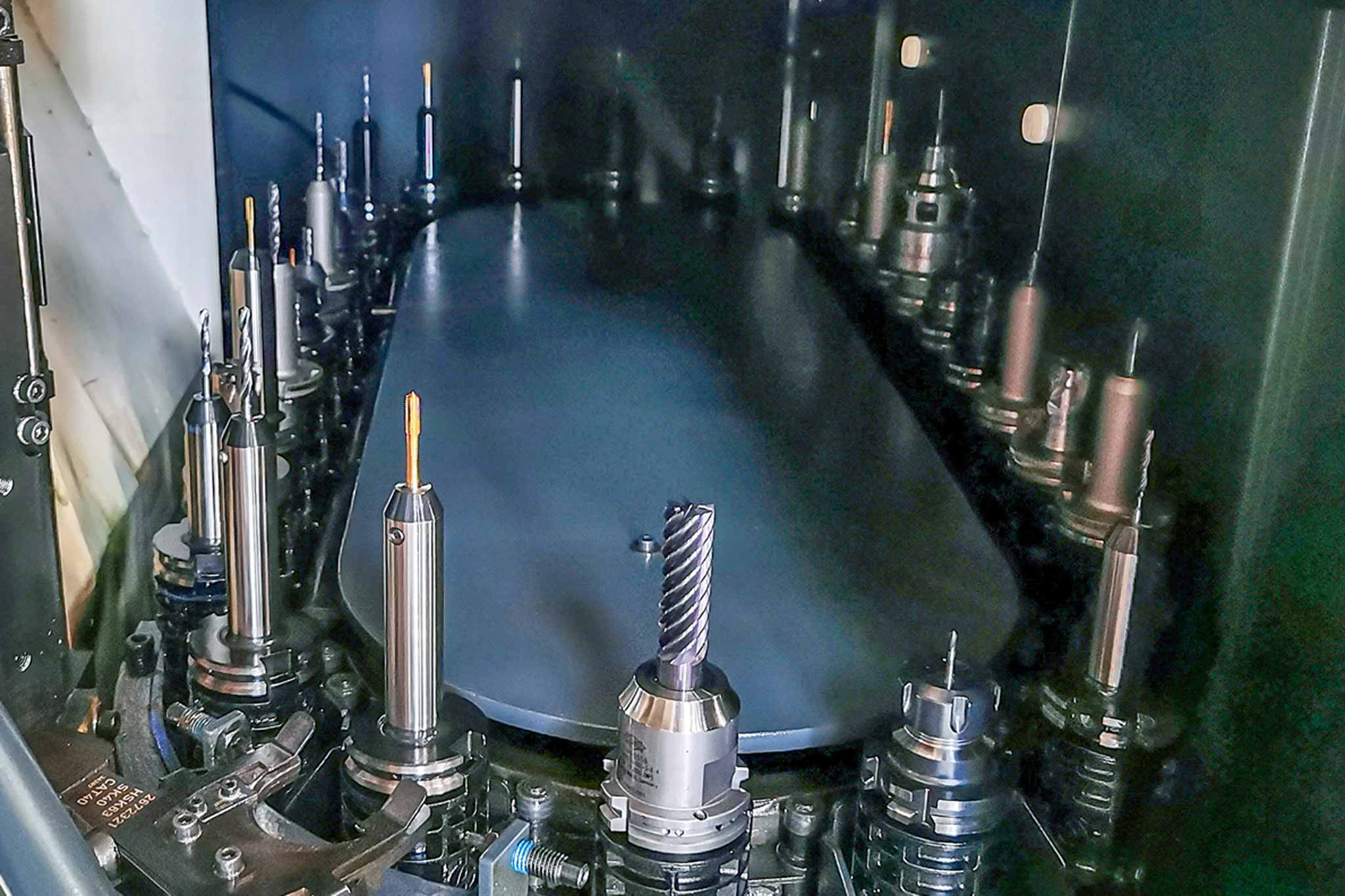
Blick in den Werkzeugspeicher eines der Fräsbearbeitungszentren.
“Dank der Fräser von MAPAL gehören die Überlastungsprobleme seitdem der Vergangenheit an. Zudem sind die Standmengen deutlich – bei manchen Aufgaben um bis zu 30 Prozent – angestiegen“, freut sich Bonertz. Seitdem weiß der Geschäftsführer um die Leistungsfähigkeit der Standardwerkzeuge von MAPAL. Für die anfallenden Aufgaben benötigt die Bonertz Technik GmbH vor allem Vollhartmetallwerkzeuge für die Stahlbearbeitung, unter anderem Fräser zum Schruppen und Schlichten, Trochoidfräser, Bohrer und Tiefbohrer sowie Wechselkopfsysteme zum Bohren und Fräsen. Fräser kommen bei der Bonertz Technik GmbH vor allem im Durchmesserbereich von zwei bis 20 mm, Bohrer im Durchmesserbereich von 1,2 bis 20 mm zum Einsatz.
…zum Schwerpunktlieferanten
„Nach den ersten erfolgreichen Anwendungen haben wir nach und nach immer mehr Werkzeuge aus dem MAPAL Portfolio eingesetzt“, sagt Bonertz. Nach den Trochoidfräsern testete das Unternehmen Fräser aus Vollhartmetall zum Schlichten seiner Spannsysteme. Beim zuvor eingesetzten Werkzeug hatte es Mängel an der Oberfläche durch Rattermarken gegeben. Die Werkzeuge von MAPAL überzeugten dank ihres besseren Schnittverhaltens und den daraus resultierenden Oberflächen.
Gutes Einvernehmen: Robert Bonertz (links) und Patrick Vilfan (rechts) begutachten zusammen mit MAPAL Mitarbeiter Klaus-Dieter Leick ein Wechselkopfwerkzeug.
„Für uns ist die Prozesssicherheit, die uns Werkzeuge bieten, ein sehr wichtiger Aspekt“, erläutert Robert Bonertz. Denn nur so könne der Mitarbeiter nach dem Einrichten die Anlage laufen lassen und sich anderen Aufgaben widmen, ohne zwischenzeitliche Unterbrechungen oder gar Schäden befürchten zu müssen. Auch in dieser Hinsicht seien die Werkzeuge von MAPAL ausgezeichnet, bestätigt Bonertz. Die Geschäftsführer überzeugen nicht nur die technischen Faktoren – auch die wirtschaftlichen Aspekte spielen natürlich eine Rolle: „Wir setzen wo immer möglich Wechselkopfsysteme ein“. Mit nur einem Halter können verschiedene Wechselköpfe verwendet werden. Ein Wechselkopf ist deutlich preisgünstiger als ein entsprechendes Komplettwerkzeug samt Halter. „Aus den genannten Gründen – Qualität, Leistungsfähigkeit, Prozesssicherheit und Wirtschaftlichkeit – stammen heute rund 80 Prozent unserer eingesetzten VHM-Werkzeuge von MAPAL“, sagt Bonertz.
Beratung und Betreuung überzeugen
„Bei MAPAL passen die Qualität der Beratung und Betreuung zu den Leistungen der Werkzeuge“, sagt Patrick Vilfan. Denn auch die Betreuung durch den Außendienst sei für Bonertz Technik ein wichtiger Aspekt. Klaus-Dieter Leick halte ständig den Kontakt und stelle bei sich abzeichnendem neuem Bedarf oder bei interessanten neuen Produkten Muster für Tests zur Verfügung. Hinzu komme auch noch die Eigeninitiative von MAPAL, beispielsweise wenn ein bestimmtes Produkt aus dem Standardsortiment nicht sofort ab Lager verfügbar ist. „In so einem Fall erhalten wir direkt Alternativvorschläge bezüglich ähnlicher Werkzeuge, mit denen sich das gewünschte Bearbeitungsergebnis ebenfalls erzielen lässt“, sagt Vilfan. Auch diese Betreuung habe dazu beigetragen, dass MAPAL ein bevorzugter Ansprechpartner bei neuen Aufgabenstellungen geworden sei.