01.06.2018
Ratterfreier Prozess mit Werkzeugen von MAPAL
An die Situation angepasste Lösungen reduzieren Schwingungen deutlich
Schwingungen sind Alltag in der zerspanenden Bearbeitung und haben zwei Ursachen: Entweder werden sie von außen angeregt, oder aber der Zerspanungsprozess selbst löst sie aus. Diese selbsterregten Ratterschwingungen wirken sich negativ auf die Bearbeitung aus und können durchaus mittels geeigneter Maßnahmen beeinflusst werden. MAPAL stellt diesem Phänomen unterschiedliche Werkzeugkonzepte entgegen.

Sogenannte selbsterregte Ratterschwingungen, also von der Zerspanung selbst ausgelöste Schwingungen, wirken in mehrerlei Hinsicht negativ. An erster Stelle steht das Bearbeitungsergebnis, das der Zerspaner nicht oder nicht optimal erreicht. Schwingungen verkürzen darüber hinaus die Standzeit der Werkzeuge, oft erheblich. Zudem belastet ein Rattern die Werkzeugmaschine selbst.
Am Werkzeug nehmen die Folgen von Biege- oder Torsionsschwingungen während der Zerspanung unterschiedliche Ausmaße an, denn sie führen zum sogenannten Rattern:
- Schlechte Rundheiten und Zylinderformen
- Ungenügende Oberflächengüten
- Im Extremfall gebrochene Schneiden oder Werkzeuge.
Ursachen für Ratterschwingungen
Ratterschwingungen gehen auf eine dynamische Instabilität des Zerspanungsprozesses zurück und haben verschiedene Ursachen. Ein falsch eingespanntes Werkstück beziehungsweise eine nicht ausreichend fixierende Spannung führen ebenso zu Rattern wie ein langes, schlankes Werkzeug mit ungenügender Biegesteifigkeit. Wirkt auf ein solches Werkzeug zu viel Kraft, beispielsweise durch zu hohe Schnittgeschwindigkeiten, sind Ratterschwingungen die Folge. Eine weitere Ursache stellen sehr harte Materialien dar, die während der Bearbeitung im Vergleich zu weicheren Werkstoffen eine größere Rattertendenz aufweisen. Auch die Werkzeugspannung, generell große Schnitttiefen und unterbrochene Schnitte beeinflussen die Steifigkeit des Gesamtsystems und die Ratterneigung.
Mit den genannten Ursachen hat sich der Präzisionswerkzeughersteller MAPAL intensiv auseinandergesetzt und verschiedene Ansätze definiert, um Ratterschwingungen zu kompensieren beziehungsweise zu vermeiden: Generell verringern angepasste Schnittgeschwindigkeiten und ein optimales Verhältnis von Drehzahl zu Vorschub die Belastung und die Dynamik des Systems. Auch sehr stabil ausgeführte Werkzeuge reduzieren die wirkenden Kräfte. Spezielle Werkzeuggeometrien stabilisieren den Bearbeitungsprozess überdies.
Kegelsenker mit reduzierten Axialkräften für stabile Senkbearbeitungen
Hohe Laufruhe mit Bogenschliff bei Aufbohrwerkzeugen

Schweißkonstruktionen reduzieren das Werkzeuggewicht
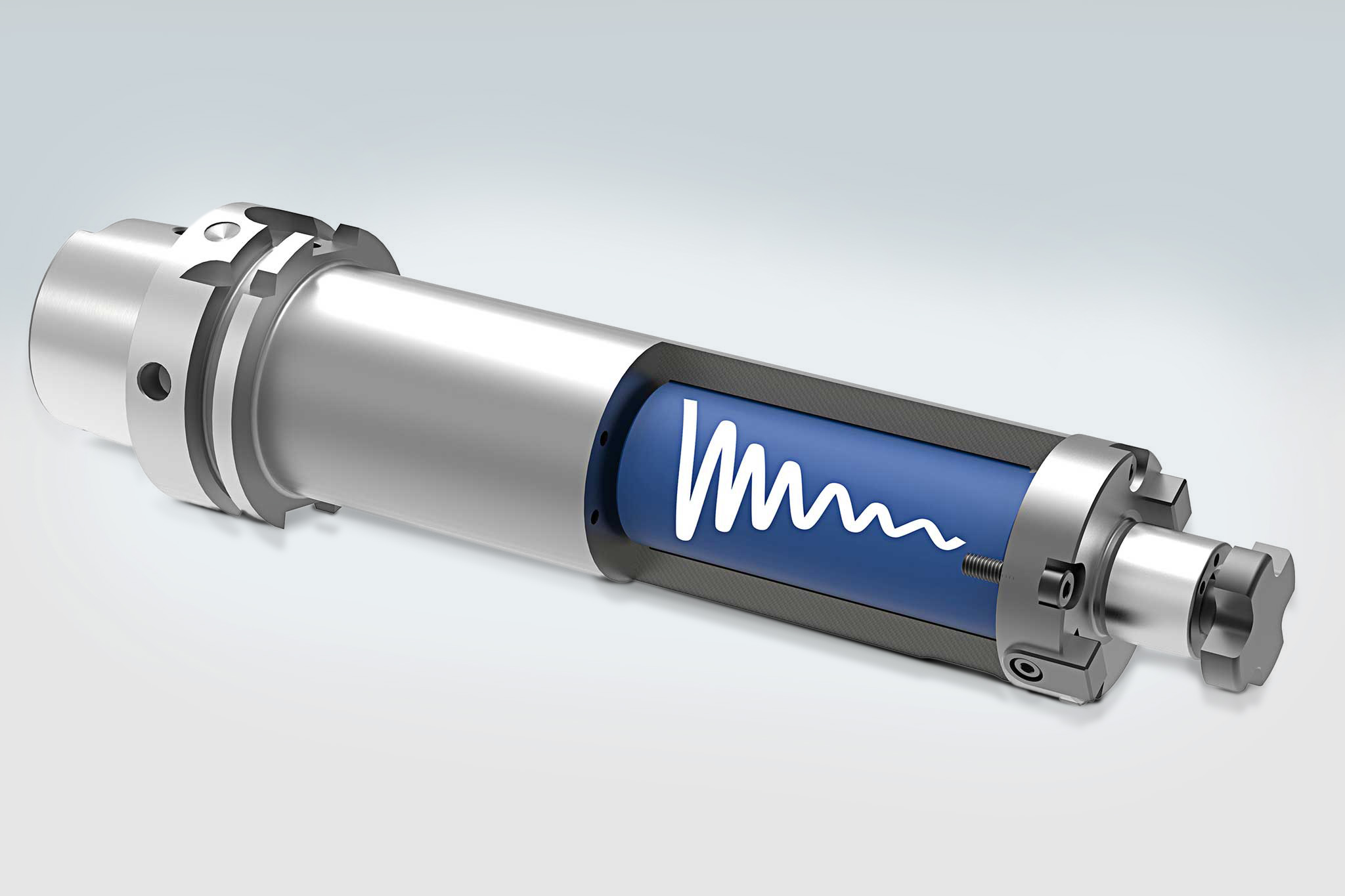
Aufsteckdorne mit Schwingungsdämpfung
Um Schwingungen bei Fräs- und Aufbohrwerkzeugen mit langen Auskragungen auszugleichen, stehen Aufsteckdorne mit integrierter Schwingungsdämpfung zur Verfügung. Ein Tilgersystem, bestehend aus mehreren Federpaketen, gleicht dabei die Frequenz der Schwingung in die Gegenrichtung aus. So überträgt die Bearbeitung nur minimale Schwingungen an den Grundkörper – um den Faktor 1.000 geringer als ohne Tilgersystem. Die gedämpften Aufsteckdorne ermöglichen eine ruhige, stabile Bearbeitung auch bei hohen Schnittwerten.
Verschiedene Ansätze, ein Ziel: Innovative Werkzeuglösungen von MAPAL bieten konkrete Vorteile hinsichtlich der Vermeidung beziehungsweise Kompensierung von Ratterschwingungen im Bearbeitungsprozess. Immer im Mittelpunkt steht dabei die tatsächliche Bearbeitung des Kunden, mit dem die MAPAL Spezialisten in enger Abstimmung einen optimalen Prozess unter Zuhilfenahme geeigneter Optionen erarbeiten.