Pré-usinagem inovadora para componentes hidráulicos
Com potentes brocas piloto e ferramentas para alargamento
A MAPAL amplia seu portfólio com soluções de ferramentas de alto desempenho para o furo do carretel.

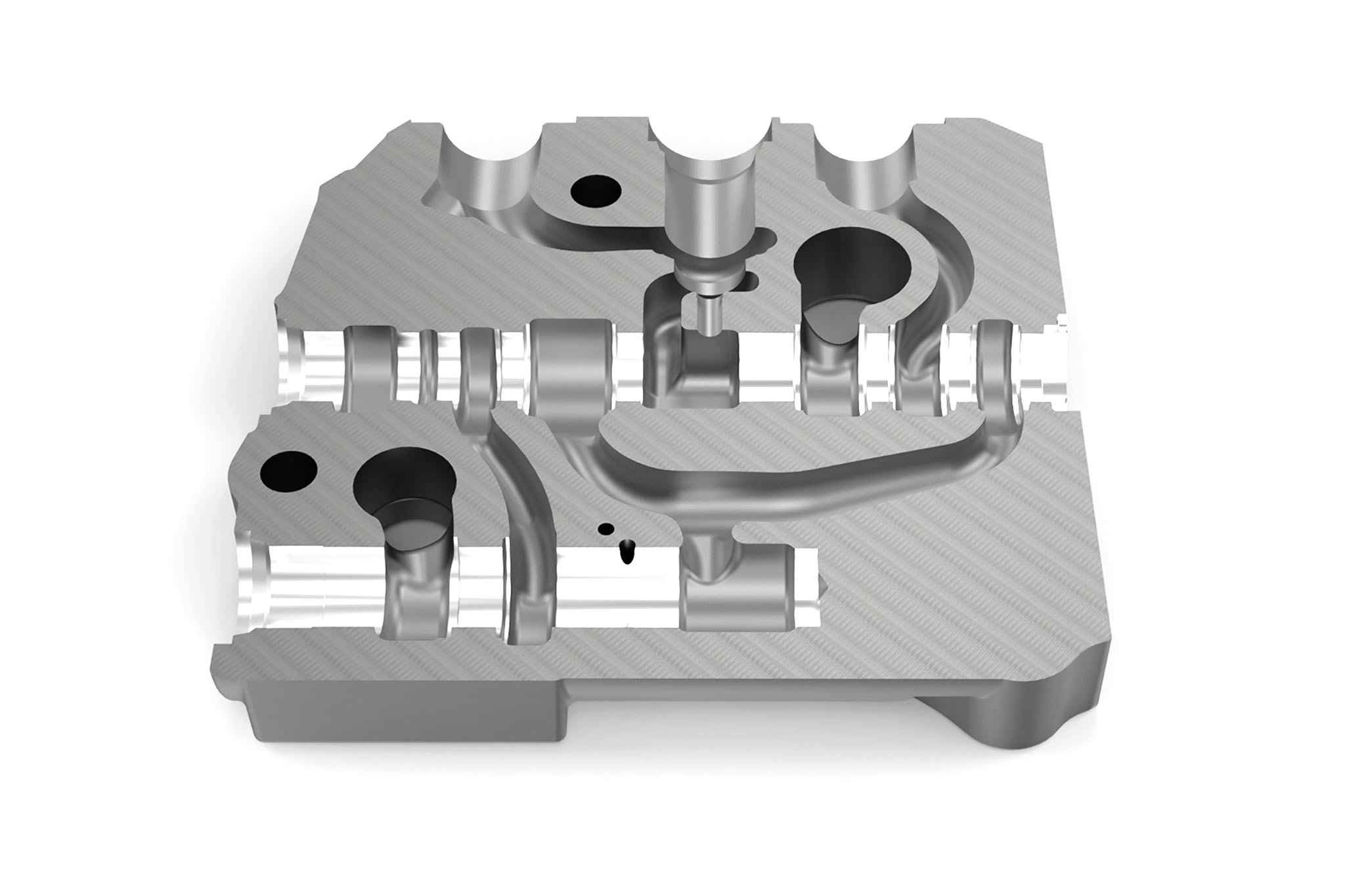
O furo do carretel é um elemento central em componentes hidráulicos, como corpos de válvulas ou bombas de pistão axial. A usinagem de acabamento com ferramentas para acabamento fino sempre foi uma das principais competências da MAPAL. Com novas soluções de ferramentas para a pré-usinagem, o especialista em ferramentas consolida sua posição como parceiro tecnológico holístico. Os clientes se beneficiam de um conceito de usinagem completo de um único fornecedor – desde a realização do furo piloto até a usinagem fina.
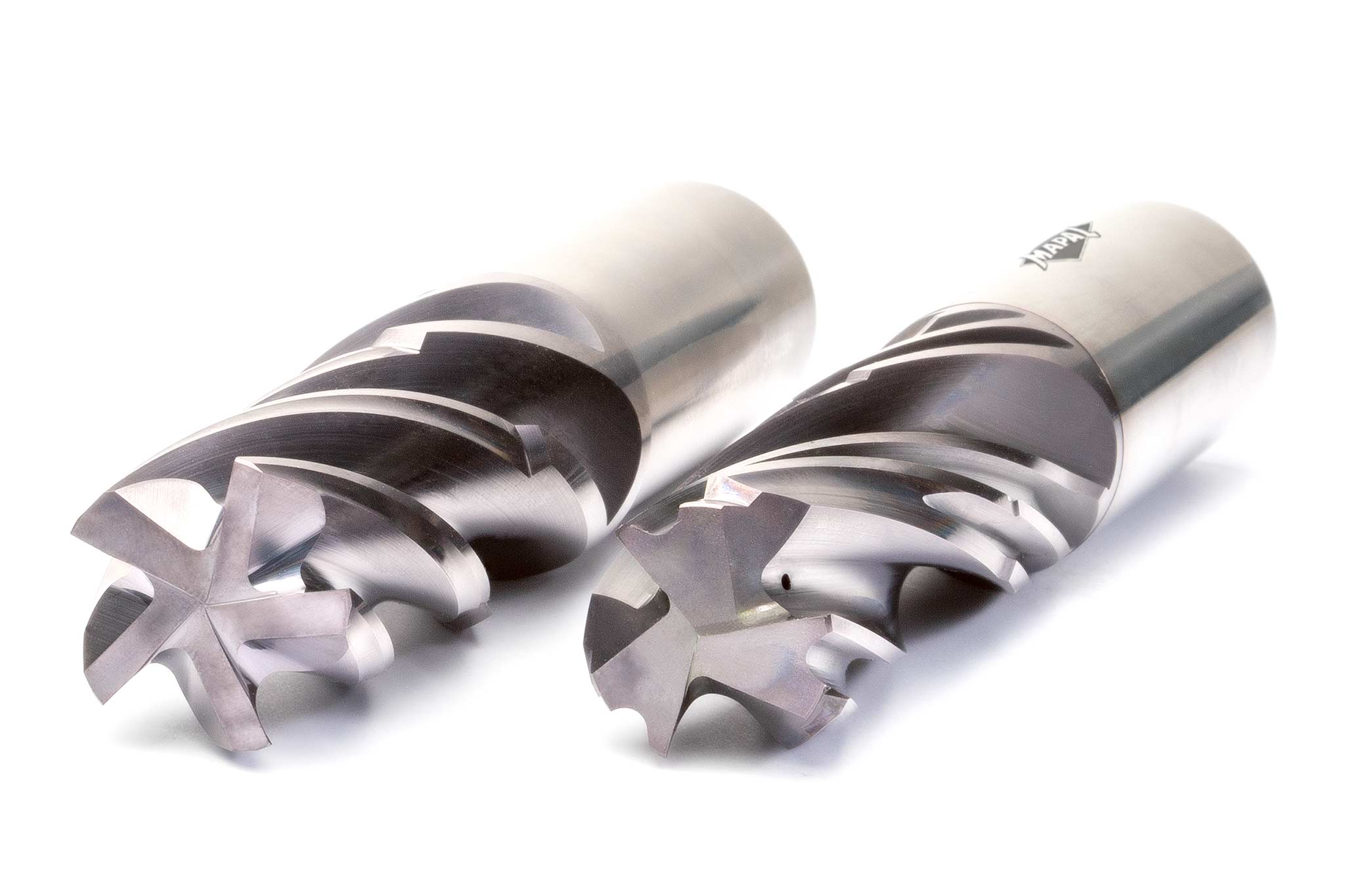
O foco está em duas ferramentas recém-desenvolvidas: A broca piloto com três ou cinco facas de corte para diferentes tipos de fundidos com propriedades que a realização de furos piloto eficiente e altamente econômica, reduzindo, assim, as etapas de trabalho e economizando trocas de ferramentas. Enquanto a fresa de três facas é utilizada em peças brutas estáveis, a fresa de cinco arestas atende as expectativas em condições de fundidos instáveis com resultados precisos em avanços elevados.
A ferramenta para alargamento de metal duro integral com três facas baseia-se, como a broca piloto com três facas, na tecnologia multicorte patenteada da MAPAL. Isso garante uma remoção limpa do cavaco e evita turbulências durante sua remoção – mesmo com taxas do furo de até 10xD. Uma refrigeração interna direcionada promove a durabilidade e aumenta ainda mais a confiabilidade do processo.
Ambas as ferramentas são perfeitamente adequadas para a usinagem precisa. Por meio de processos coordenados, taxas de refugo reduzidas e máxima rentabilidade, surgem soluções inovadoras para a tecnologia de fluidos – com valor agregado mensurável para o cliente.