W lotnictwie kluczowe znaczenie mają materiały o wysokiej wytrzymałości, a jednocześnie lekkie. Dzięki nowatorskim kombinacjom materiałów można jeszcze bardziej pogłębić pogłębianie masy, zwiększyć wytrzymałość i odporność na korozję, a także uprościć montaż dzięki zintegrowanej konstrukcji. Podczas gdy elementy konstrukcyjne z aluminium, tytanu lub stali o wysokiej wytrzymałości są obrabiane w centrach obróbczych lub na maszynach portalowych, obróbka w montażu końcowym odbywa się za pomocą maszyn ręcznych, wiertarek lub robotów.
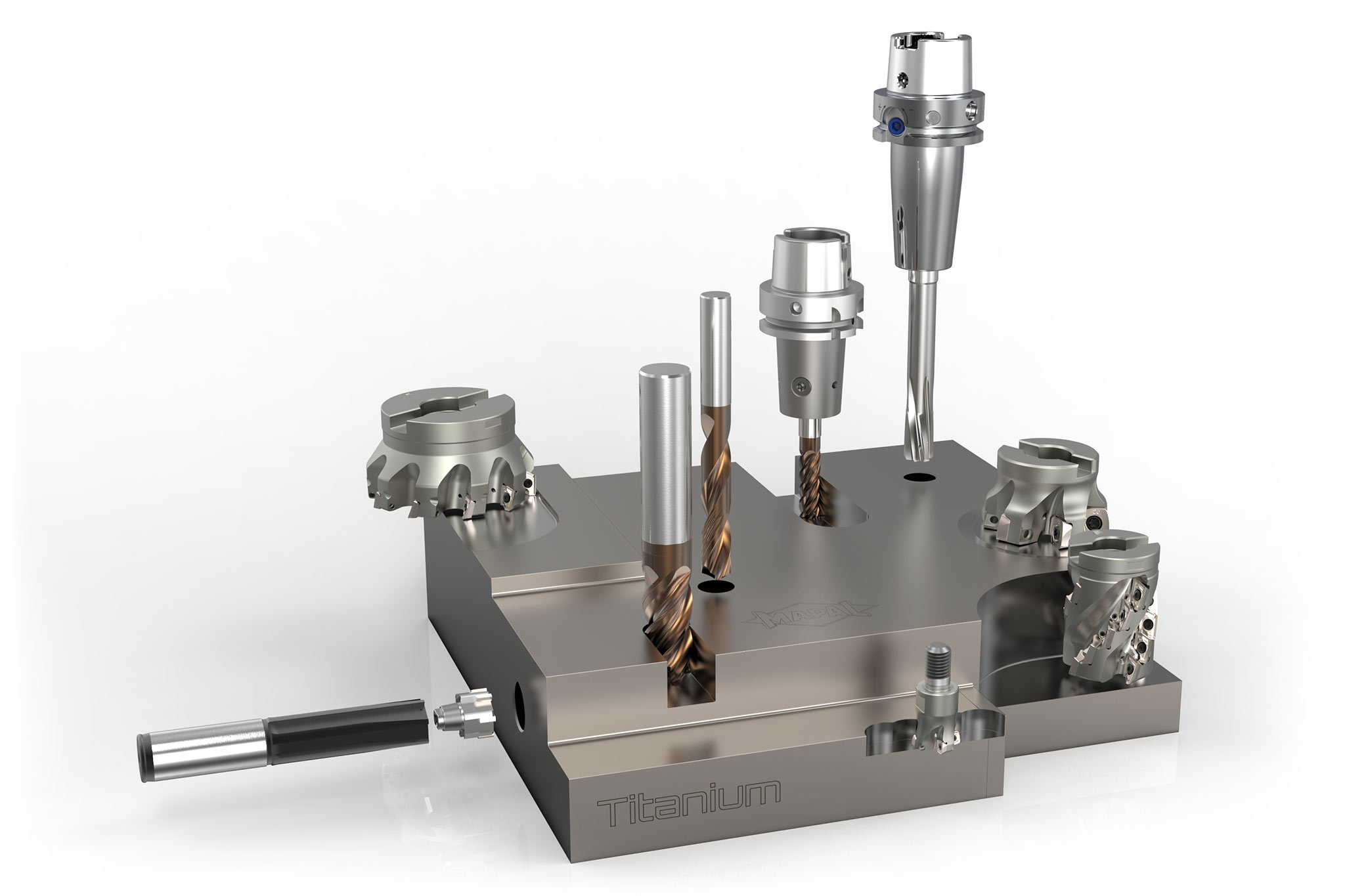
Program narzędzi do obróbki tytanu
Frezowanie z użyciem stałych ostrzy
OptiMill-Titan-HPC
Frez walcowo-czołowy
Czteroostrzowy frez walcowo-czołowy do obróbki zgrubnej i wykańczającej tytanu
Specjalne przygotowanie krawędzi skrawających zapewnia optymalną powierzchnię
Najwyższa stabilność narzędzia dzięki maksymalnej średnicy rdzenia i jego nachyleniu w stosunku do chwytu
Dostępne różne promienie narożników
Zakres ø: 6,00 - 25,00 mm
OptiMill-Tro-Titan
Frez trochoidalny
Pięciostronny frez trochoidalny
Maksymalna wydajność skrawania przy jednoczesnej wysokiej jakości powierzchni
Zoptymalizowany nierównomierny podział
Precyzyjnie wyważona część tnąca chroniąca wrzeciono maszyny i zapewniająca dłuższą żywotność
Głębokość skrawania do 3xD
Zakres ø: 6,00 - 25,00 mm
Frezowanie z wymiennymi ostrzami
NeoMill-Titan-2-Corner
Frez walcowo-czołowy
Frez walcowo-czołowy z dwuostrzowymi płytkami skrawającymi promieniowymi
Pozytywny kształt podstawowy dla elementów podatnych na drgania
Głębokość skrawania do 10 mm
Zakres ø: 40,00–100,00 mm
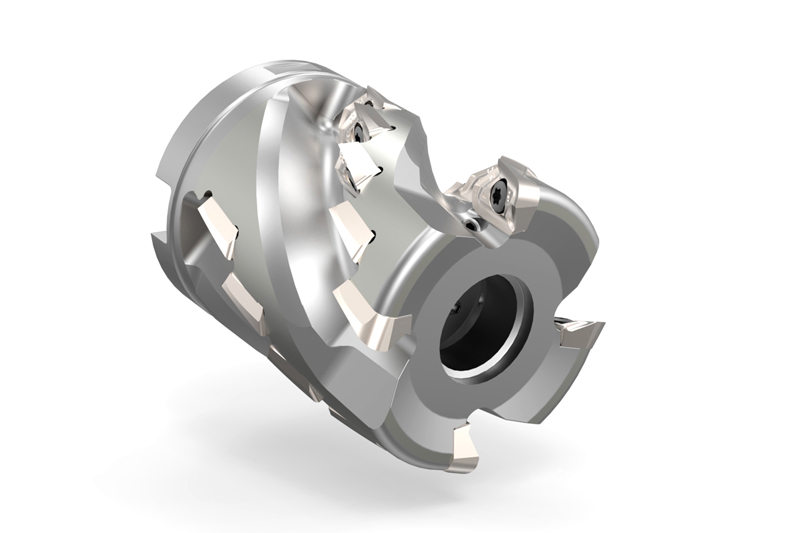
NeoMill-Titan-2-Shell
Frez czołowy walcowy
Frez czołowy walcowy z dwustronnymi płytkami skrawającymi promieniowymi
Idealny do głębokiego frezowania narożnego i do przycinania z dużą głębokością skrawania do 57 mm
Zakres ø: 32,00–80,00 mm
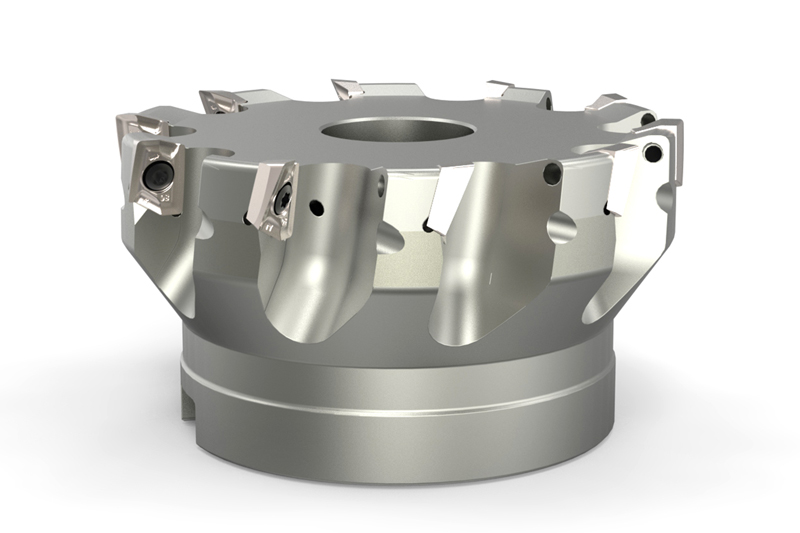
NeoMill-2/4-HiFeed90
Frez walcowo-czołowy o wysokim posuwie/90°
Uniwersalny system narzędziowy zapewniający najwyższą wydajność
Zakres ø: 16,00 - 200,00 mm
Wiercenie w pełnym materiałe
MEGA-Speed-Drill-Titan
Wiertła z węglika spiekanego
Wiertła dwustronne do wysokich prędkości
Cztery łysinki zapewniające dokładność powierzchni i cylindryczność (klasa tolerancji IT9, IT8 możliwa do osiągnięcia)
Wypukła krawędź tnąca z fazą narożną zapewniająca najwyższą stabilność
Nowatorski profil sznurkowy chroniący łysinki
Maksymalna odporność na wysoką temperaturę i zużycie
Zakres ø: 3,00–20,00 mm
Rozwiercanie i rozwiercanie precyzyjne
FixReam-FXR
Wysokowydajna rozwiertarka z trzpieniem cylindrycznym
Wysokowydajna rozwiertarka z węglika spiekanego
Proste rowki do otworów przelotowych i podstawowych
Rowki skośne w lewo do otworów przelotowych
Idealne do realizacji krótkich czasów cyklu
Dostępne różne materiały skrawające i powłoki
Zakres ø: 2,80 – 20,20 mm
Wiertło z wymienną głowicą HPR
Wytaczarka z wymienną głowicą i punktem odcinania HFS
Wysokoprecyzyjny system wymiennych głowic w wersji monolitycznej z lutowanymi ostrzami
Dokładność koncentryczności i wymiany < 3 μm
Najwyższa ekonomiczność dzięki systemowi modułowemu
Nadaje się do smarowania minimalną ilością oleju (MMS)
zakres ø: 7,00 - 65,00 mm
powiercanie
Powiercanie w tytanie
Pogłębiacze z technologią styczną
Narzędzia specjalne dostosowane do konkretnych elementów, zapewniające najwyższą wydajność, ekonomiczne procesy i stabilne koncepcje obróbki Płytki skrawające styczne CTHQ i FTHQ
Najlepsze wyniki obróbki przy stosunku długości do średnicy >3,5xD dzięki szlifowaniu łukowemu
Titanium and titanium alloys are predestined for use in aerospace. High demands are placed on workpiece material strength and corrosion resistance in relation to their specific weight. This results in a wide range of applications extending from small mechanically processed structural parts to load-bearing parts in the fuselage or blades in the engine.
Machining example torsion link
1 / 5
Fine boring tool
Arrangement of the cutting edges
Perfect concentricity of the bores
Optimal surface roughness
Perfect bore geometry
Stable machining thanks to guide pads
High accuracy of repetition and easy tool setting
2 / 5
NeoMill-Titan-2-Shell
Maximum machining rates
Optimum chip removal
Very quiet running
Variable cooling concept
Cutting edges with various corner radii can be deployed
Variety of cutting materials available
3 / 5
MEGA-Speed-Drill-Titan
140° point angle
Little development of built-up edge due to extremely smooth coating
Four margin lands (best roundness values)
Convex cutting edge
Internal coolant supply
Newly designed chip flute (optimal chip removal)
Efficient coolant flow (avoids friction and heat at the cutting edge)
4 / 5
OptiMill-Titan-HPC
Special edge preparation (stable cutting edge)
Optimal pitch (stable cut, smooth running)
Core rise for more stability
5 / 5
FixReam
Solid carbide or brazed design
Bore quality: H7
DLC coating for optimal performance
Configurable diameter
Design for through or blind bores
Suitable for minimum quantity lubrication (MQL)
Machining example hingeline
1 / 6
Deburring tools made from solid carbide
With these custom tools in a special spherical shape, the bore entrance and exit of the main bore as well as the fixing bore are deburred through circilar milling.
2 / 6
NeoMill-Titan-2-Corner
High machining rates
Very quiet running
Cutting edges with various corner radii can be deployed
Variety of cutting materials available
3 / 6
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates
Short cycle times
4 / 6
TTD replaceable head drill, custom drill, boring bar
TTD replaceable head drill for piloting the first lug
Custom drill with additional guide element at the neck for medium machining of lugs from both sides
Bearing-guided boring bar for precise finishing of the main bore from one side
5 / 6
OptiMill-Titan-HPC
Increases tool life by 35%
Perfect solution for roughing, medium machining and finishing
Excellent price-performance ratio
Fits Mill Chuck, System HB
Optimal pitch (stable cut, smooth running)
Core rise for more stability
6 / 6
OptiMill-Tro-Titan
Extends tool life by 10% compared to previous solutions
High removal rates possible
Unequal spacing of the cutting edges
Special coating to avoid deposits
Specially designed chip flute for optimum chip removal
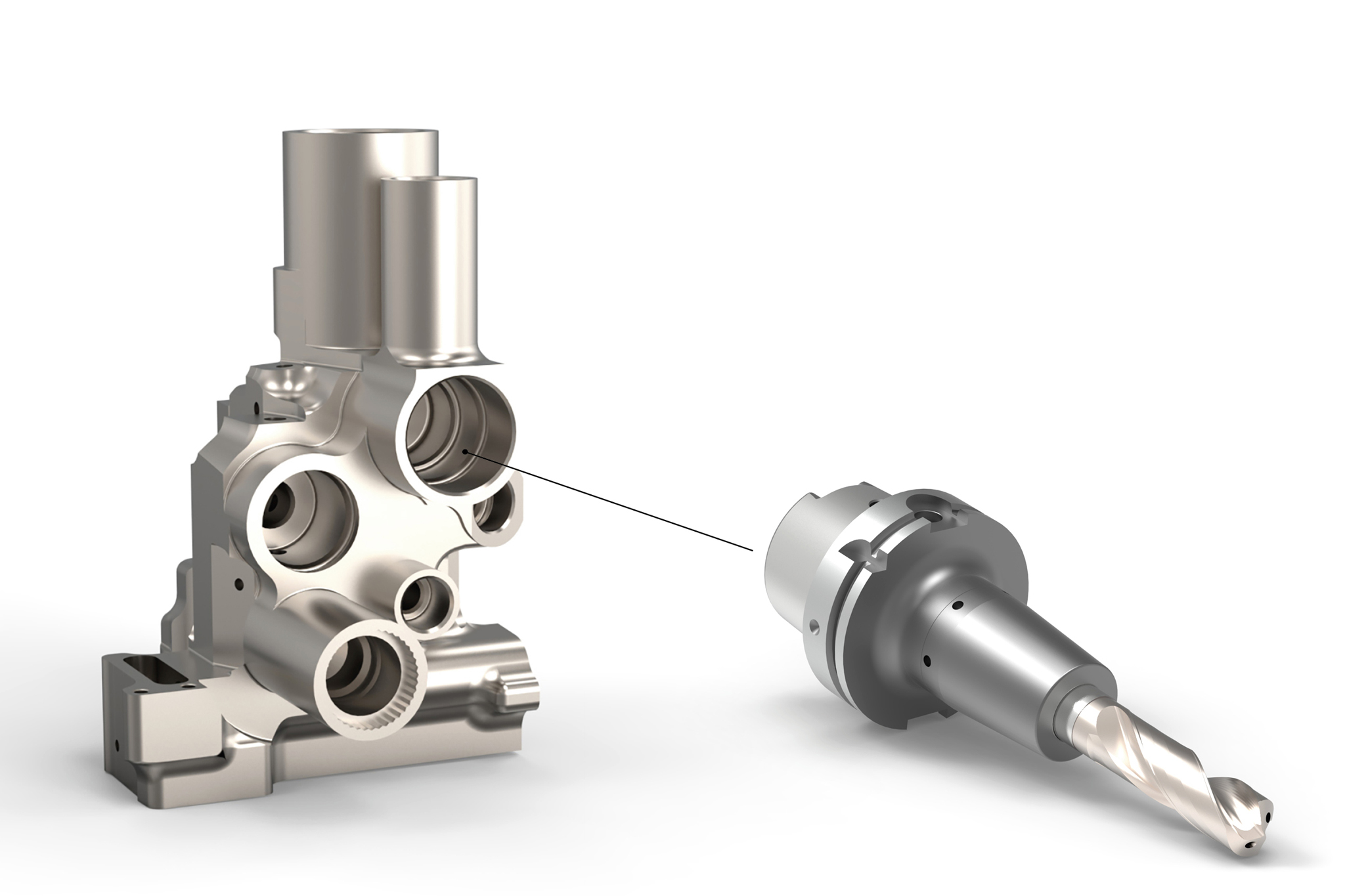
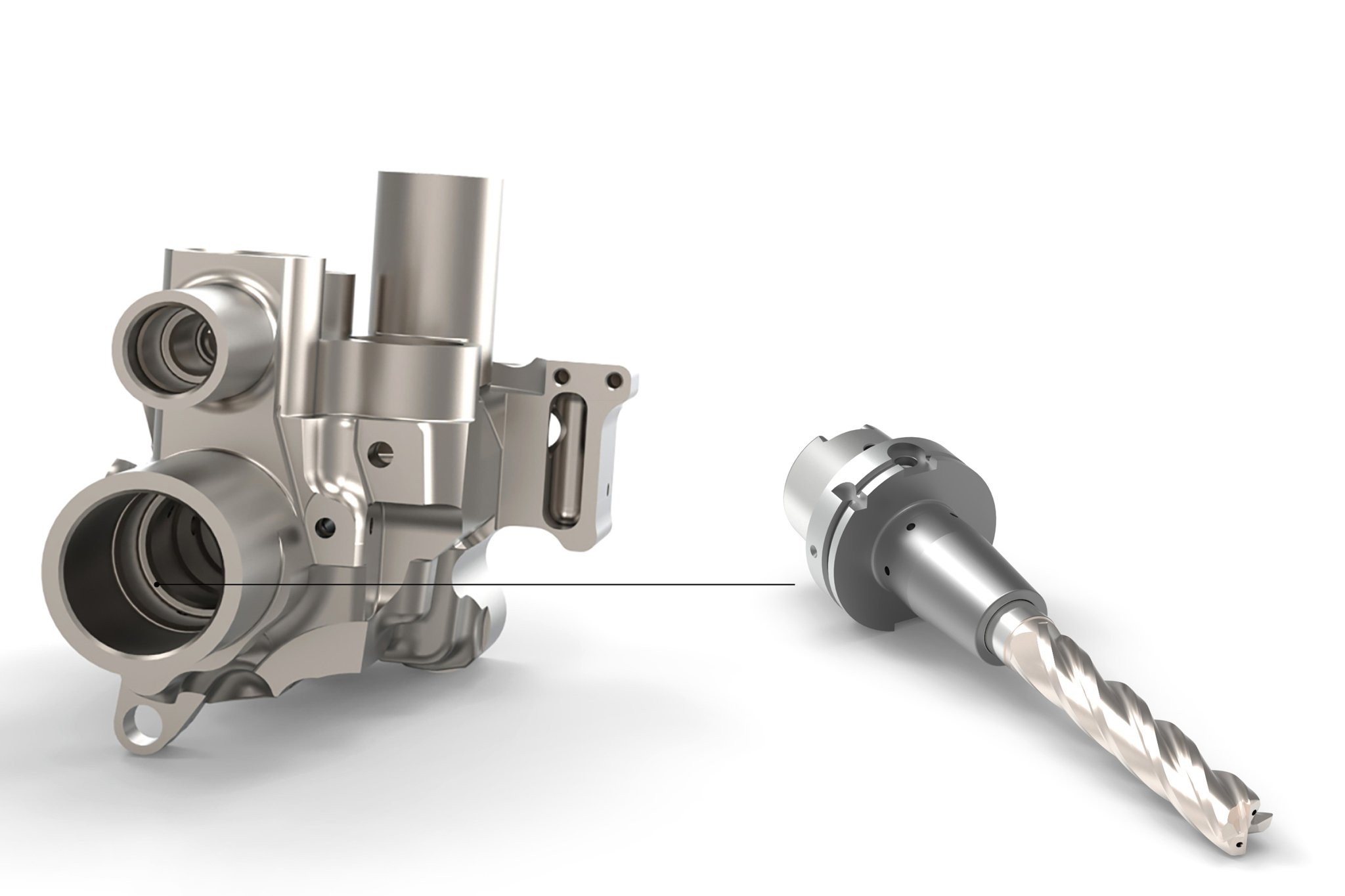
Machining example valve housing
1 / 7
Solid carbide drill
For difficult drilling applications
Innovative lead geometry for good chip removal and low cutting pressure
Significantly more performance, up to twice the feed rate compared to previous solutions
2 / 7
Boring tool with interchangeable blades
Three-stage boring tool for medium machining
No setting of cutting edges necessary
Economical tool concept for roughing bores
High machining rates possible
Indexable inserts with excellent thermal stability
3 / 7
Boring tool made of solid carbide with four edges
Long tool life thanks to special coating
Coating protects the cutting edges against high temperatures and excessive wear and tear
The internal coolant supply and chip channel geometries ensure efficient chip removal
4 / 7
HPR replaceable head reamer with six edges
Perfect concentricity of the bores
High feed rate possible and therefore less machining time
Adjustable adapter enables precise tool settings and eliminates spindle errors
Complete finishing in a single step
5 / 7
Solid carbide drill with three edges
Special triple-edge geometry
Perfect positioning of the drill
Highly suitable for inclined bore entrances or cross bores
6 / 7
Boring tool made of solid carbide with four edges
Special geometry
Stable machining
Optimal guide into the bore
Four cutting edges ensure the right geometry of the bore prior to finishing
7 / 7
HPR reamer with six edges
Can be repaired by desoldering/soldering the blades
Perfect roundness of the bore due to the matching multi-cutting edge geometry
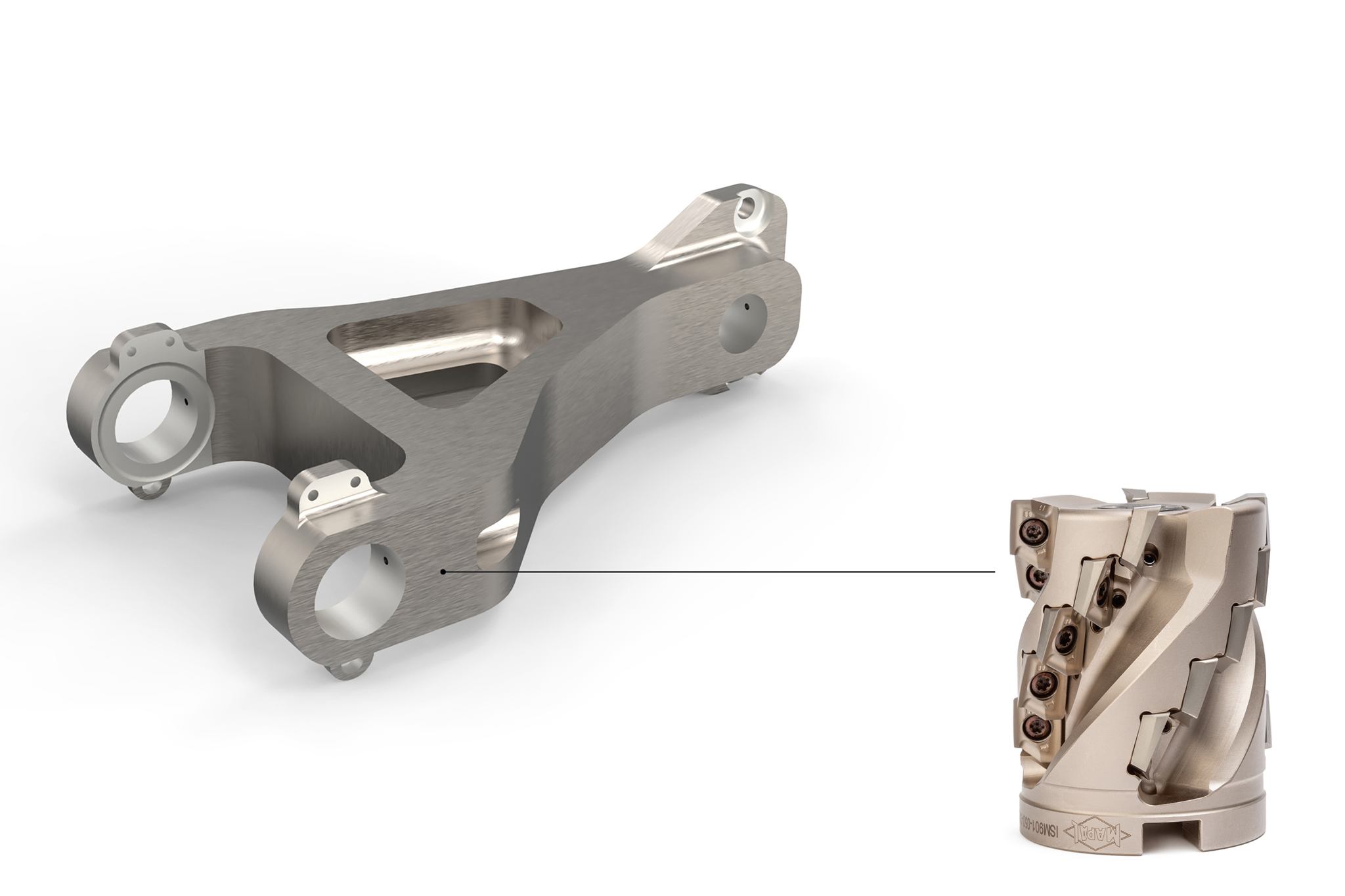
Lower weight means lower fuel consumption resulting in fewer emissions. Therefore, many different applications for titanium materials can be found in automotive engineering. Starting with engine components, through to transmission parts and suspension elements as well as exhausts. The automotive manufacturers’ objective is to make vehicles lighter and therefore more environmentally friendly.
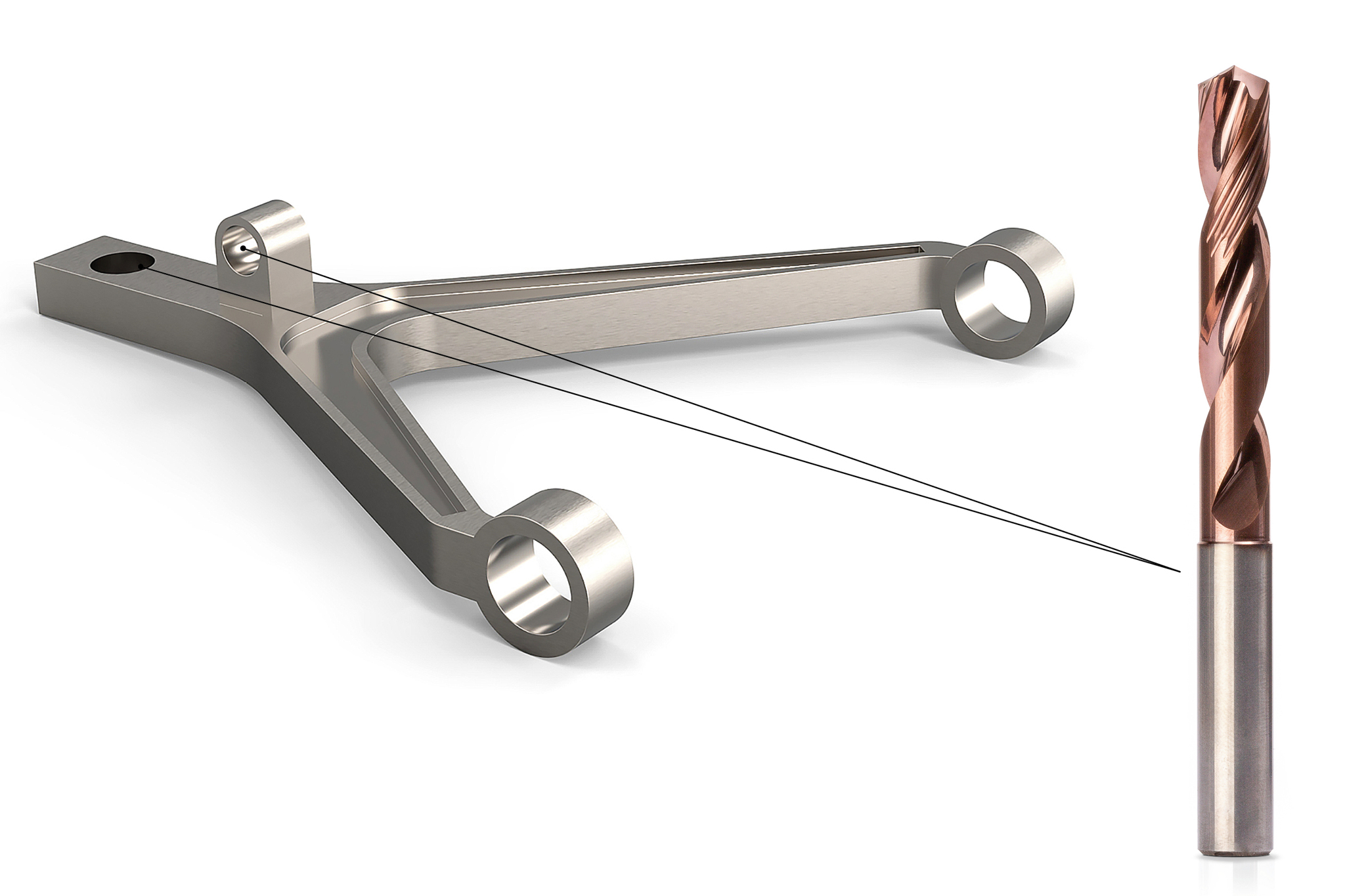
Machining example control arm
1 / 4
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates
Short cycle times
2 / 4
OptiMill-Titan-HPC
Four-edge roughing milling cutter
Polished chip flute
Heat-resistant high-performance coating
Unequal cutting edge (smooth cut)
3 / 4
HPR replaceable head reamer
Radial run-out and changeover accuracy less than 3 μm
Easy to handle
Maximum precision and productivity
Internal coolant supply to directly cool the cutting edges
Particularly economical (replaceable head)
4 / 4
NeoMill-Titan-2-Shell
Maximum machining rates
Optimum chip removal
Very quiet running
Variable cooling concept
Cutting edges with various corner radii can be deployed
Titanium is practically the perfect workpiece material for medical technology as it can be implemented extensively due to its bio-compatibility (i.e. its stability in biological surrounding – anti-allergenic), low thermal conductivity and anti-magnetic behaviour.
Machining example hip joint
1 / 1
OptiMill-Tro-Titan
Heat-resistant high-performance coating
Specially designed chip flute for optimum chip removal
Heat reduction in the cutting zone
Machining example bone plates
1 / 2
OptiMill-Tro-Titan
Odporna na wysoką temperaturę powłoka o wysokiej wydajności
Specjalnie zaprojektowana rowek na wióry dla optymalnego usuwania wiórów
Redukcja ciepła w strefie cięcia
2 / 2
MEGA-Speed-Drill-Titan
Wydłużenie trwałości o 30% w porównaniu z dotychczasowym rozwiązaniem
Specjalistyczne wiertło do wysokich prędkości skrawania i posuwów