Napędy elektryczne
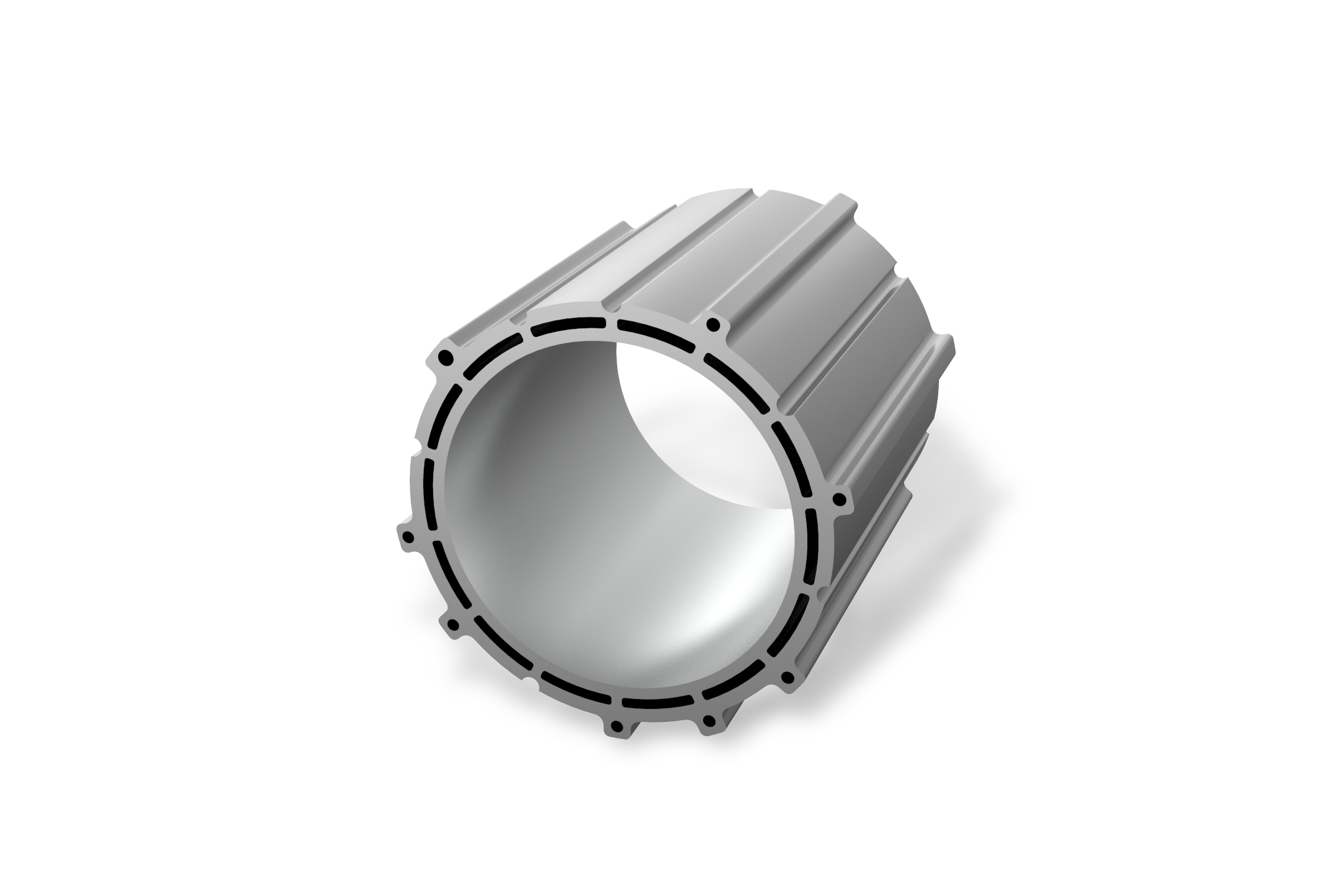
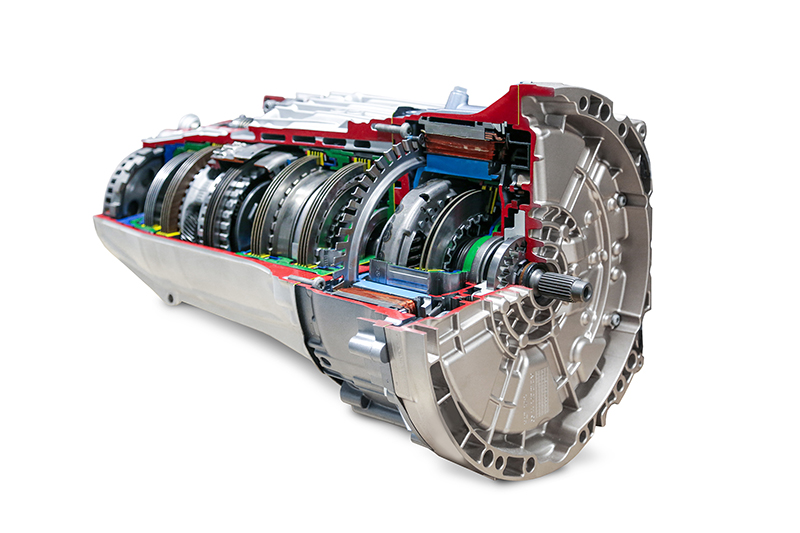
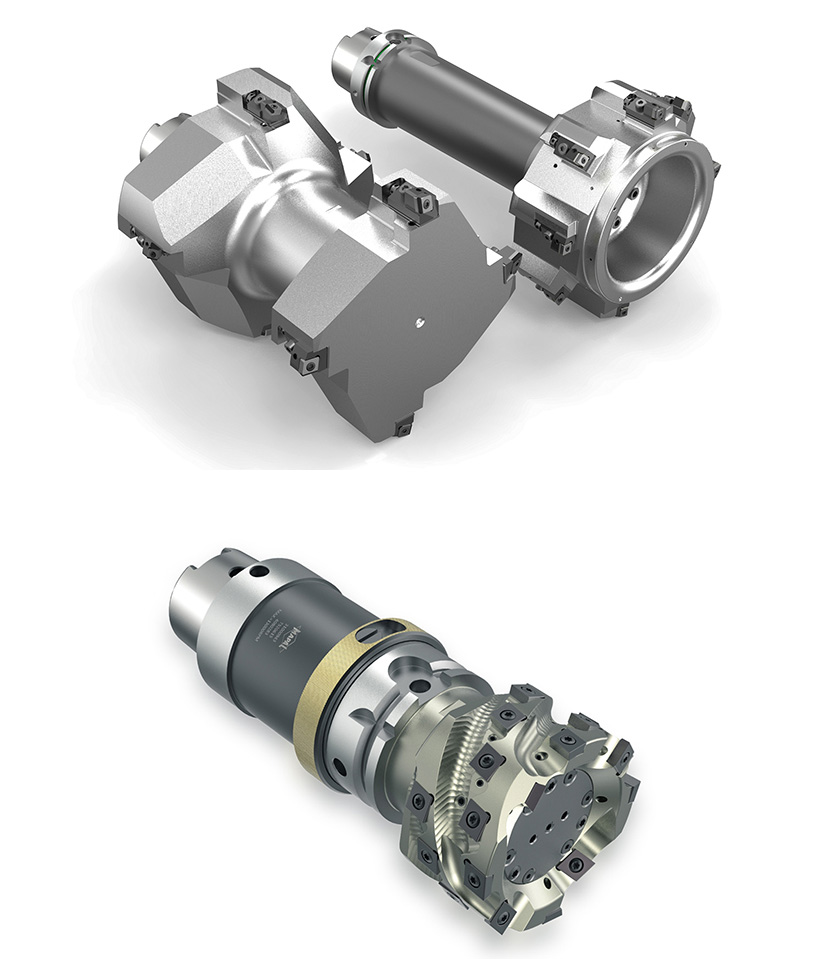
Producenci samochodów i dostawcy stoją przed nowymi wyzwaniami w zakresie komponentów do silników elektrycznych. Jak duże są one, pokazuje przykład obudowy silnika elektrycznego: w porównaniu z obudową przekładni musi ona być produkowana z zachowaniem znacznie węższych tolerancji, ponieważ dokładność ma decydujący wpływ na sprawność silnika elektrycznego.Ponadto obudowa silnika elektrycznego ma zazwyczaj znacznie cieńsze ścianki niż obudowa przekładni ze względu na swoją specjalną konstrukcję, np. zintegrowane kanały chłodzące. W niektórych z tych obudów wciskane są ponadto tuleje łożyskowe ze stali. Specjalne osłony ochronne w narzędziu zapewniają, że podczas obróbki wióry stalowe nie mają kontaktu z powierzchniami aluminiowymi i nie powodują ich uszkodzenia.
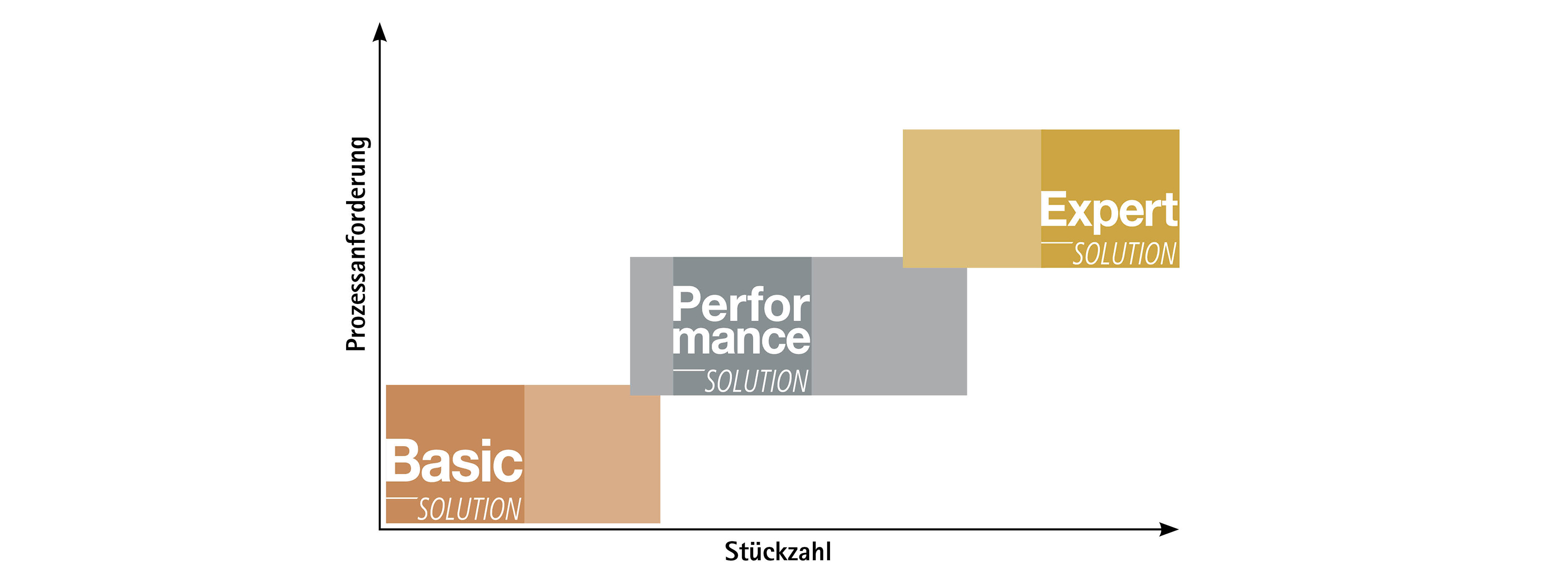
Wymagania dotyczące obróbki skrawaniem i cechy różnych rodzajów obudów


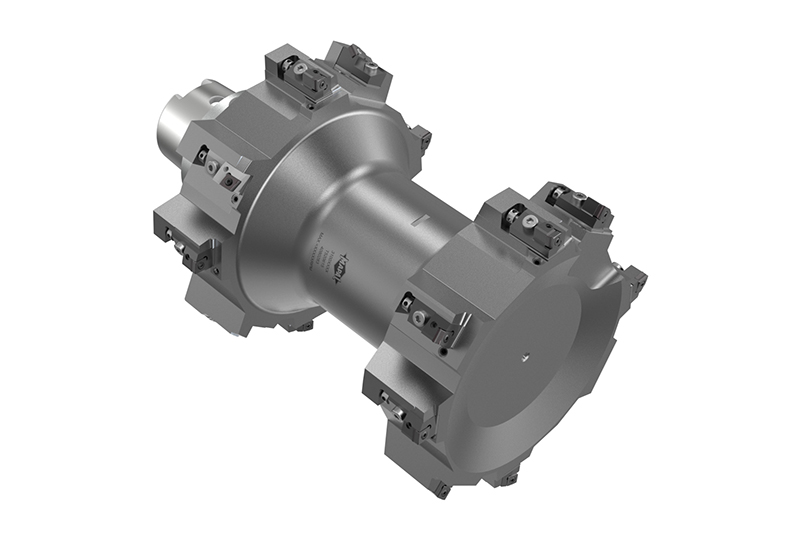
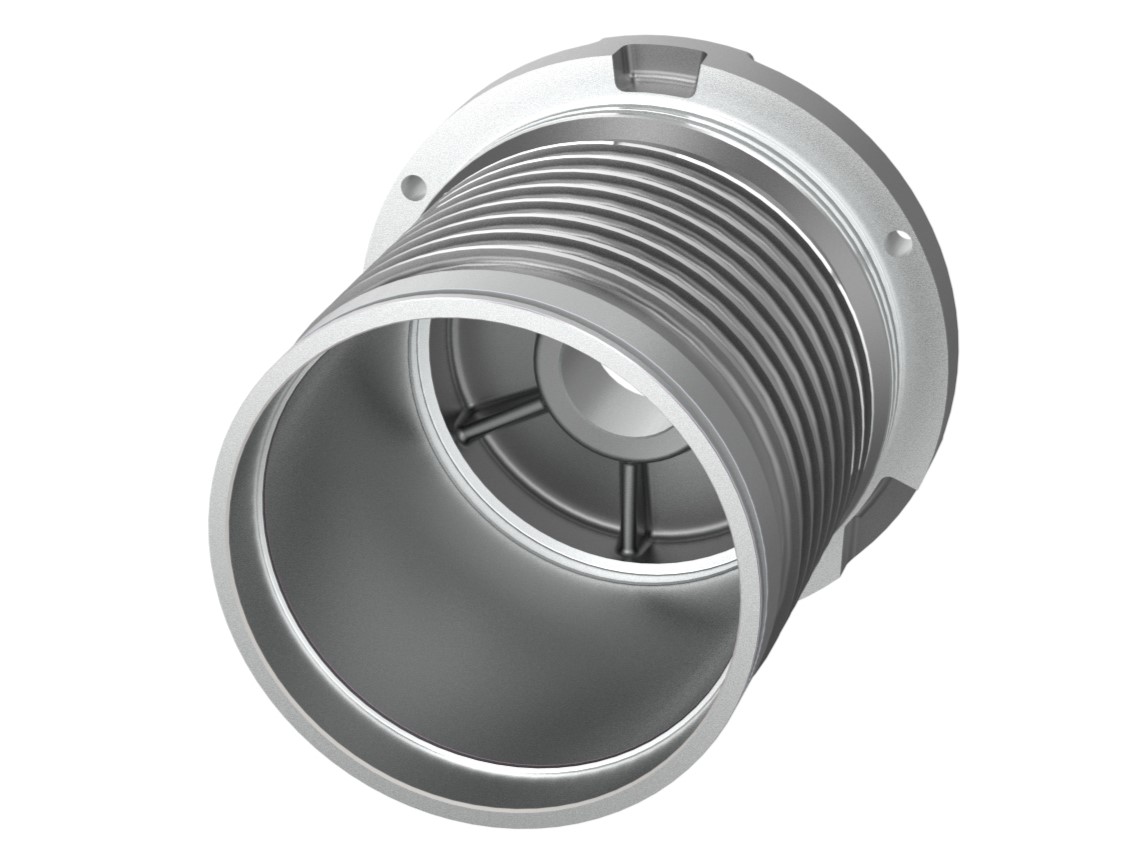
Podstawowa procedura obróbki obudów stojana
Proces obróbki oraz narzędzia są dobierane indywidualnie w zależności od sytuacji wymiarowej, parku maszynowego i mocowania. W ten sposób siły skrawania działające na element są ograniczane do minimum. Obróbka otworu stojana dzieli się na trzy etapy: obróbkę wstępną, obróbkę półwykańczającą i obróbkę wykończeniową.
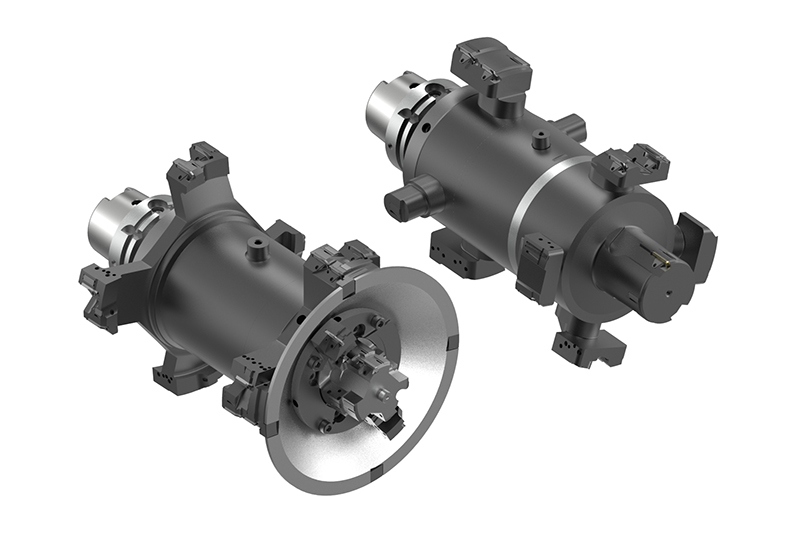
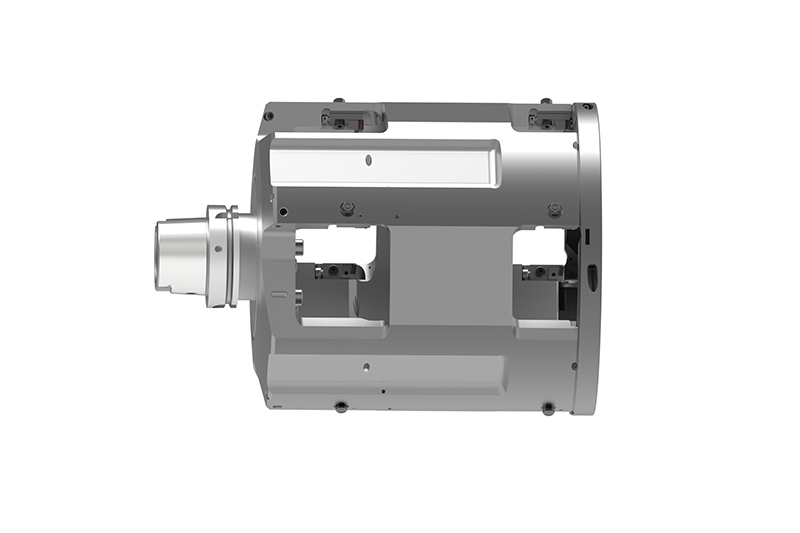
Obróbka zewnętrzna obudów stojana



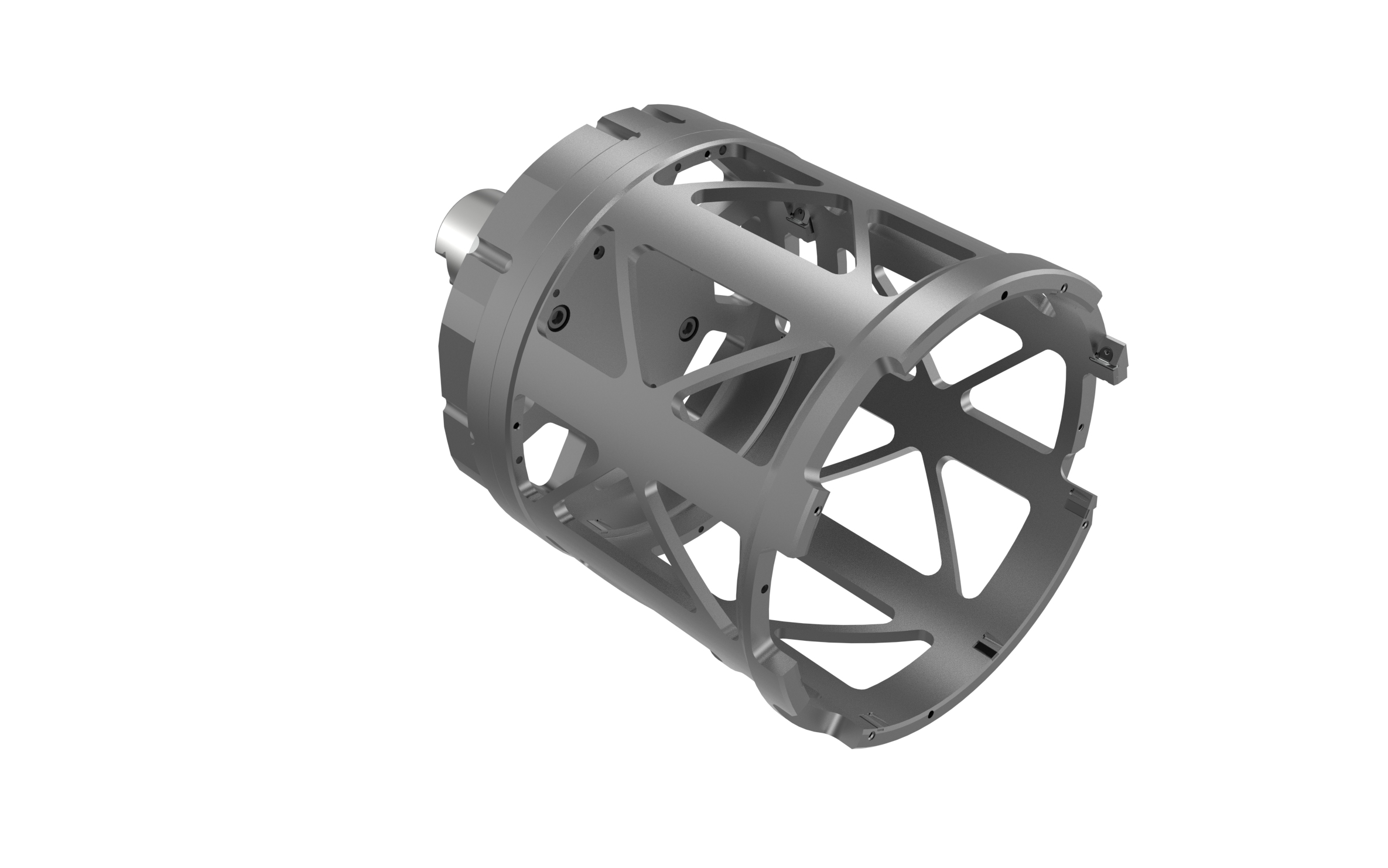
Rozwiązania w zakresie obróbki skrawaniem dla...