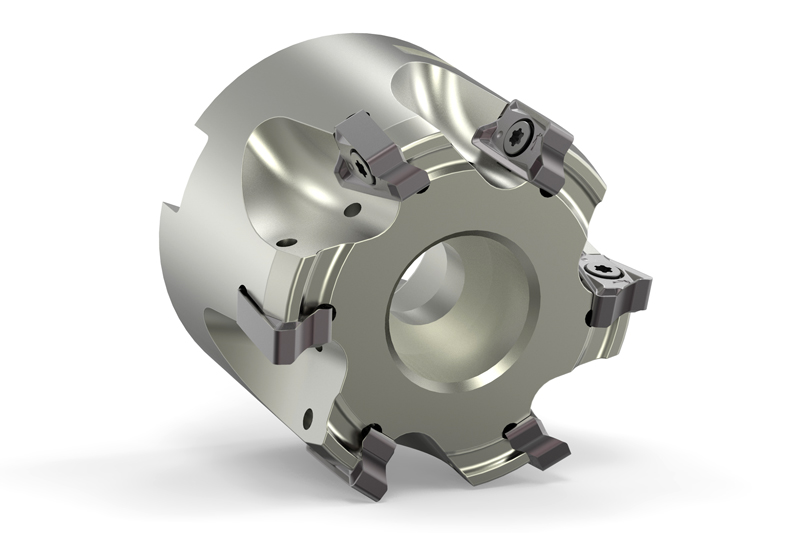
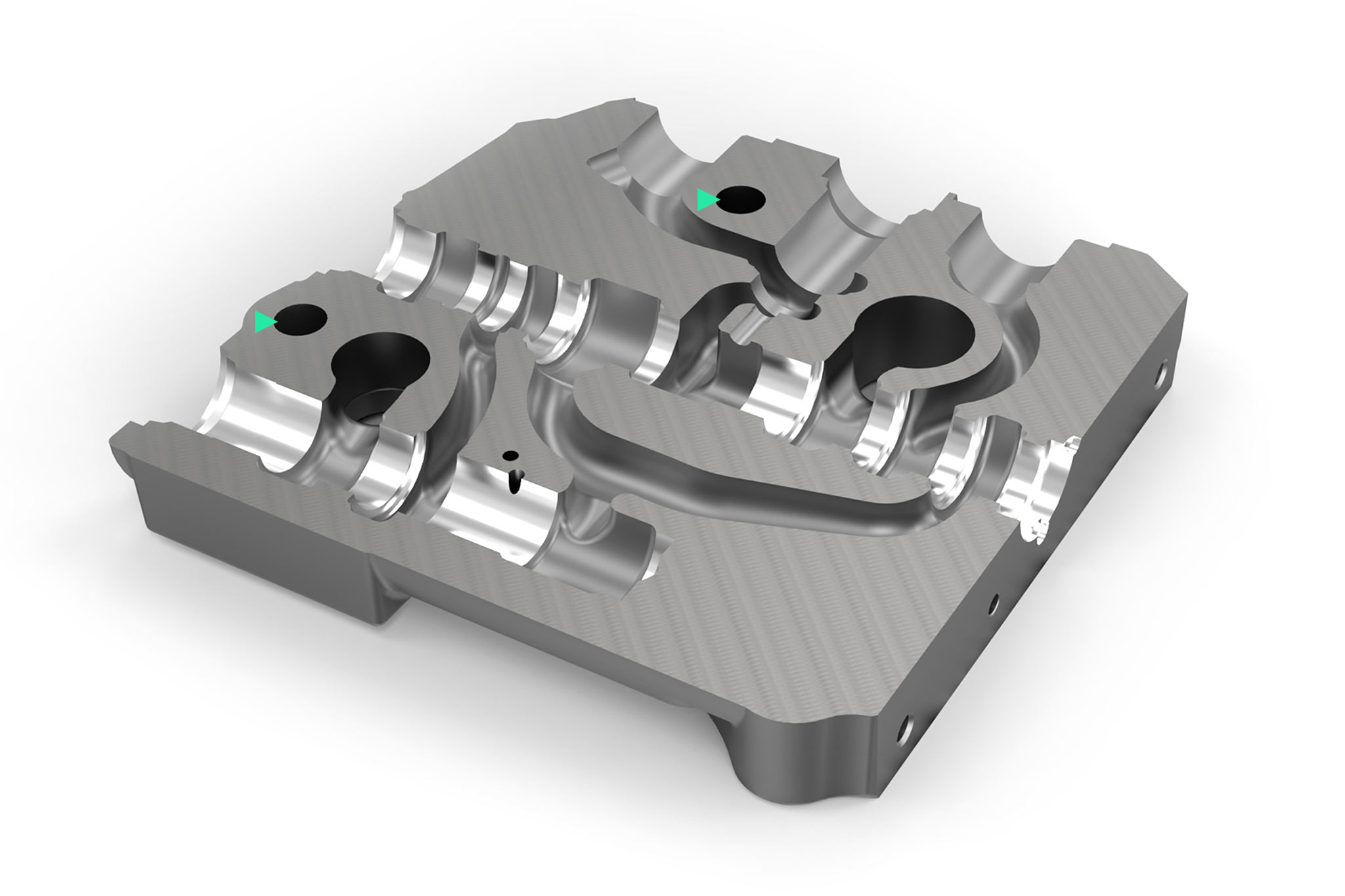
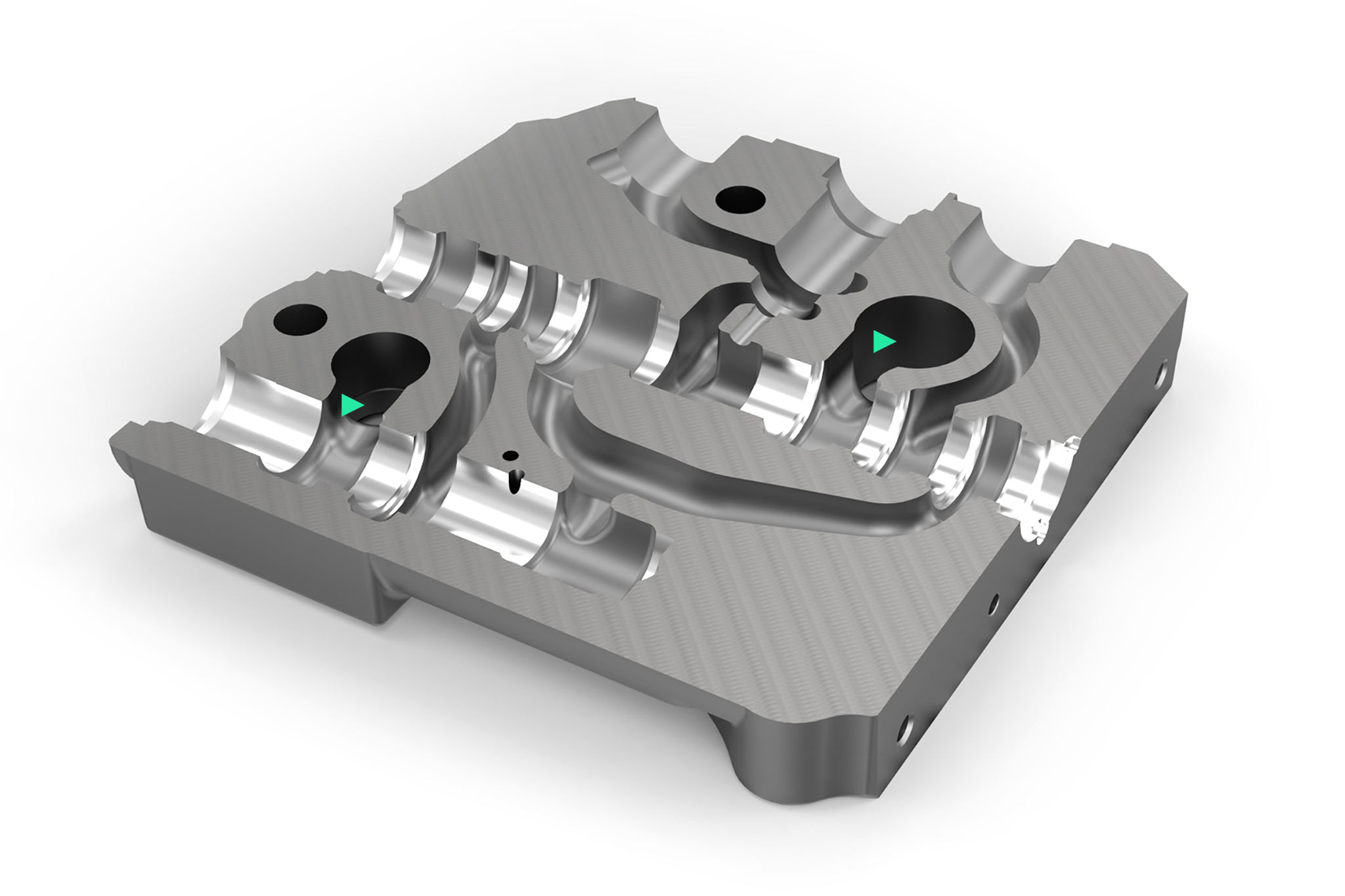
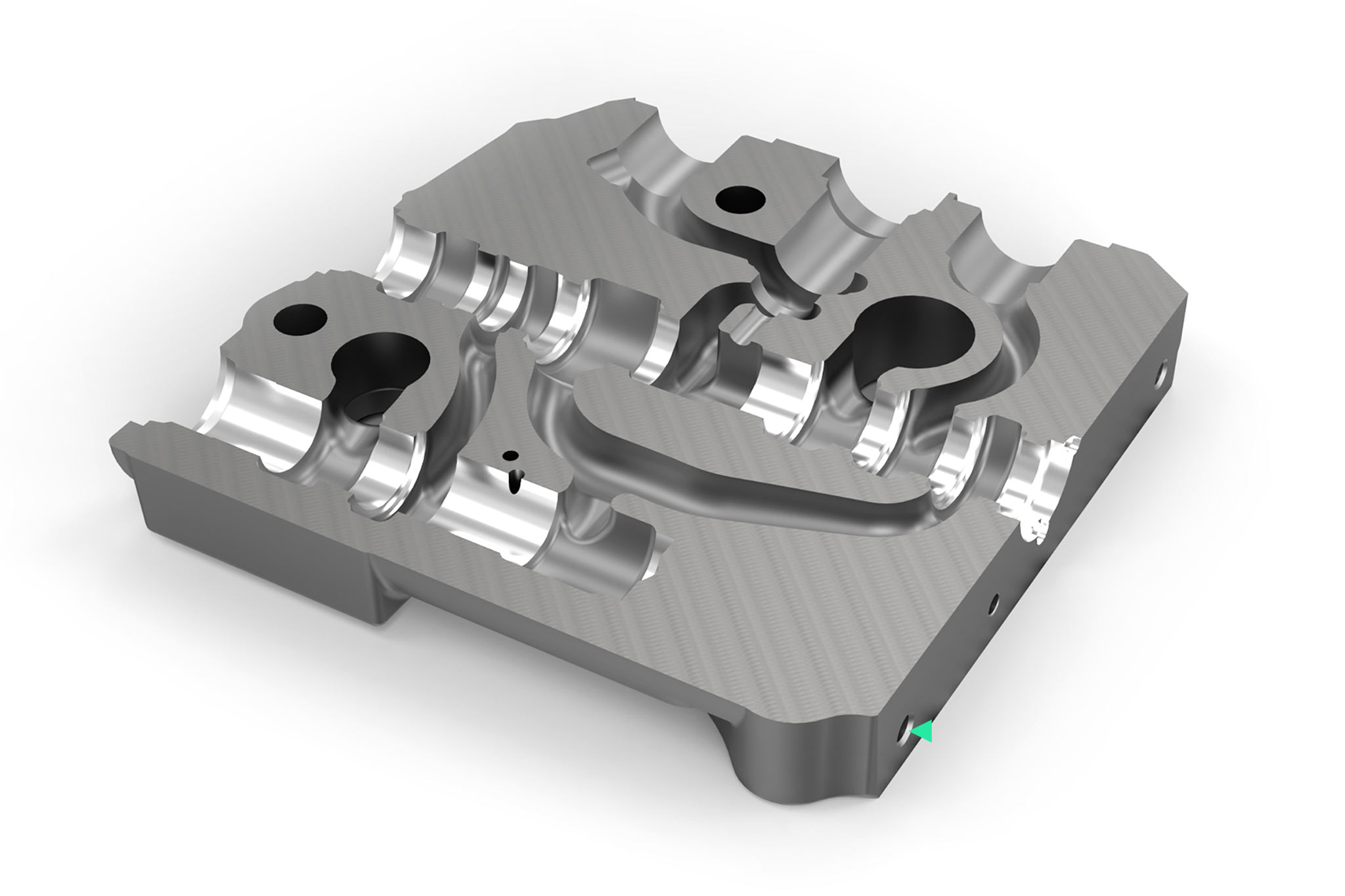
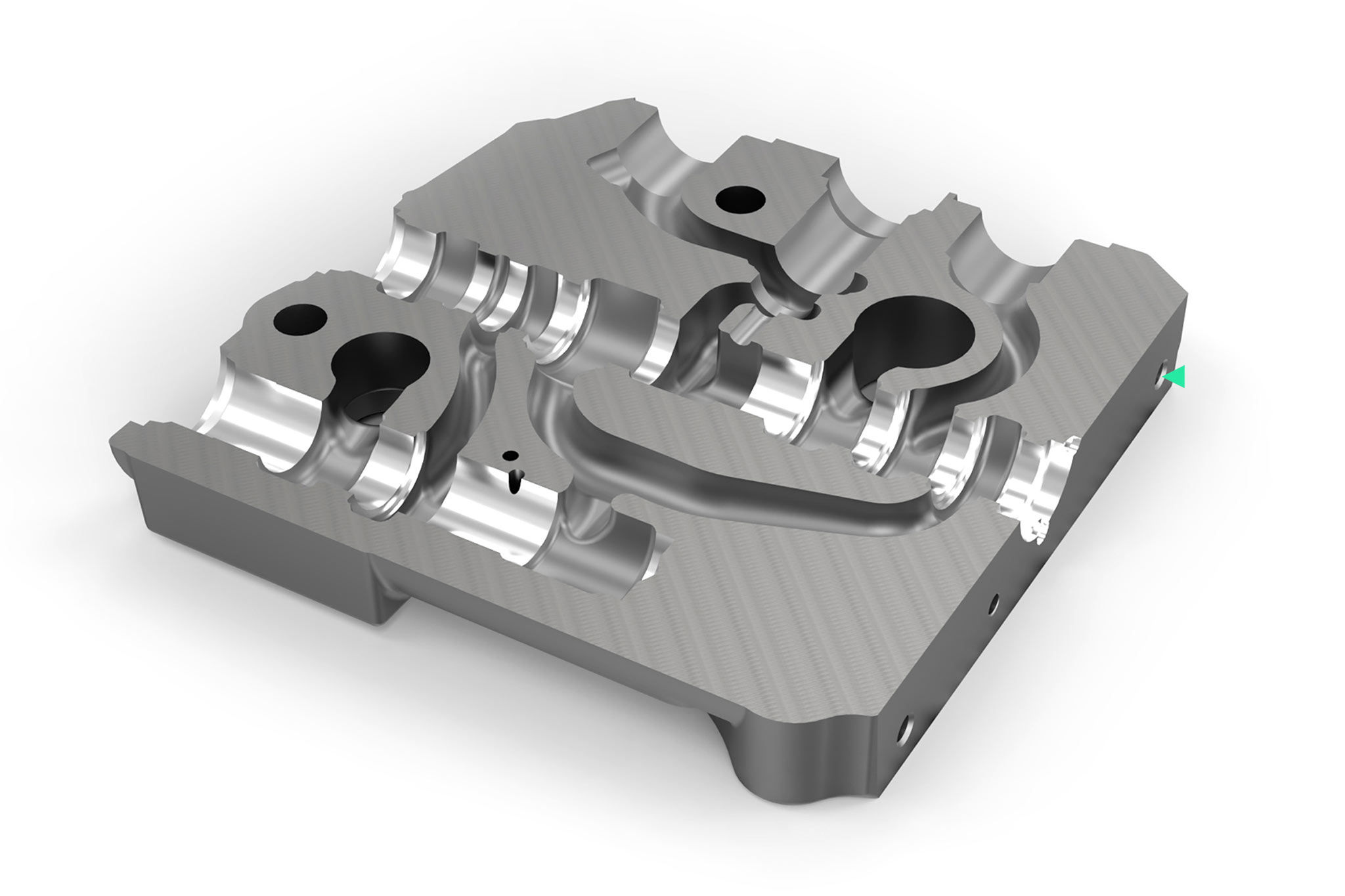
Corpo valvola idraulica
Tutto dipende dal foro principale. Nel mondo della fluidodinamica, la produzione di corpi valvole è la disciplina principale. La competenza di MAPAL nella lavorazione del foro cursore è ormai richiesta da anni. Dalla precisione del foro dipende la distanza dal cursore, che permette il passaggio dell’olio idraulico solo nella direzione desiderata senza perdite. Questa è molto limitata nelle moderne valvole idrauliche. Di conseguenza, l’attenzione si concentra sulla circolarità, cilindricità, linearità e qualità superficiale di questo foro.

Requisiti di asportazione truciolo
- Variazioni nella situazione di volume tagliato della ghisa
- Tagli fortemente interrotti
- Evitare che si formino anelli durante la barenatura e garantire un’asportazione sicura dei trucioli dal corpo
- Evitare che gli spigoli all’interno del foro cursore si rompano durante il processo di barenatura
- Requisiti di tolleranza per la forma e la posizione molto elevati
- Preparazione alla levigatura lasciando sovrametalli costanti
- Nel progetto di asportazione truciolo, considerare la molteplicità dei componenti e gli spazi limitati di stoccaggio degli utensili
Lavorazioni di fori


Soluzioni applicative
Situazione di partenza del cliente
Corpo valvola EN-GJS-400-15 – Foro cursore
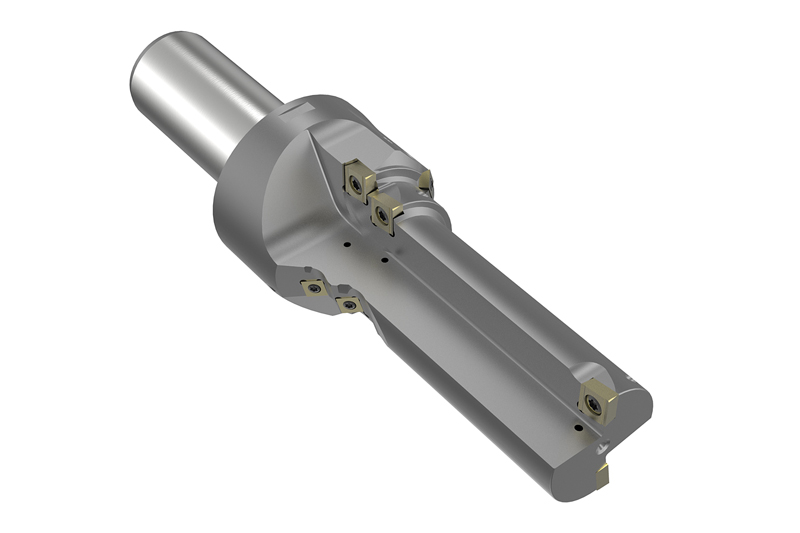
- Ordini individuali, piccole e medie quantità
- Nessuna possibilità di registrazione utensile
- Lead time ridotto richiesto
- Elevati costi orari della macchina
- Disponibilità di un processo di levigatura a espansione stabile
- Progettazione utensile adattata a diverse varianti di componenti
Situazione di partenza del cliente
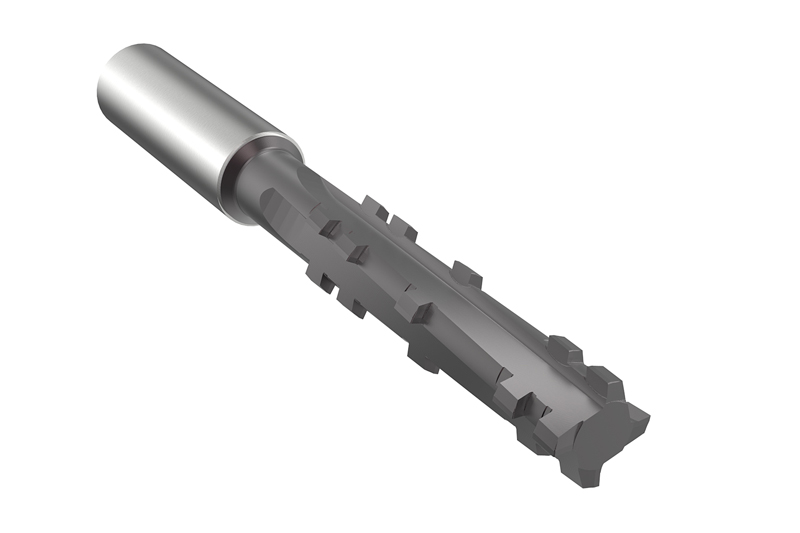
Corpo valvola EN-GJS-400-15 – Foro cursore e foro di compensazione della pressione
- Serie di produzione grande
- Registrazione utensile desiderato
- Elevati costi orari della macchina
- Costi elevati per la successiva levigatura del foro
Situazione di partenza del cliente
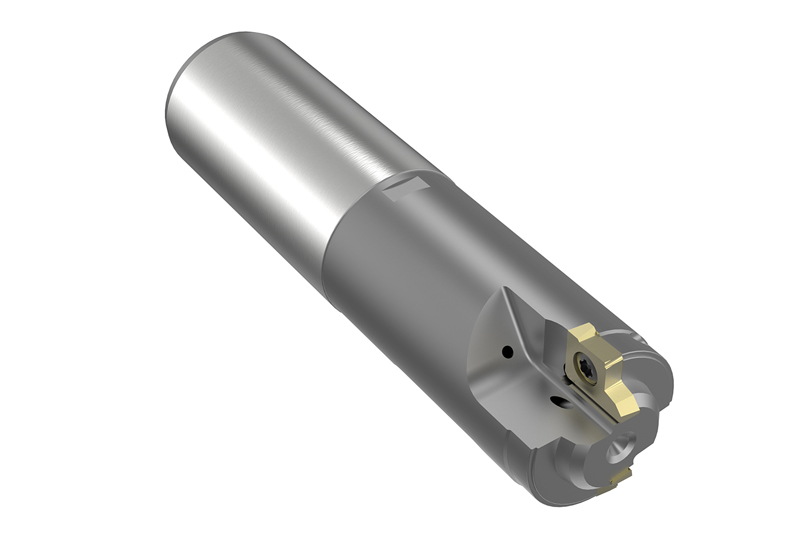
Corpo valvola EN-GJL-300 – Foro cursore
- Piccole dimensioni
- Possibilità di registrazione utensile
- Troppi/frequenti cambi utensile
- Elevati costi orari della macchina
- Dispendio elevato dovuto al processo di levigatura del foro
Situazione di partenza del cliente
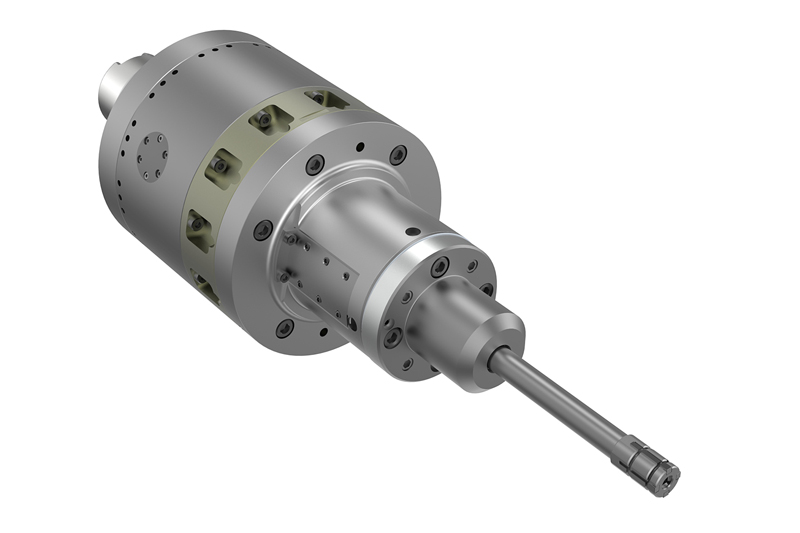
Corpo valvola EN-GJS-400-15 – Foro di compensazione della pressione / Levigatura
- Necessità di ridurre i costi accessori
- Centro di lavorazione convertito a TOOLTRONIC
- Levigatura per la realizzazione di prototipi e per serie di produzione piccole e medie
- Necessità di risparmiare il processo di levigatura su una macchina separata
Situazione di partenza del cliente
Corpo valvola EN-GJS-400-15 – Lavorazione completa
- Alti livelli di scorte in magazzino
- Svolgimento dei processi nell’area di regolazione non ottimale e qualità dei dati incompleta
- Trasparenza dei costi insufficiente
- Alti livelli di instabilità a causa della generale carenza di lavoratori qualificati
- Problemi con le rotture utensile
- Elevati costi utensile