
Produzione di grandi serie con utensili fissi e registrabili
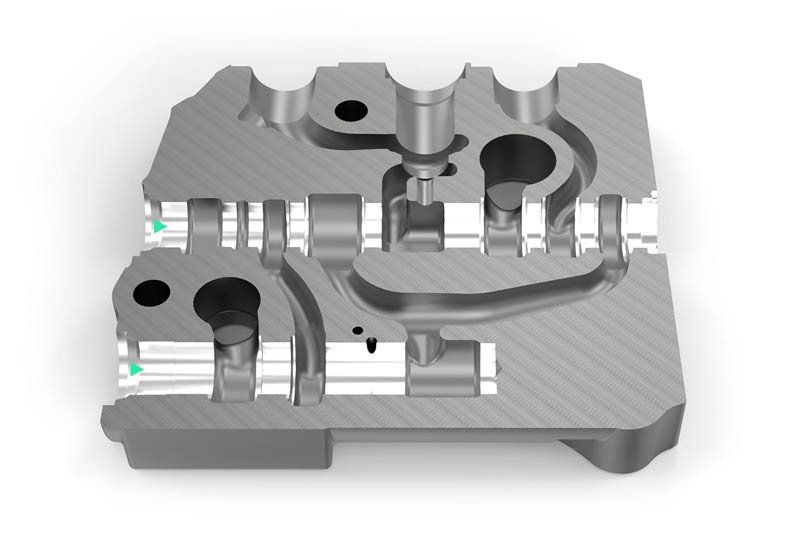
Corpo valvola EN-GJS-400-15 – Foro cursore e foro di compensazione della pressione
Situazione di partenza del cliente
- Serie di produzione grande
- Registrazione utensile desiderato
- Elevati costi orari della macchina
- Costi elevati per la successiva levigatura del foro
Particularidades de esta solución
- Las herramientas individuales perfectamente adaptadas garantizan unas condiciones óptimas para un proceso de bruñido reducido
- El proceso de bruñido puede eliminarse para ciertos requisitos de los componentes
Perforación

1. Barrenado
- Resultados óptimos del premecanizado mediante un proceso coordinado de pilotaje y escariado
- Flujo óptimo de virutas y mayores posibilidades de reafilado gracias a la tecnología de biselado múltiple y a la perfecta conducción de refrigerante
- No hay formación de anillos en las cavidades debido a la geometría especial de la perforación → No hay costos de eliminación de los anillos

2. Mecanizado de bordes de control
- Herramienta de perfil en metal duro
- Precisión y calidad de superficie máxima de los bordes de control
- Bordes de control definidos sin astillas

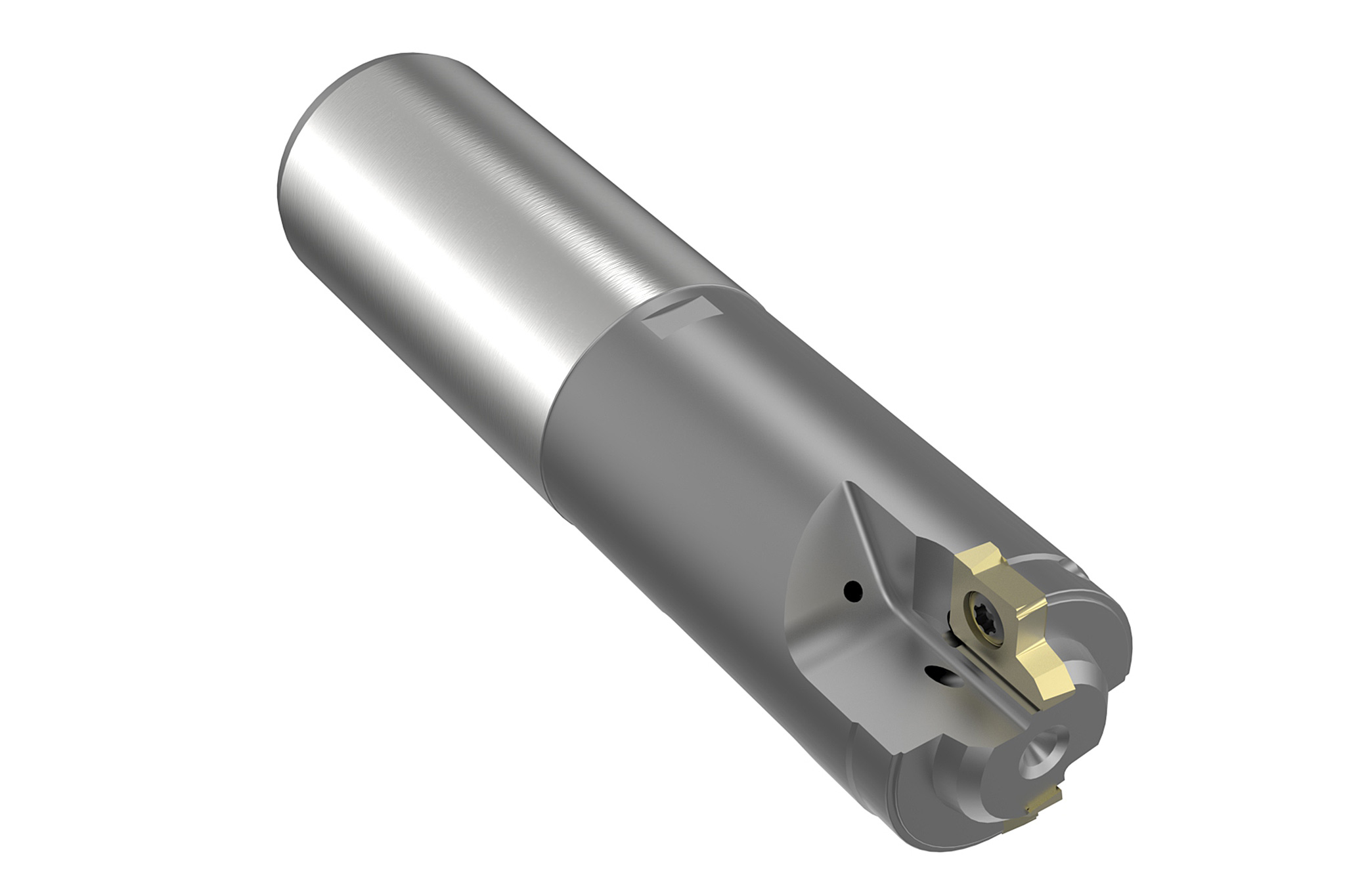
3. Taladrado de precisión
- Herramienta de taladrado con precisión con sistema EasyAdjust y carriles guía
- Mecanizado fino confiable con un manejo sencillo
- Las mejores formas cilíndricas mediante un seguimiento ideal
Perforación de equilibrio de presión

1. Barrenado
- Herramienta de barrenado para metal duro con 6 biseles guía y geometría de entrada especial
- Taladro recto, flujo de virutas ideal y guía en toda la longitud del taladro
- Reducción de los tiempos no productivos mediante dos operaciones de mecanizado en una sola herramienta
2. Mecanizado del contorno
- Herramienta de barrenado de doble filo con aristas de corte perfiladas
- Mecanizado seguro del contorno
- Manejo fácil con bajos costos de corte
3. Taladrado de precisión
- Herramienta de taladrado con precisión con sistema EasyAdjust y carriles guía
- Mecanizado fino confiable con un manejo sencillo sin bruñido posterior
- Las mejores formas cilíndricas mediante un seguimiento ideal
Ventajas
- Proceso de bruñido costoso en la perforación reducido
- Bajo costo de las herramientas por agujero
- Reducción de los tiempos no productivos gracias a una ingeniería inteligente en cooperación con el cliente
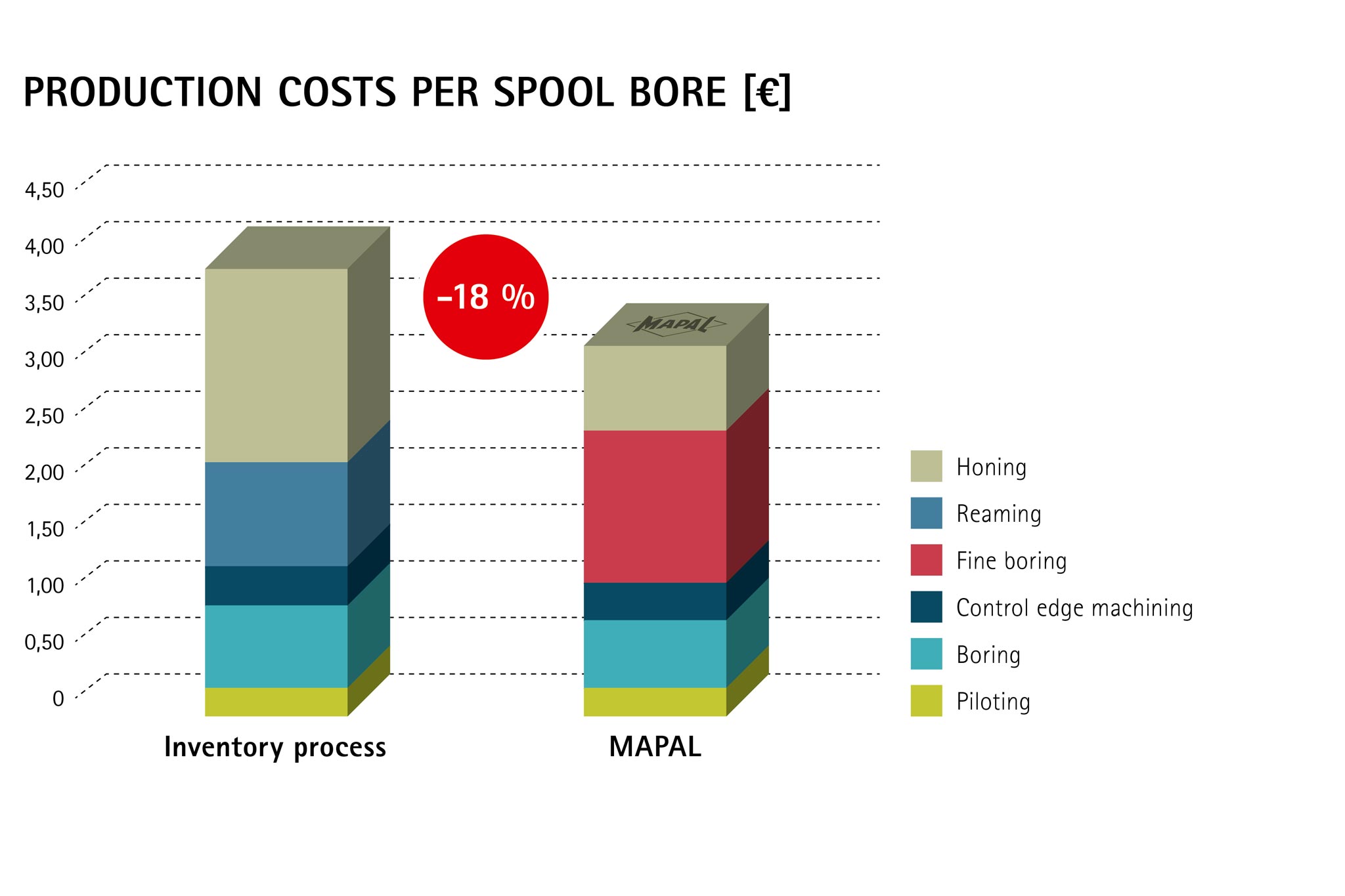
- Importante ahorro de costos gracias a la eliminación del proceso de bruñido en la perforación de equilibrio de presión
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h6c/h6e/9043460718622/Grafiken_EN-13/Grafiken-EN-13.jpg)