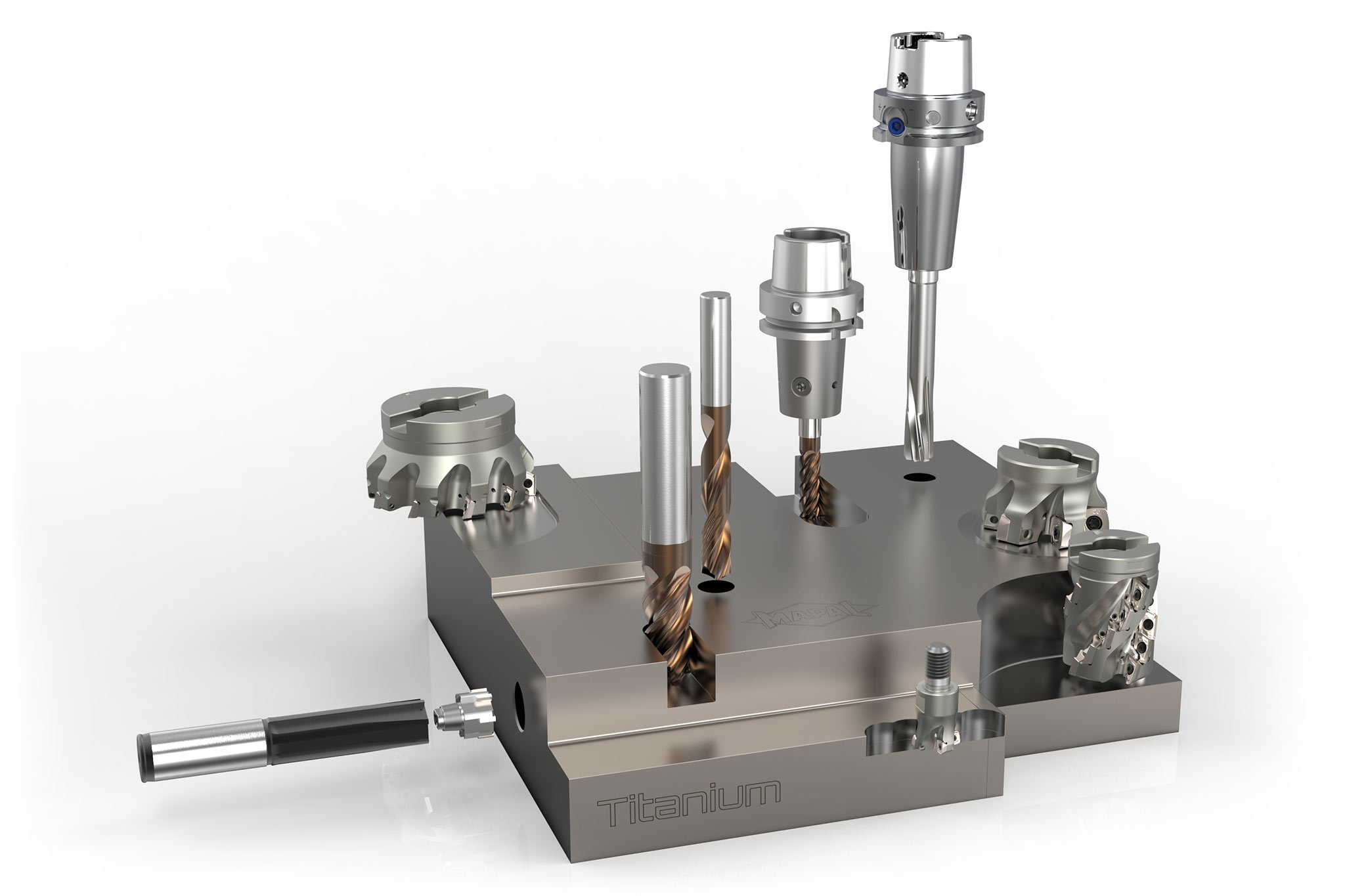
Los materiales de alta resistencia y al mismo tiempo ligeros son de una importancia central en la industria de la aviación. Con novedosas combinaciones de materiales se puede seguir reduciendo el peso, al mismo tiempo que se aumenta la rigidez y la resistencia a la corrosión, así como lograr una simplificación del montaje mediante una construcción integradora. Mientras que los componentes estructurales de aluminio, titanio o aceros de alta resistencia se mecanizan en centros de mecanizado o máquinas de portal, en el montaje final el mecanizado se realiza con máquinas manuales, unidades de avance de taladrado o robots.
Programa de herramientas para el mecanizado de titanio
Fresado con insertos de corte fijos
OptiMill-Titan-HPC
Fresas de corte en esquina
Fresa de corte en esquina con cuatro filos para desbaste y acabado de titanio
La preparación especial del filo de corte crea superficies óptimas
Máxima estabilidad de la herramienta mediante un máximo diámetro del núcleo y un aumento del núcleo hacia el mango
Disponible con distintos radios en los filos
Rango de ø: 6.00 - 25.00 mm
OptiMill-Tro-Titan
Fresado trocoidal
Fresa trocoidal de cinco filos
Volumen máximo de arranque de viruta en un tiempo y, al mismo tiempo, calidad de superficie alta
División irregular optimizada
Parte activa de corte equilibrada con precisión para proteger el husillo de la máquina y para una vida útil más prolongada
Profundidades de corte de hasta 3xD
Rango de ø: 6.00 - 25.00 mm
Fresas con insertos intercambiables
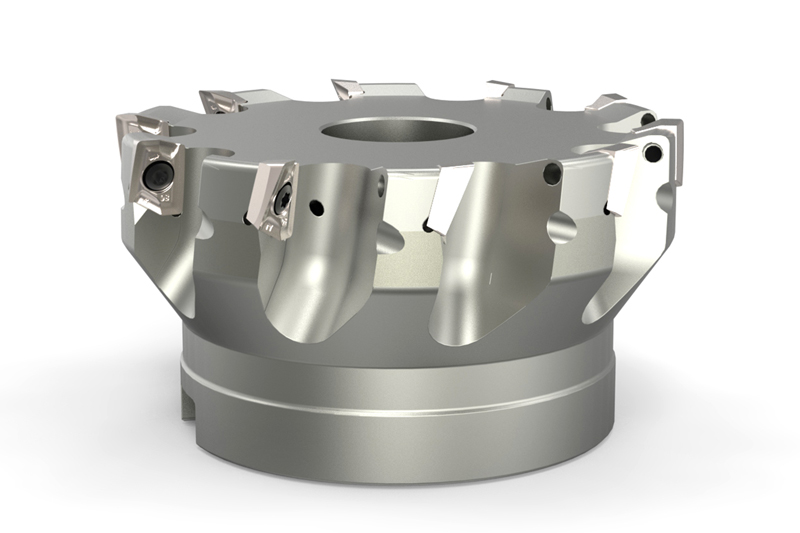
NeoMill-Titan-2-Corner
Fresas de corte en esquina
Fresas de corte en esquina con insertos de corte intercambiables radiales de doble filo
Forma básica positiva para componentes propensos a las vibraciones
Profundidades de corte de hasta 10 mm
Rango de ø: 40.00 - 100.00 mm
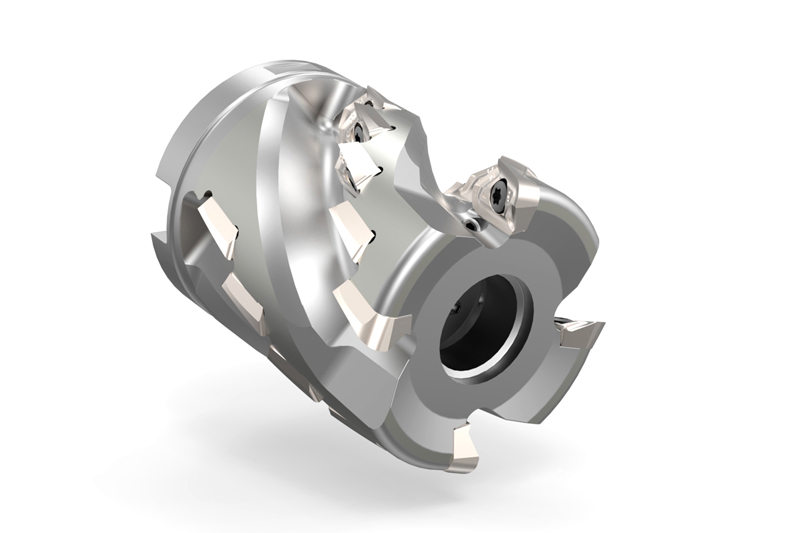
NeoMill-Titan-2-Shell
Fresa con corte al frente total
Fresa con corte al frente total con insertos de corte intercambiables de corte intercambiables radiales de doble filo
Ideales para el fresado de esquina profundo y para recortar con altas profundidades de corte de hasta 57 mm
Rango de ø: 32.00 - 80.00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avance/fresa de corte en esquina de 90°
Sistema de herramientas universal para una máxima productividad
Rango de ø: 16.00 - 200.00 mm
Taladrado en macizo
MEGA-Speed-Drill-Titan
Broca de metal duro
Broca de alta velocidad de doble filo
Cuatro biseles guía para una máxima exactitud superficial y cilindricidad precisas (puede alcanzarse una clase de tolerancia IT9, IT8)
Filo de corte convexo con bisel de esquina para la máxima estabilidad
Novedoso perfil tipo cuerda para protección de los biseles guía
Máxima resistencia al calor y al desgaste
Rango de ø: 3.00 - 20.00 mm
Escariado y taladrado de precisión
FixReam-FXR
Escariador de alto rendimiento con mango cilíndrico
Escariador de alto rendimiento, de metal duro
Con ranuras rectas para agujeros pasantes y agujeros ciegos
Con ranuras oblicuas a la izquierda para agujeros pasantes
Ideal para realizar tiempos de ciclo cortos
Disponible con diferentes materiales de corte y recubrimientos
Rango de ø: 2.80 – 20.20 mm
Escariadores de cabezal intercambiable HPR
Escariador de cabezal intercambiable con interfaz HFS
Sistema de cabezal intercambiable de alta precisión en ejecución fija con insertos soldados
Precisión de concentricidad y de cambio de < 3 µm
Máxima rentabilidad por su sistema modular
Adecuado para lubricación minimizada (MQL)
Rango de ø: 7.00 - 65.00 mm
Barrenado
Barrenado en titanio
Herramientas de barrenado con tecnología tangencial
Herramientas especiales para componentes específicos, para máxima productividad, procesos rentables y conceptos de mecanizado estables
Inserto de corte intercambiables tangenciales CTHQ y FTHQ
Los mejores resultados de mecanizado con una relación de largo/diámetro >3.5xD mediante afilado con forma de arco
Los altos requerimientos en la industria aeronáutica y aeroespacial respecto a la rigidez y resistencia a la corrosión en relación con el peso específico hacen que el titanio y las aleaciones de titanio estén predestinados como los materiales preferentes. Como resultado de esto, las áreas de aplicación son muy variadas, y van desde componentes estructurales menores trabajados mecánicamente, hasta piezas de soporte en el fuselaje, o palas en los motores a reacción.
Ejemplo de mecanizado articulación de torsión
1 / 5
Herramienta de taladrado de precisión
Gran precisión de ajuste de los insertos
Perfecta coaxialidad de las perforaciones
Muy buena calidad de la rugosidad de las superficies
Perfecta geometría de las perforaciones
Mecanizado muy estable gracias a las guías de apoyo
Gran precisión de repetición y fácil ajuste de la herramienta
2 / 5
NeoMill-Titan-2-Shell
Máximas tasas de mecanizado
Óptima retirada de virutas
Gran estabilidad de marcha
Diferentes tipos de refrigeración
Insertos con diferentes radios angulares
Diferentes materiales de corte disponibles
3 / 5
MEGA-Speed-Drill-Titan
Ángulo de la punta de 140°
Recubrimiento extremadamente liso que evita las adherencias
4 biseles guía (excelente circularidad)
Insertos convexos
Suministro de refrigerante interior
Nuevo diseño de la retirada de virutas (óptima retirada de virutas)
Flujo de refrigerante eficiente para evitar la fricción y el calor en el inserto de corte
4 / 5
OptiMill-Titan-HPC
Preparación especial de aristas (inserto estable)
Diferentes pasos de fresado de las espirales (corte estable, funcionamiento silencioso)
Núcleo ascendente (más estabilidad)
5 / 5
FixReam
Diseño de metal duro o soldado
Calidad de la perforación: H7
Recubrimiento de DLC para obtener el mejor resultado
Diámetro configurable (Speedline)
Diseño para agujeros pasantes y agujeros ciegos
Adecuado para lubricación minimizada (MQL)
Ejemplo de mecanizado Hingeline
1 / 6
Deburring tools made from solid carbide
With these custom tools in a special spherical shape, the bore entrance and exit of the main bore as well as the fixing bore are deburred through circilar milling.
2 / 6
NeoMill-Titan-2-Corner
High machining rates
Very quiet running
Cutting edges with various corner radii can be deployed
Variety of cutting materials available
3 / 6
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates
Short cycle times
4 / 6
TTD replaceable head drill, custom drill, boring bar
TTD replaceable head drill for piloting the first lug
Custom drill with additional guide element at the neck for medium machining of lugs from both sides
Bearing-guided boring bar for precise finishing of the main bore from one side
5 / 6
OptiMill-Titan-HPC
Increases tool life by 35%
Perfect solution for roughing, medium machining and finishing
Excellent price-performance ratio
Fits Mill Chuck, System HB
Optimal pitch (stable cut, smooth running)
Core rise for more stability
6 / 6
OptiMill-Tro-Titan
Extends tool life by 10% compared to previous solutions
High removal rates possible
Unequal spacing of the cutting edges
Special coating to avoid deposits
Specially designed chip flute for optimum chip removal
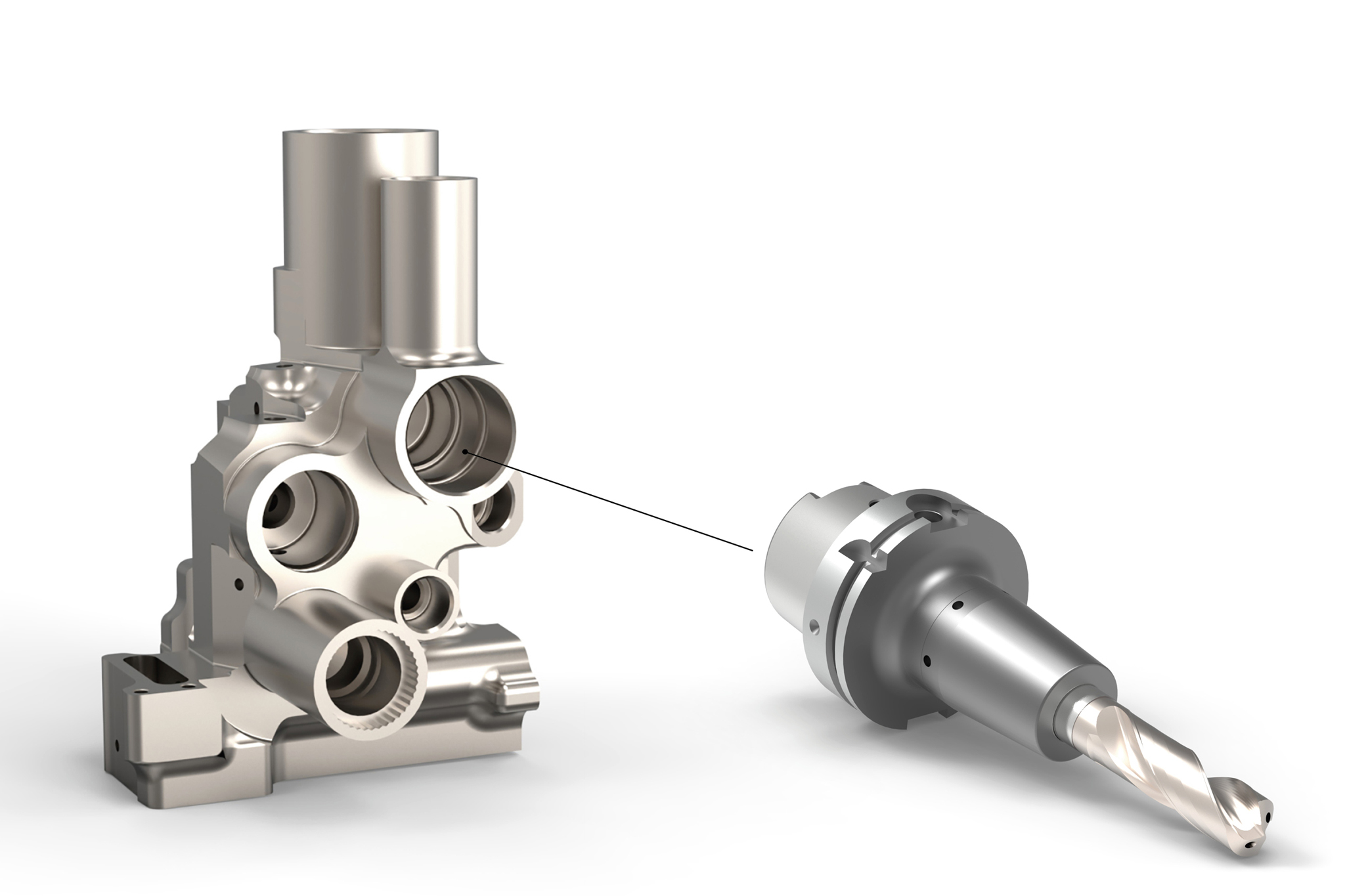
Machining example valve housing
1 / 7
Punte in metallo duro integrale
Per lavorazioni di foratura particolarmente difficili
Affilatura innovativa per un’ottima asportazione dei trucioli e una bassa pressione di taglio
Prestazioni nettamente superiori e velocità di avanzamento fino al doppio rispetto alla soluzione precedente
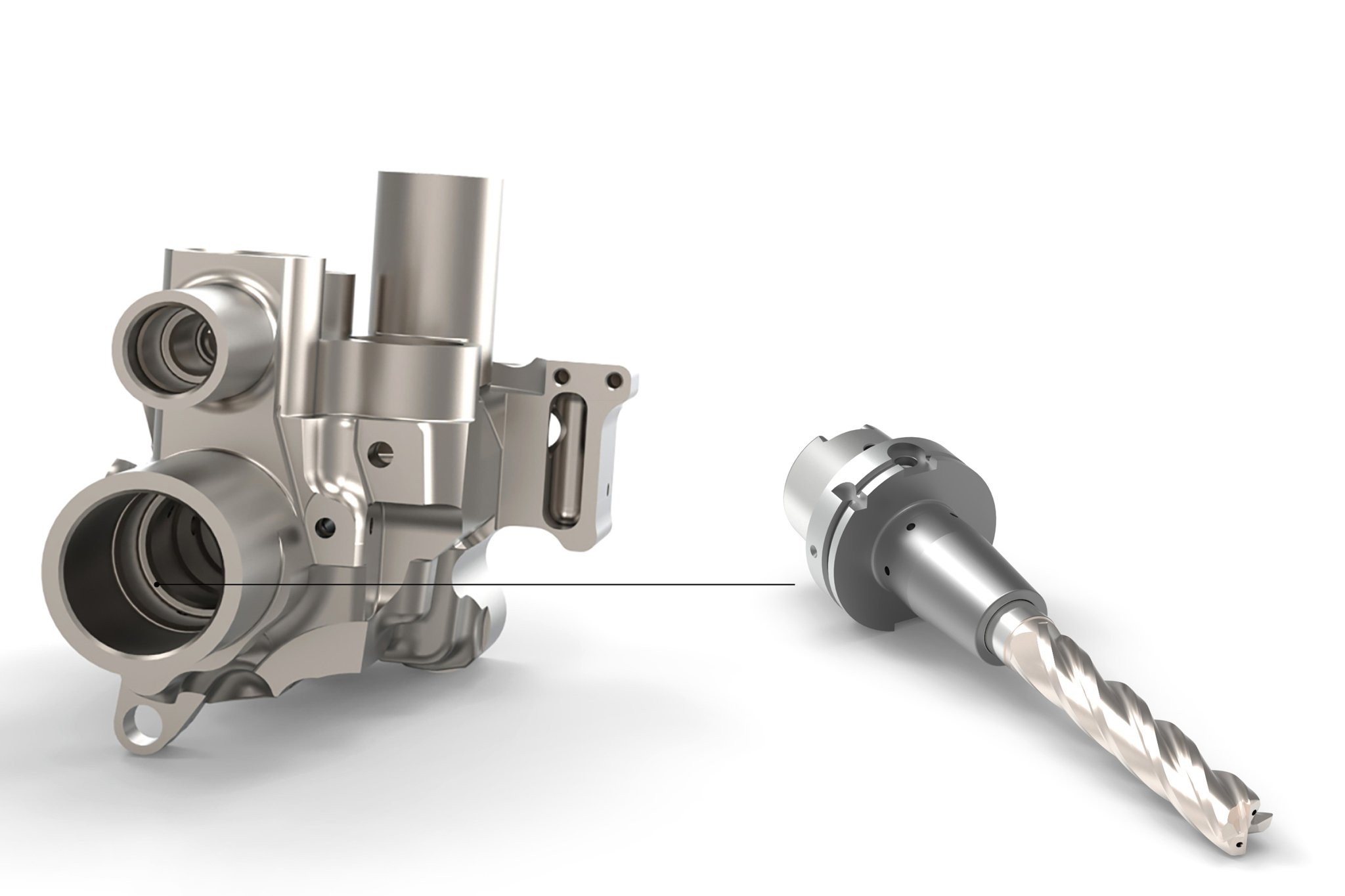
2 / 7
Bareno con taglienti sostituibili
Bareno a tre fasi per la lavorazione media
Regolazione dei taglienti non necessaria
Progettazione dell’utensile vantaggiosa per la sgrossatura di fori
Tassi di asportazione truciolo elevati
Inserti a fissaggio meccanico con eccellente termostabilità
3 / 7
Bareno in metallo duro integrale a quattro taglienti
Elevata durata utile grazie allo speciale rivestimento
Il rivestimento protegge i taglienti contro temperature elevate ed eccessiva usura
L’adduzione interna del refrigerante consente un’efficiente asportazione dei trucioli
4 / 7
Alesatore a testina intercambiabile HPR, sei taglienti
Perfetta coassialità dei fori
Tempi di lavorazione ridotti grazie ad elevato avanzamento
L’adattatore regolabile consente una registrazione precisa dell’utensile eliminando errori del mandrino
Lavorazione di finitura completa in un’unica passata
5 / 7
Punta in metallo duro integrale, tre taglienti
Speciale geometria a tre taglienti
Perfetto posizionamento della punta
Ideale in caso di ingresso obliquo del foro o fori obliqui
6 / 7
Bareno in metallo duro integrale a quattro taglienti
Geometria speciale
Lavorazione stabile
Guida ottimale nel foro
Quattro taglienti garantiscono una corretta geometria del foro prima della finitura
7 / 7
Alesatore HPR, sei taglienti
Possibilità di riparazione mediante saldatura/dissaldatura di nuovi taglienti
Perfetta circolarità del foro grazie alla speciale geometria dei taglienti
L’adduzione interna del refrigerante assicura un’asportazione dei trucioli ottimale
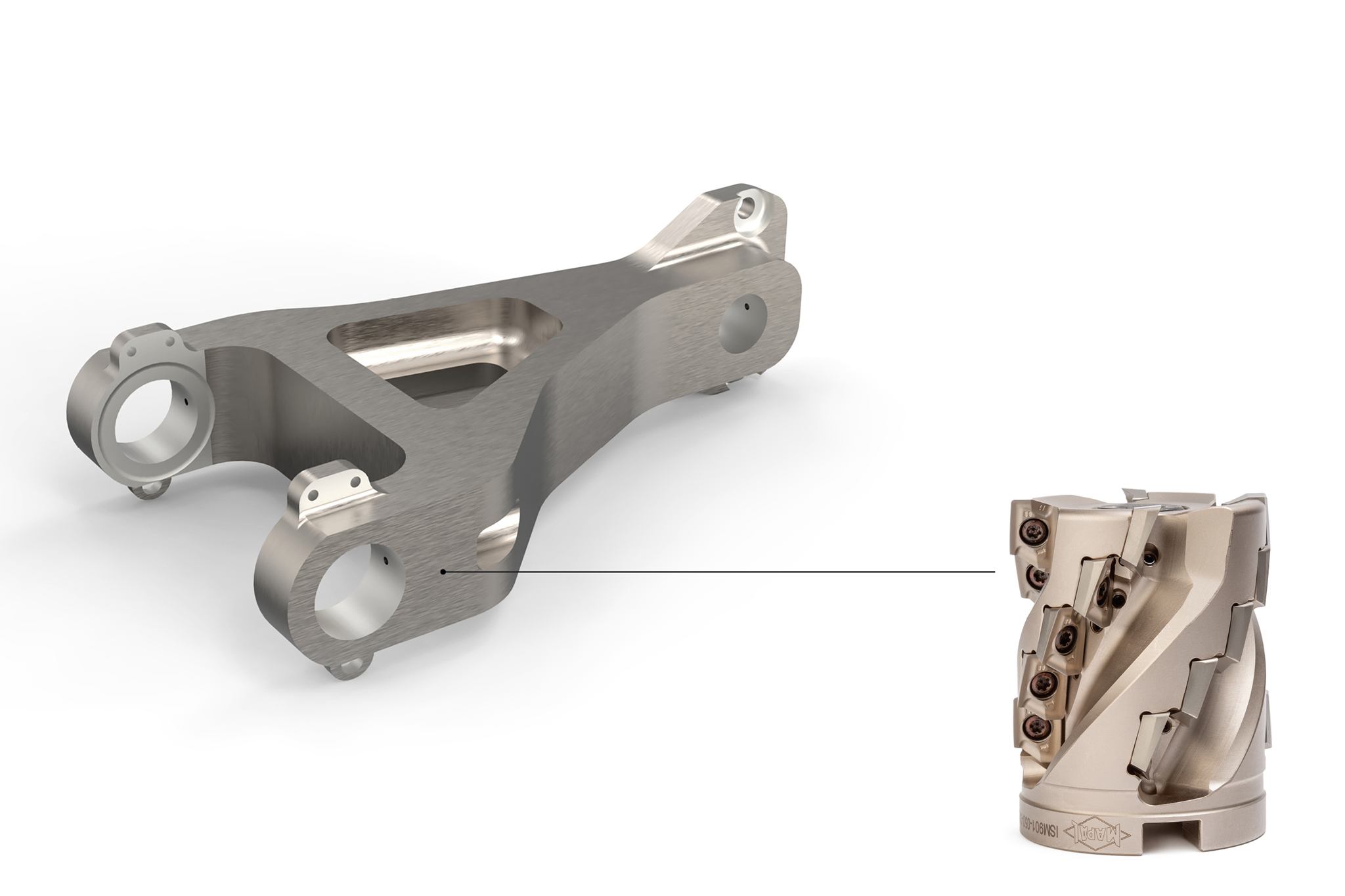
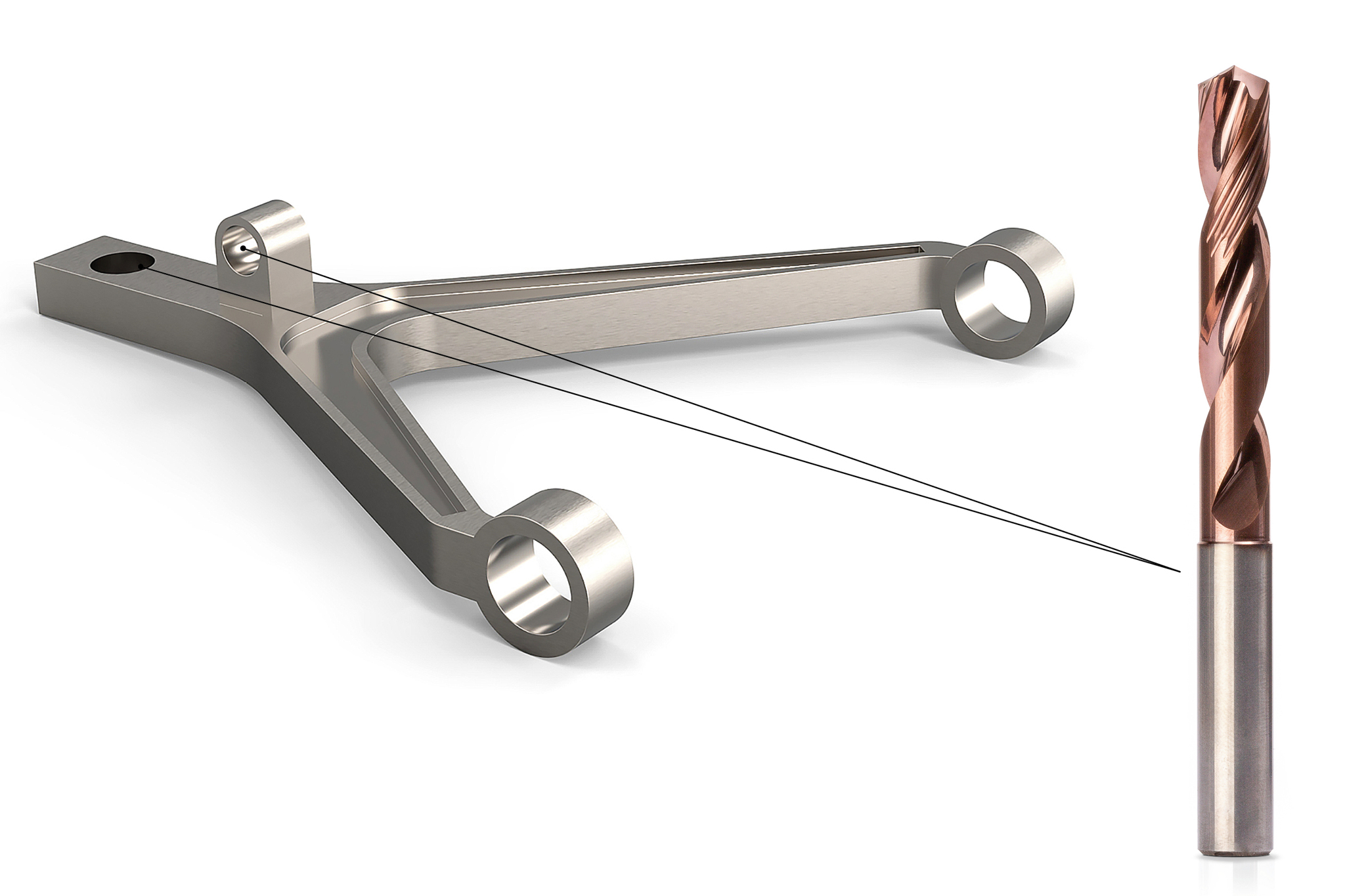
Un peso ridotto comporta un minore consumo di carburante e meno emissioni. Esistono molti approcci diversi ai materiali in titanio nell’industria automobilistica, dai componenti del motore a quelli della trasmissione e delle sospensioni fino ai sistemi di scarico. I costruttori di auto puntano alla creazione di veicoli sempre più leggeri e dunque ecologici.
Esempio di applicazione: braccio di controllo
1 / 4
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati
Tempo di ciclo ridotto
2 / 4
OptiMill-Titan-HPC
Frese di sgrossatura a quattro taglienti
Scanalatura per trucioli levigata
Rivestimento ad alte prestazioni resistente al calore
Passo differenziato dei taglienti (taglio liscio)
3 / 4
Alesatore a testina intercambiabile HPR
Concentricità e precisione di cambio inferiore a 3 µm
Facile utilizzo
Massima precisione e produttività
Adduzione interna del refrigerante per il raffreddamento diretto dei taglienti
Elevata efficienza (testina intercambiabile)
4 / 4
NeoMill-Titan-2-Shell
Massimi tassi di asportazione truciolo
Asportazione dei trucioli ottimale
Elevata silenziosità del funzionamento
Concetto di raffreddamento variabile
Possibilità di utilizzare taglienti con diversi raggi d’angolo
In virtù della sua biocompatibilità, ovvero la resistenza in ambiente biologico (proprietà antiallergiche), la bassa conducibilità termica e il comportamento amagnetico, il titanio è un materiale pressoché perfetto per le esigenze della tecnologia medicale.
Esempio di applicazione: articolazione dell’anca
1 / 1
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
Esempio di applicazione: placca ossea
1 / 2
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
2 / 2
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati