Propulsores eléctricos
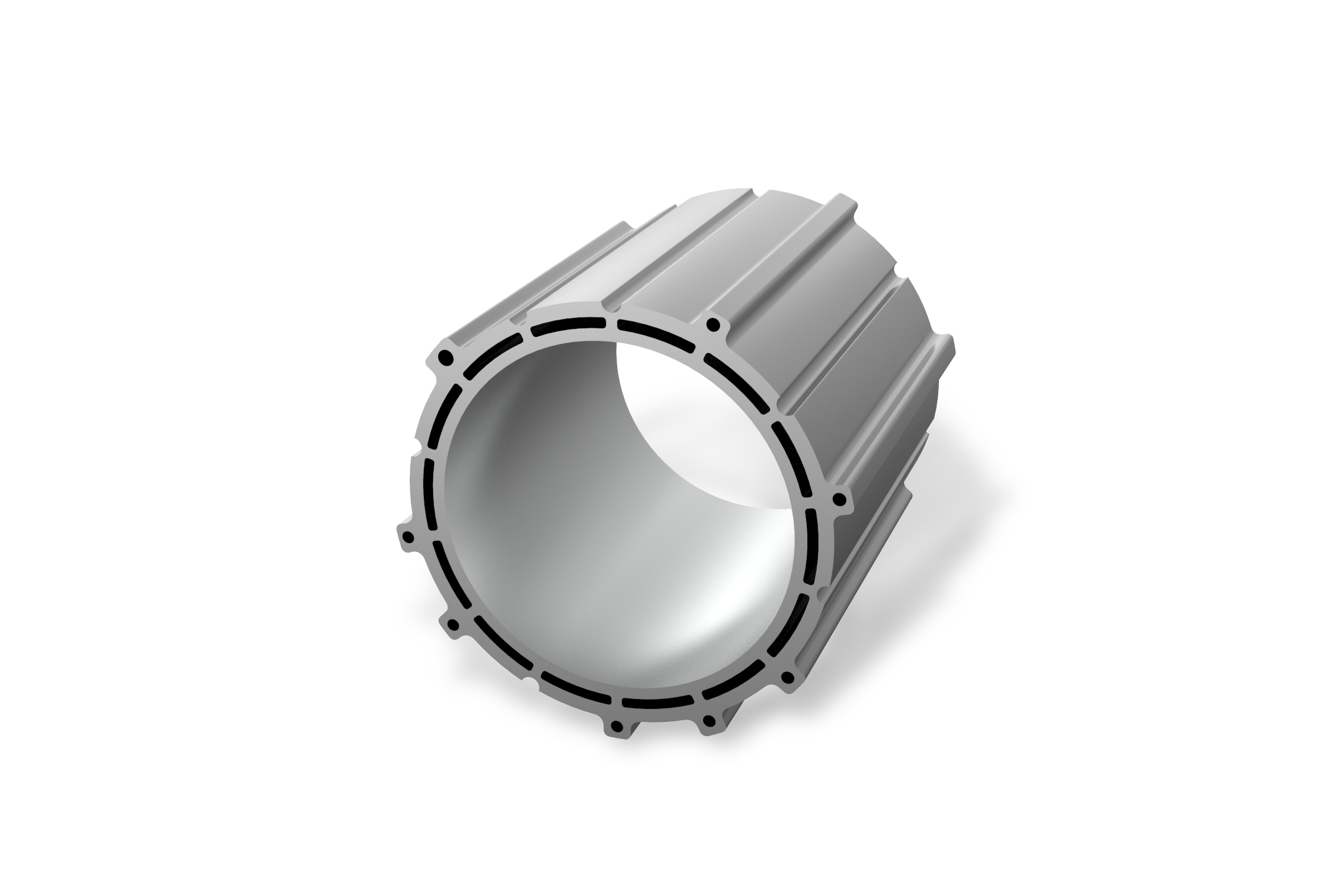
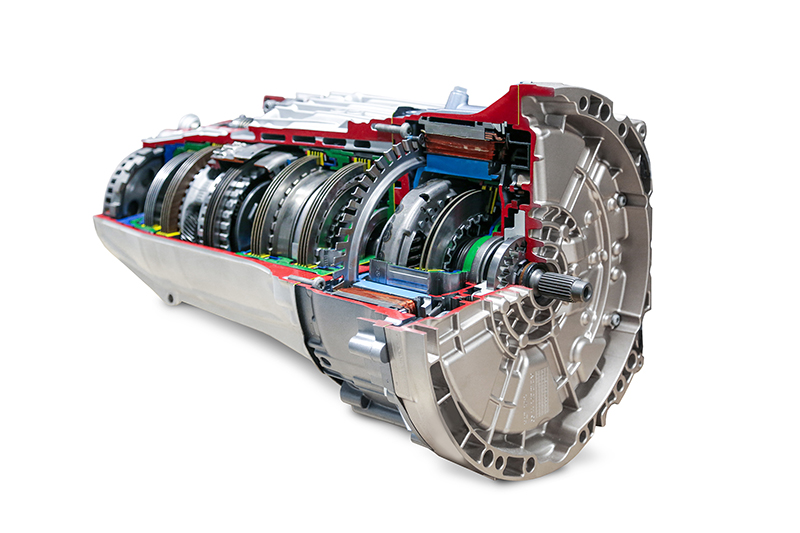
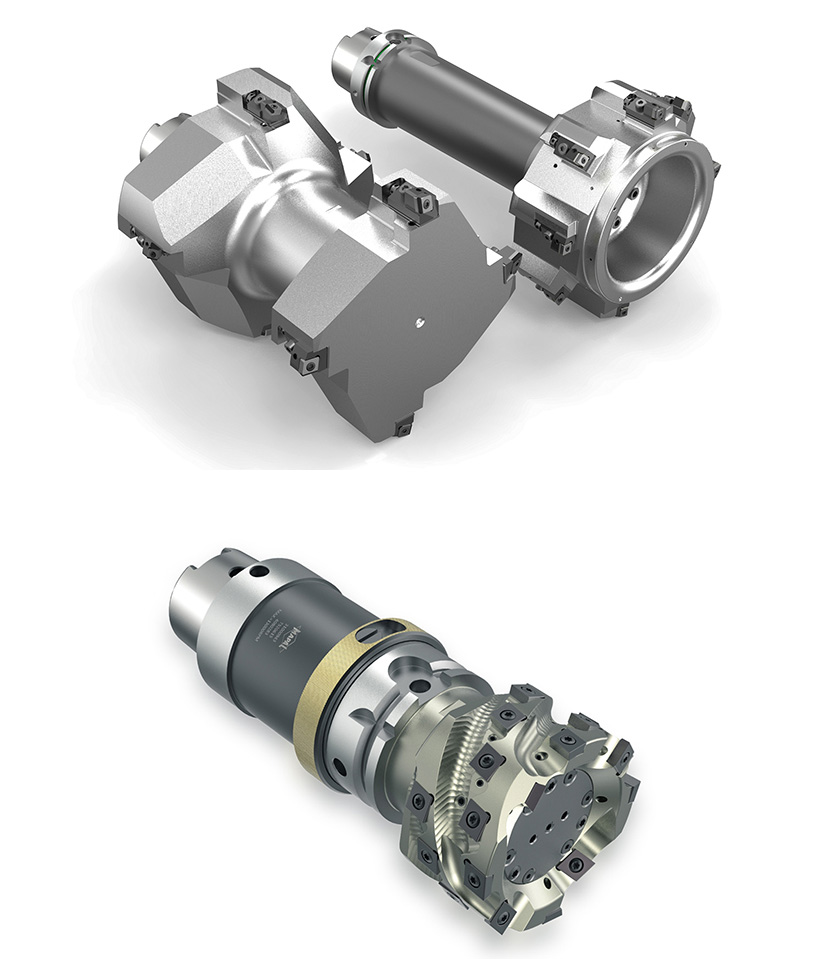
Los fabricantes y proveedores de automóviles se enfrentan a nuevos retos en lo que respecta a los componentes para motores eléctricos. El ejemplo de la carcasa de un motor eléctrico muestra la magnitud de estos retos: En comparación con la carcasa de una caja de cambios, debe fabricarse con tolerancias mucho más estrictas, ya que la precisión tiene una influencia decisiva en la eficiencia del motor.
Además, la carcasa del motor eléctrico suele tener paredes mucho más finas que la carcasa de una caja de cambios debido a su diseño especial, como los canales de refrigeración integrados. En algunas de estas carcasas además se han insertado casquillos de rodamientos de materiales de acero. Las placas de protección especiales de la herramienta sirven para que las virutas de acero no entren en contacto con las superficies de aluminio y las dañen durante el mecanizado.
Zerspanungsanforderungen & Merkmale verschiedener Gehäusearten


Grundlegende Vorgehensweise bei der Bearbeitung von Statorgehäusen
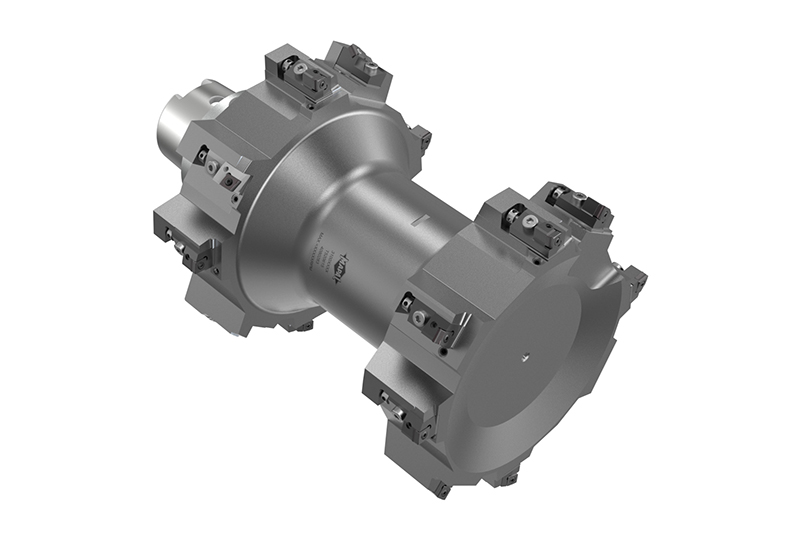
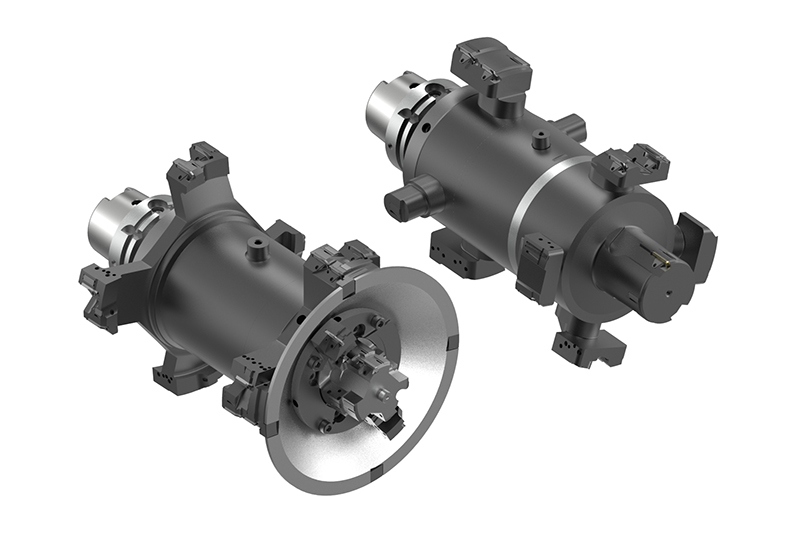
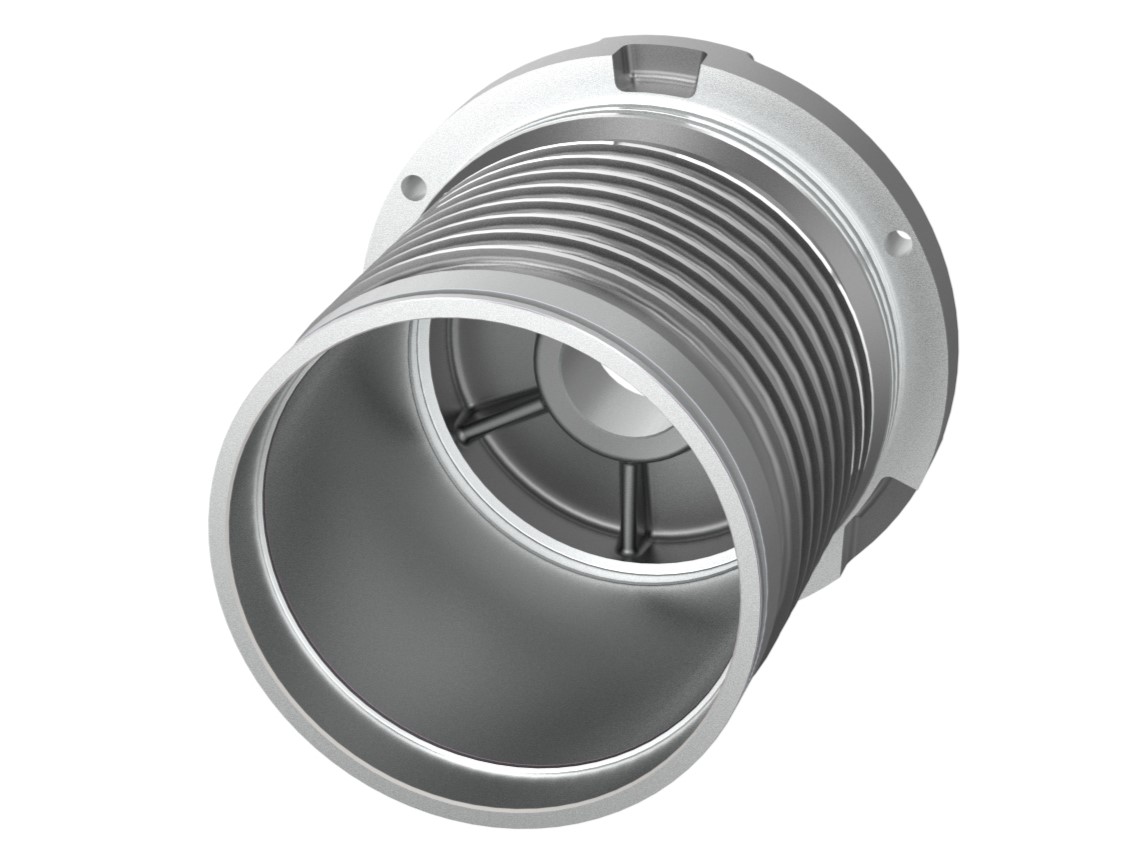
Der Bearbeitungsprozess sowie die Werkzeuge werden je nach Aufmasssituation, dem Maschinenpark und der Aufspannung individuell ausgelegt. So werden die auf das Bauteil wirkenden Schnittkräfte möglichst geringgehalten. Die Bearbeitung der Statorbohrung ist dabei in drei Schritte unterteilt: Vorbearbeitung, Semi-Finishbearbeitung und Fertigbearbeitung.
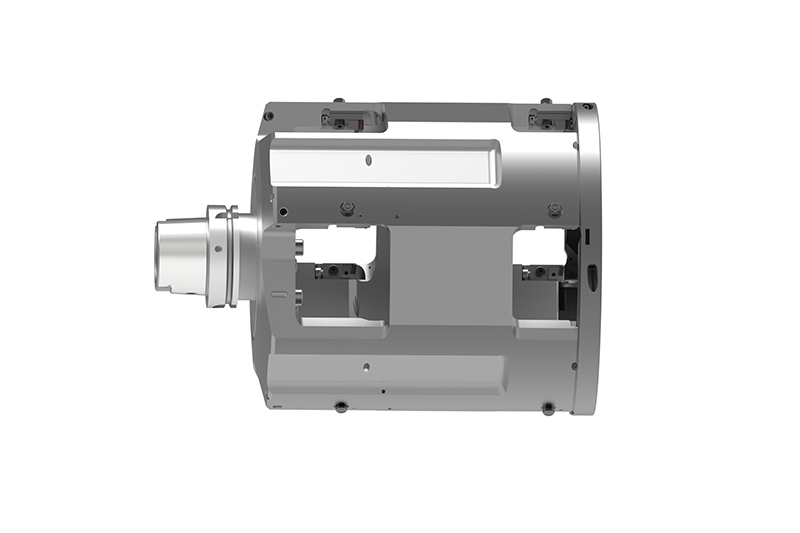
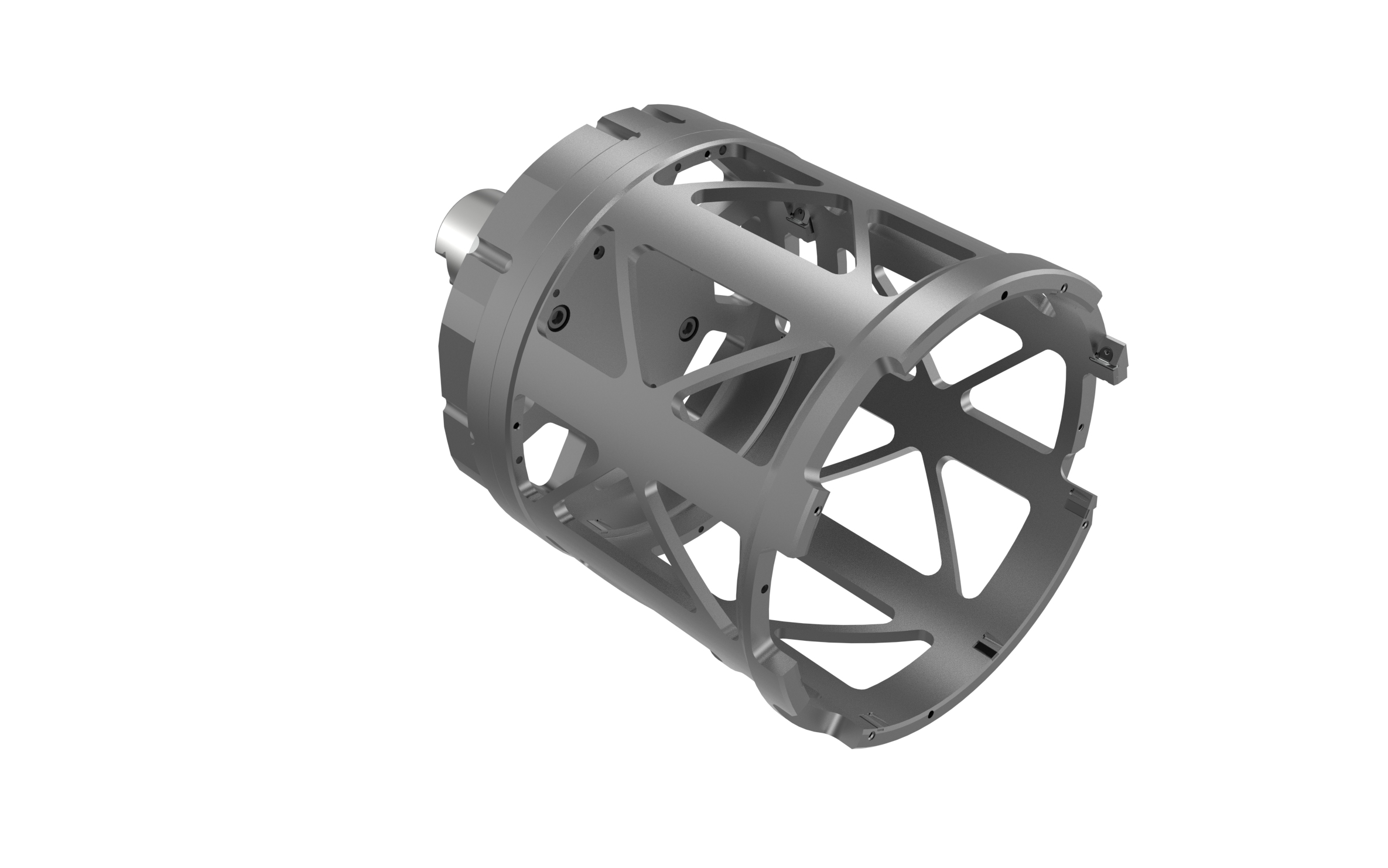
Außenbearbeitung von Statorgehäusen



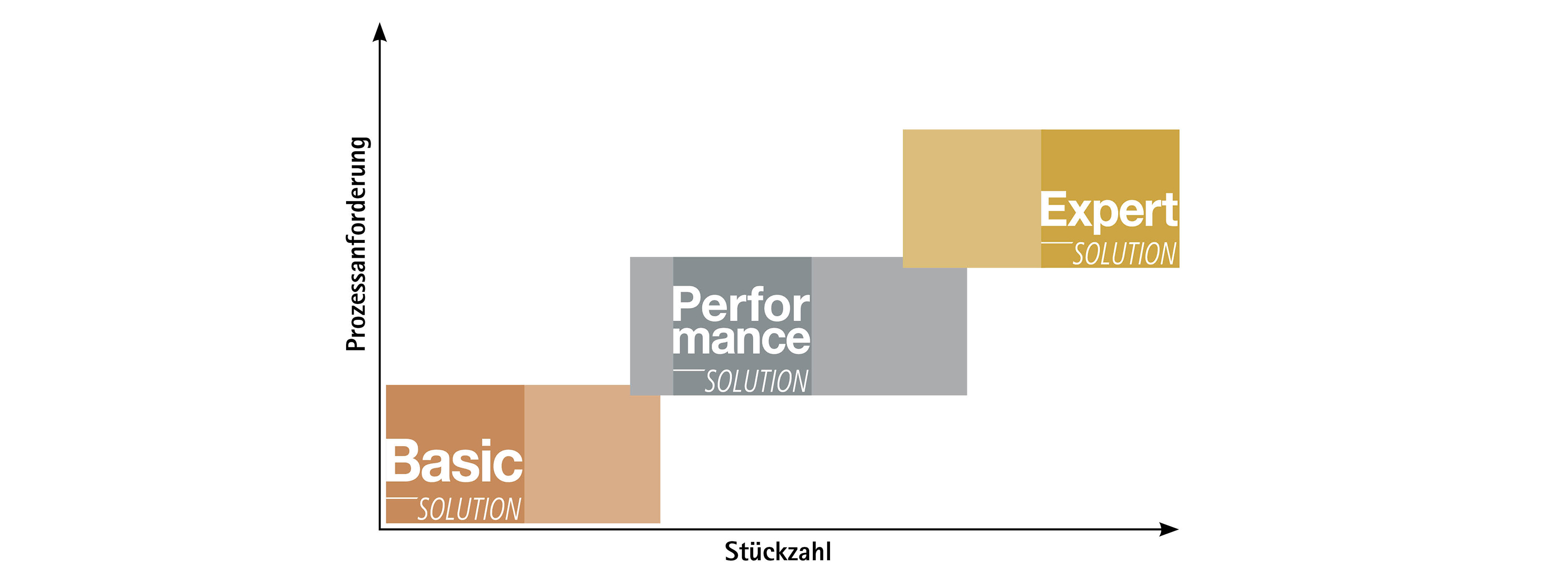
Zerspanungslösungen für...