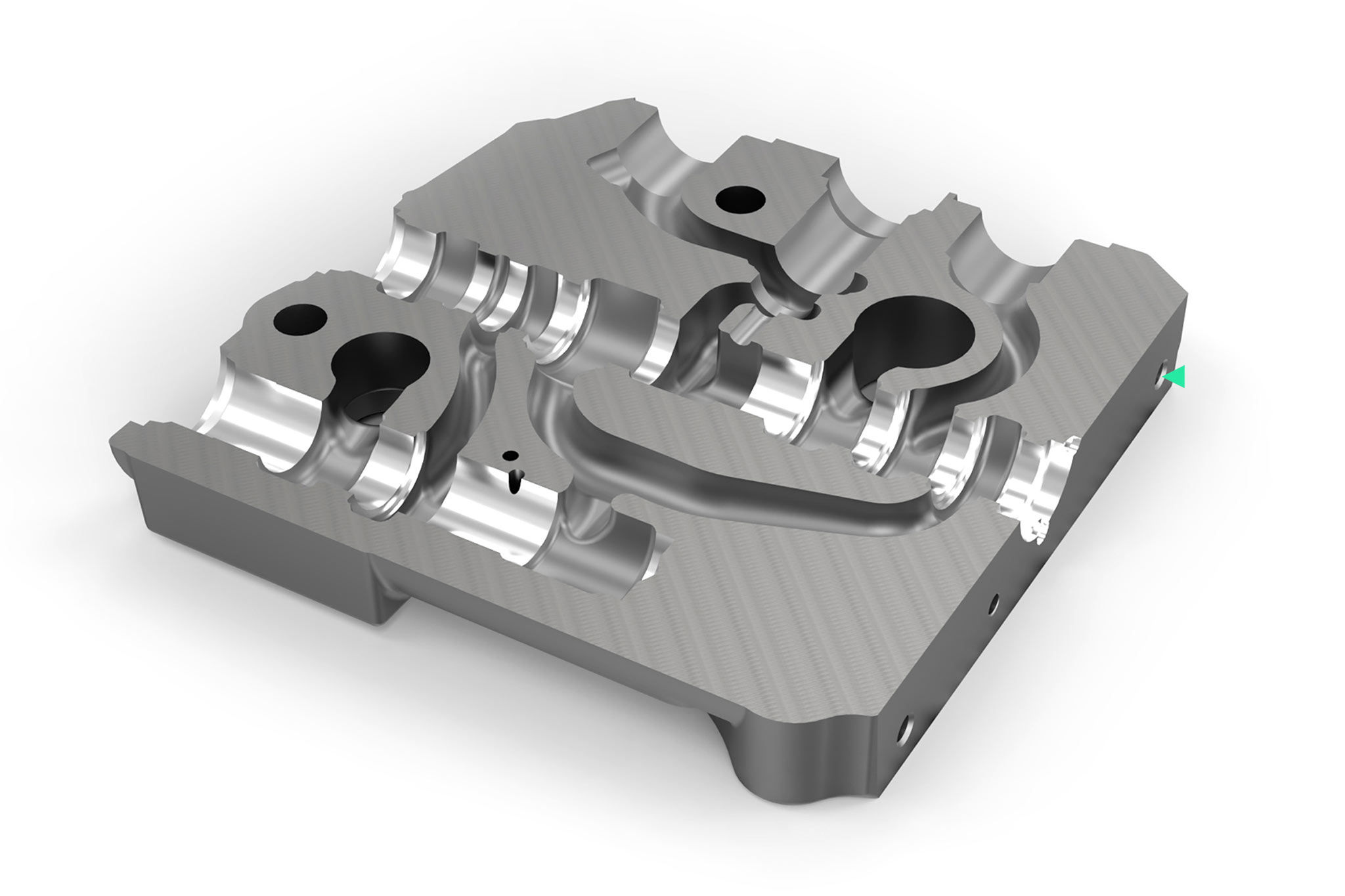
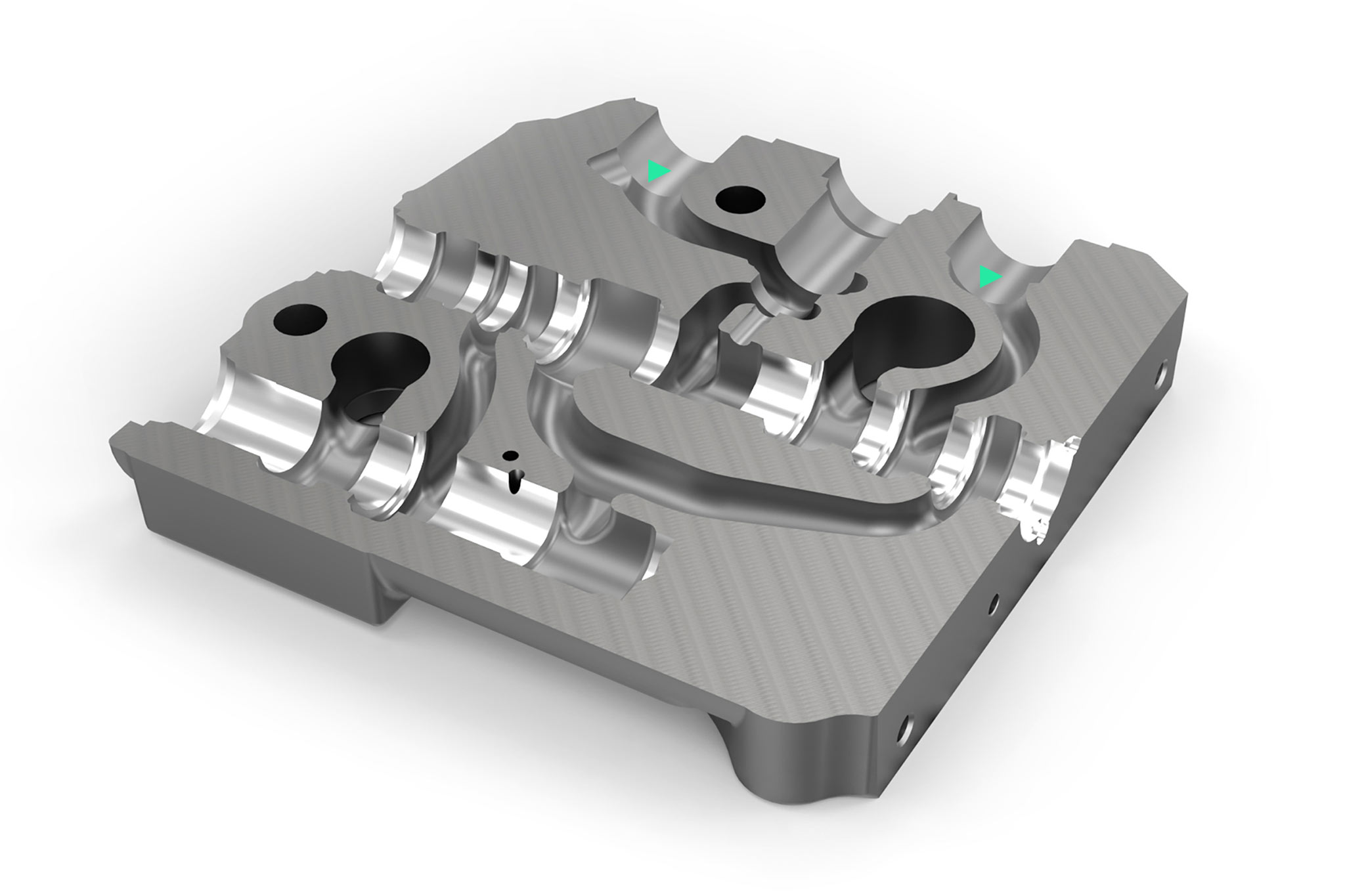
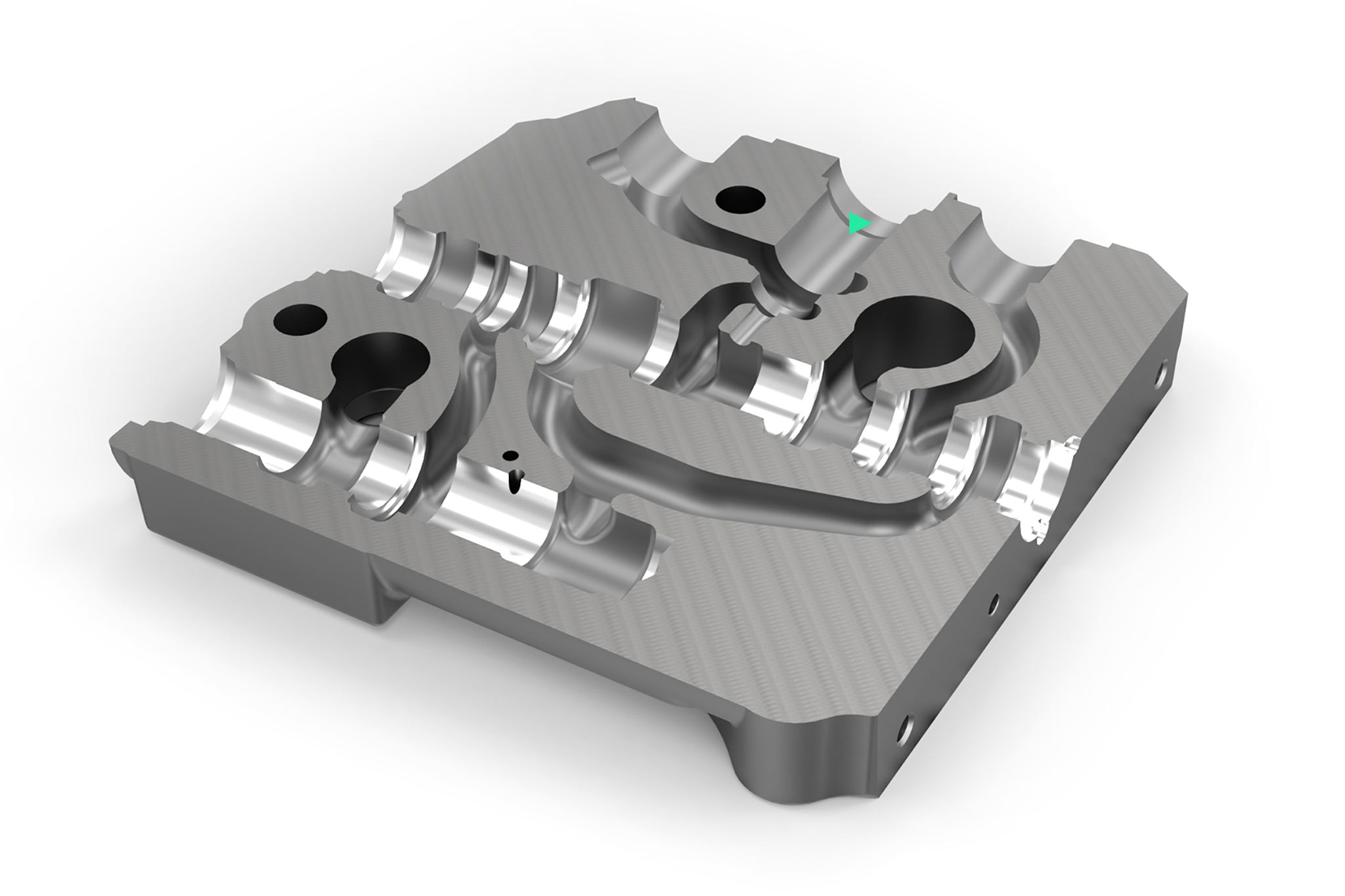
Hydraulic valve housing

Machining requirements
- Fluctuating cast allowance situation
- Heavily interrupted cuts
- Avoid ring formation during boring and ensure safe chip removal from the housing
- Avoid macroscopic flaws on the control edges in the boring process
- Very high demands on form and position tolerance
- Constant stock removal before honing
- Take part variance and limited tool storage places in the machining concept into account
Control valves are mechanically or electronically actuated valves with several switch positions. Depending on the specified position of the spool along the control edges, a volume flow is set for operating the connected working equipment. The individual pressure compensator adjusts a constant load pressure drop via the supply control edge of the spool, so that a load pressure-independent volume flow control is achieved across the whole adjusting range, also in parallel operation (load compensation). The system must be leakage-free, to prevent accidental dropping of the load, even with parallel operation.
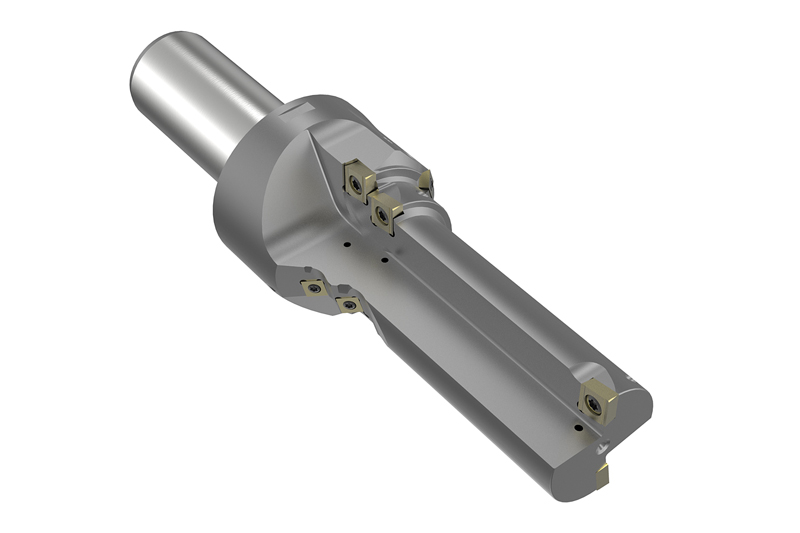
Bore machining


Application solutions
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore
- Individual orders, smaller and medium quantities
- No option for tool setting
- Short cycle times required
- High machine hourly rates
- Stable oscillating honing available
- Tool concept adapted to several part versions
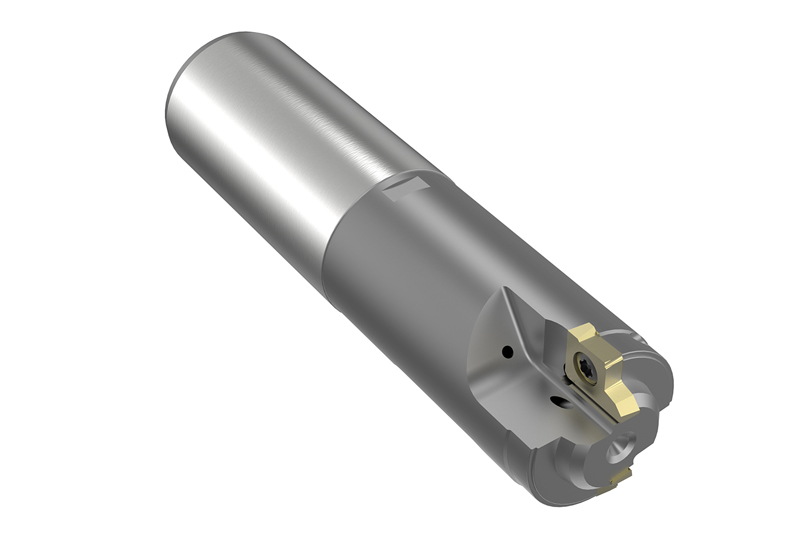
Initial situation at the customer
Corpo valvola EN-GJS-400-15 – Foro cursore e foro di compensazione della pressione
- Serie di produzione grande
- Registrazione utensile desiderato
- Elevati costi orari della macchina
- Costi elevati per la successiva levigatura del foro
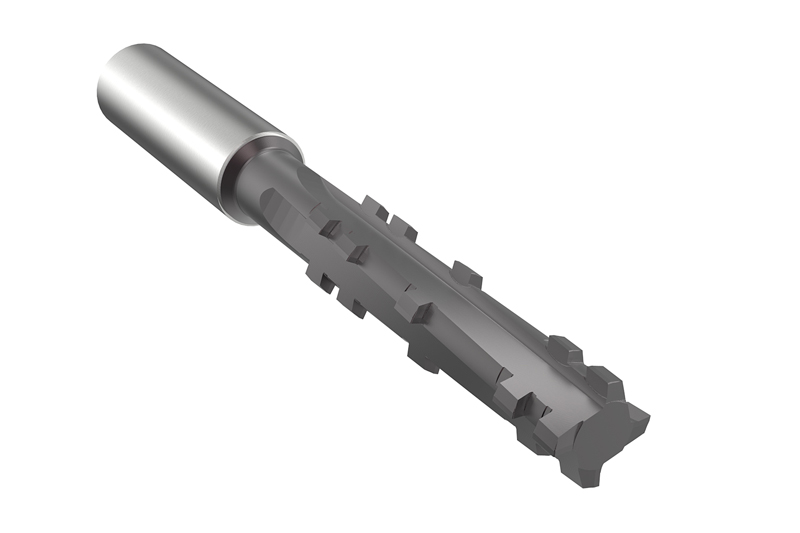
Situazione di partenza del cliente
Corpo valvola EN-GJL-300 – Foro cursore
- Piccole dimensioni
- Possibilità di registrazione utensile
- Troppi/frequenti cambi utensile
- Elevati costi orari della macchina
- Dispendio elevato dovuto al processo di levigatura del foro
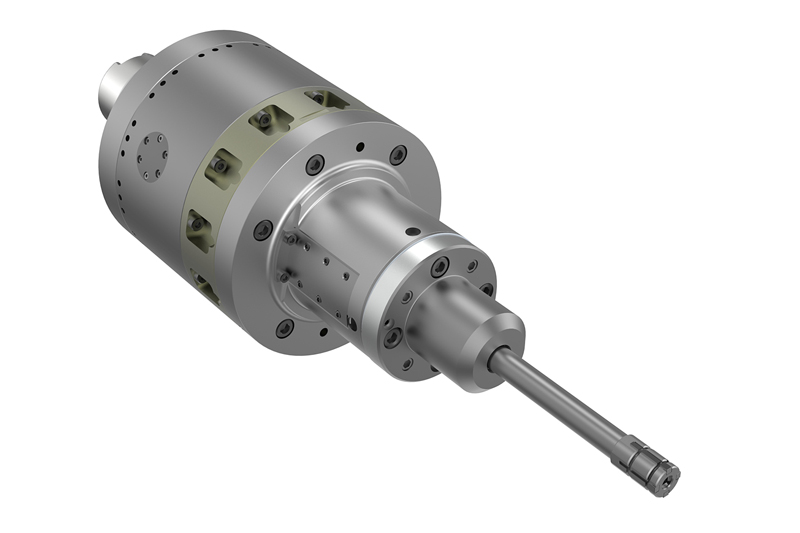
Situazione di partenza del cliente
Corpo valvola EN-GJS-400-15 – Foro di compensazione della pressione / Levigatura
- Necessità di ridurre i costi accessori
- Centro di lavorazione convertito a TOOLTRONIC
- Levigatura per la realizzazione di prototipi e per serie di produzione piccole e medie
- Necessità di risparmiare il processo di levigatura su una macchina separata
Situazione di partenza del cliente
Corpo valvola EN-GJS-400-15 – Lavorazione completa
- Alti livelli di scorte in magazzino
- Svolgimento dei processi nell’area di regolazione non ottimale e qualità dei dati incompleta
- Trasparenza dei costi insufficiente
- Alti livelli di instabilità a causa della generale carenza di lavoratori qualificati
- Problemi con le rotture utensile
- Elevati costi utensile