
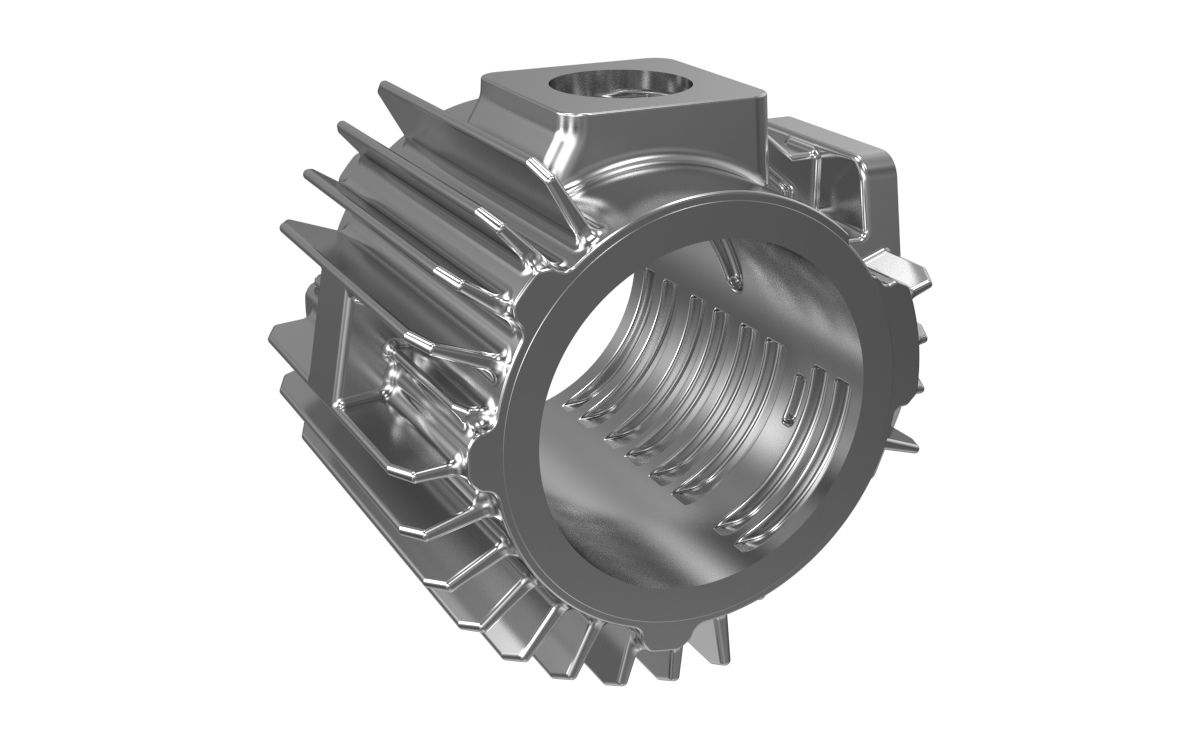
Drehschieber-Vakuumpumpen-Gehäuse
Pumpengehäuse aus EN-GJL-250
Ausgangssituation beim Kunden
- Deutlich steigender Bedarf und damit einhergehende Anforderung an optimierte Ausbringung und gleichzeitig erhöhte Prozesssicherheit
- Hoher fertigungstechnischer Aufwand beim Bearbeiten der Statorbohrung durch Vorfräsen und Fertigspindeln
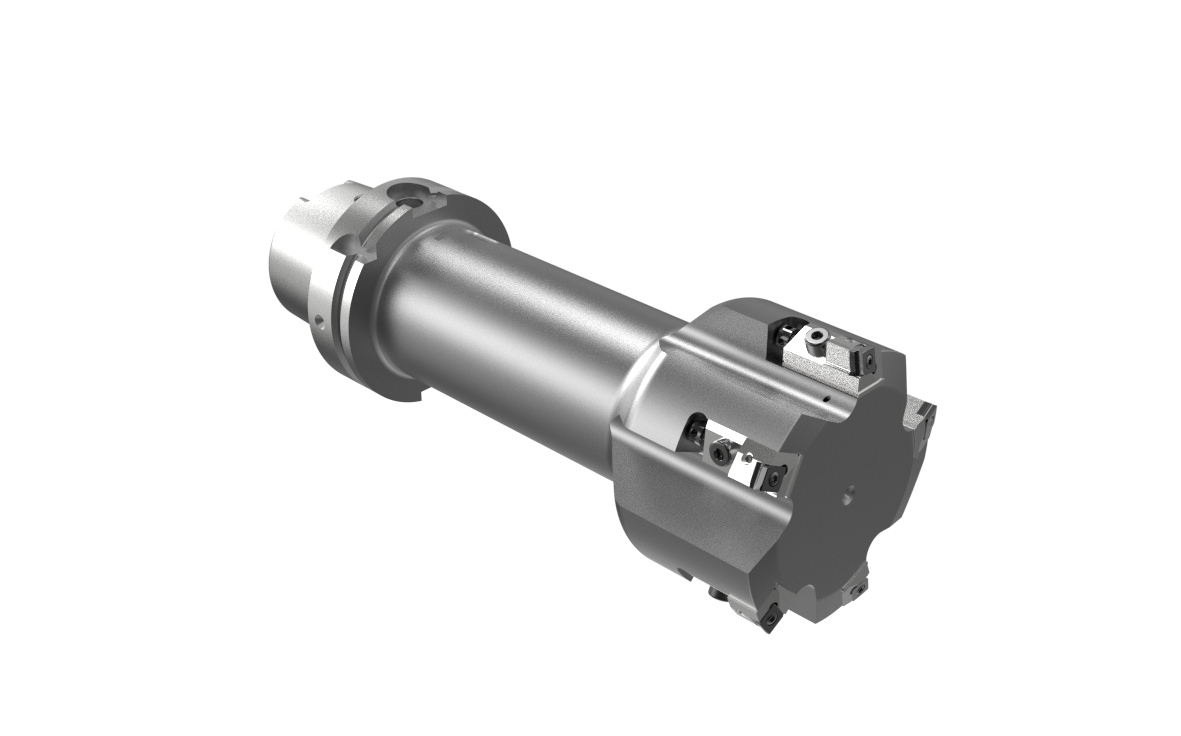
Besonderheiten der Lösung
- Kurze Taktzeiten und höchste Wirtschaftlichkeit durch mehrschneidige Werkzeuglösungen
- Einfaches Handling im Serienprozess durch EA-System
- Reduzierte Häufigkeit der Werkzeugeinstellung des Feinbohrwerkzeuges durch hohe Standzeiten des CBN-Schneidstoffes
- Geringe Schneidstoffkosten durch Lösungen mit Wendeschneidplatten
- Mehrfachverwendung in verschiedenen Gusswerkstoffen einfach realisierbar
Statorbohrung


Vorteile
- Prozessoptimierung in Form von Taktzeitreduzierung durch MAPAL Werkzeuglösung
- Deutlich erhöhte Ausbringung und prozesssicheres Bearbeiten der Pumpengehäuse
- Notwendiges Einstellteil durch entfallendes Spindelsystem eliminiert