
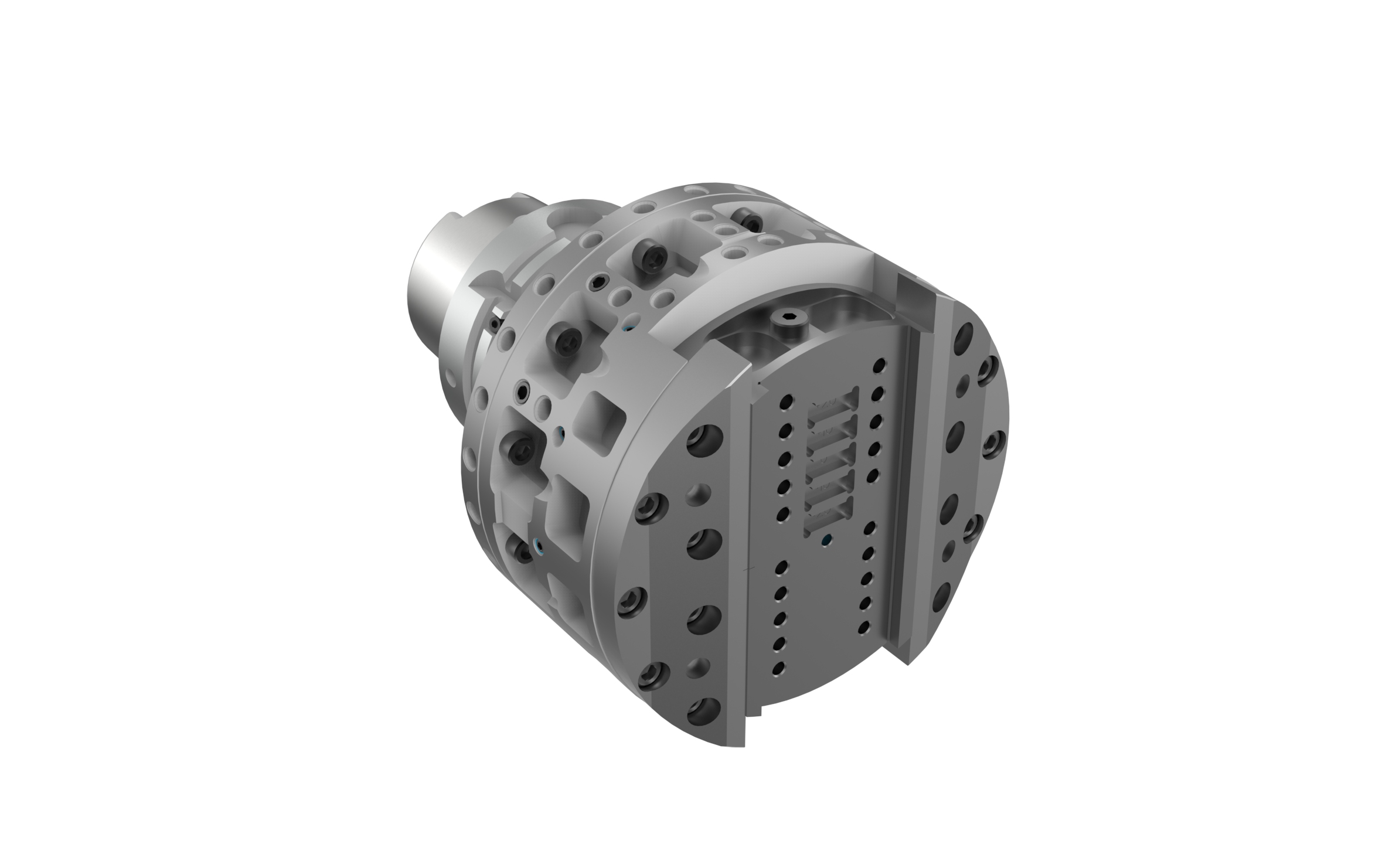
Absperrventil-Gehäuse
Absperrventilgehäuse aus EN-GJL-250
Ausgangssituation beim Kunden
/Absperrventil.607-2-.jpg)
- Große Bauteilvielfalt (DN 65 – DN 300)
- Flexible Bearbeitung auf Bearbeitungszentrum erforderlich
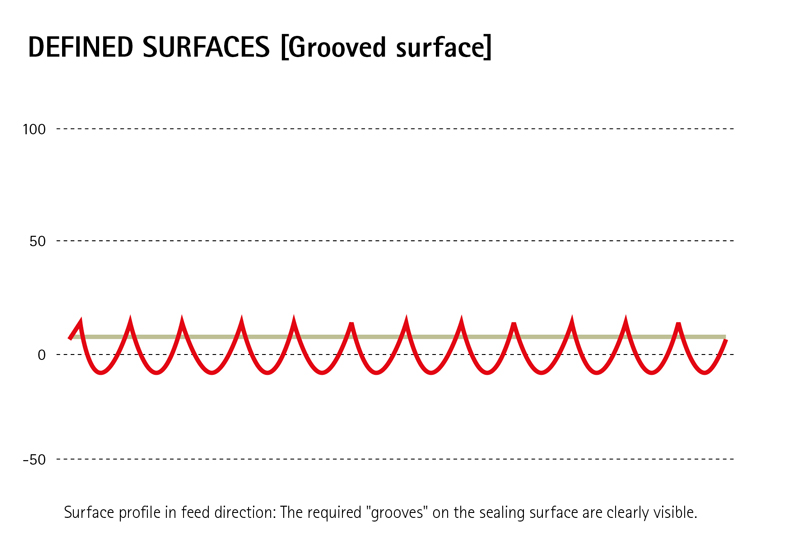
- Herausfordernde Bearbeitung am Bauteil durch Herstellen von definierten Oberflächen
本解决方案的特点
- 可实现高进给率,定义的粗糙度深度 Ra 12.5要求最小进给率为fz=0.8 mm
- 较大的径向行程和模块化刀具接口,可以实现刀具的跨结构组件应用,从而将需要的刀具数量降到最低
- 自动换刀
- 通过姐妹刀具的设置,使得刀具设置不影响主加工时间
- 基于柔性化工艺流程,可以在对刀仪上进行刀具预设置
- 可转位刀片技术使得切削刃材料成本大大降低
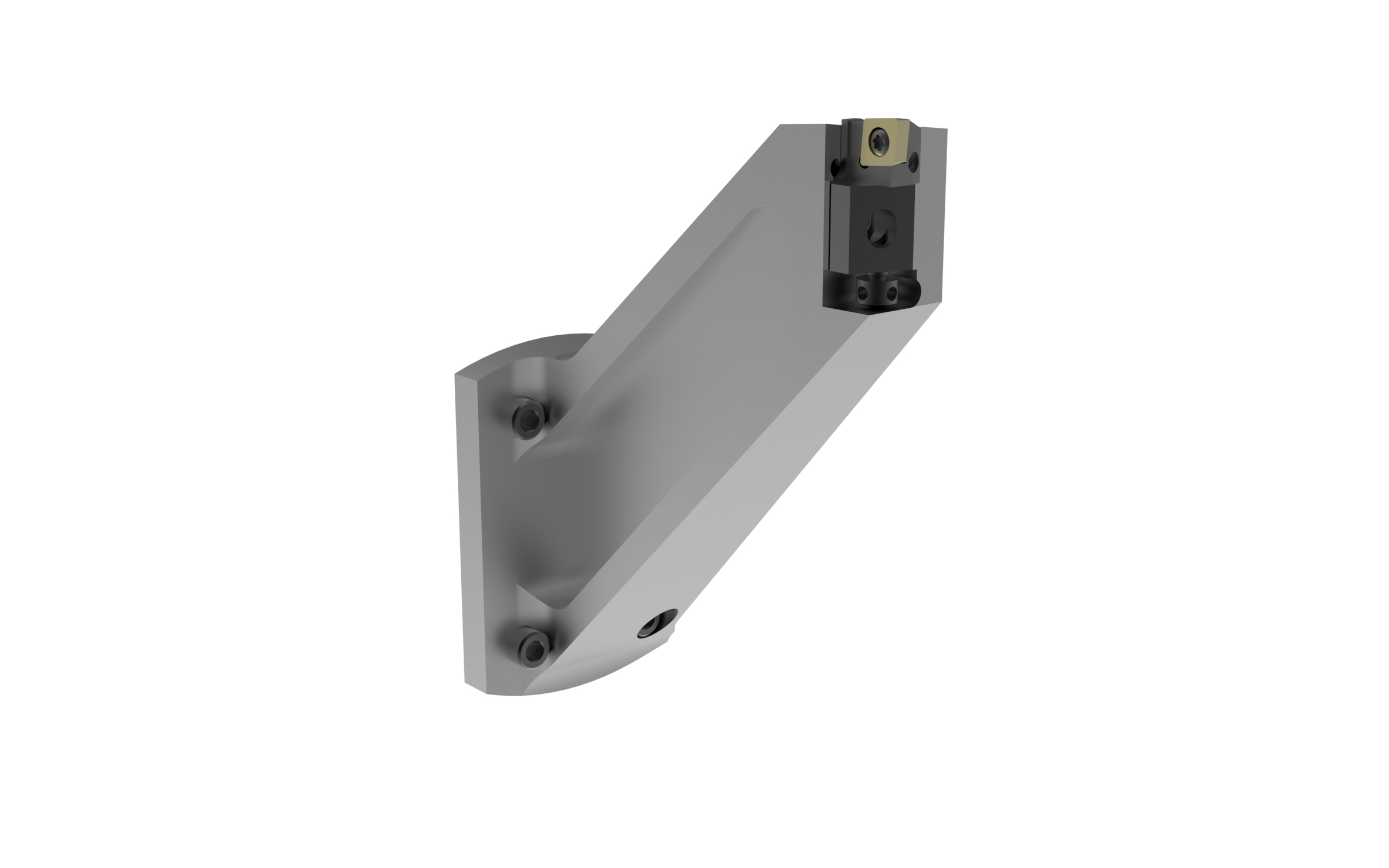
刀具亮点
- 自动刀具更换,实现了刀具的灵活应用
- 套装刀具可以分五个阶梯移动,以覆盖更广泛的直径范围
- 通过该套装刀具,可以直接集中地向切削刃上提供最佳化的冷却液

优点
- 通过一个刀具系统,即可涵盖各种组件系列
- 通过一次装夹,即可实现法兰表面和阀座环的加工
- 在更换夹具时,杜绝了错误的发生,从而实现最高的生产效率
- 通过控制技术,可实现无毛刺轮廓过渡区加工以及更短的循环时间,并可加工出所限定表面的要求精度
- 面对刀具磨损产生的公差和品质影响,可以柔性化进行校正