Lösungen für die Fluidtechnik

Alles hängt von der Hauptbohrung ab
Die Fertigung von Ventilgehäusen ist die Königsdisziplin in der Hydraulikwelt. Seit vielen Jahren ist die Kompetenz von MAPAL bei der Spool-Bohrung gefragt. Von der Genauigkeit dieser Bohrung hängt das Spaltmaß mit dem Schieber ab, das bei modernen Hydraulikventilen sehr eng definiert ist, damit das Hydrauliköl nur in die gewünschte Richtung fließen kann. Großes Augenmerk liegt dementsprechend auf der Rundheit, der Geradheit sowie der Oberflächengüte dieser Bohrung.
Der erste Bearbeitungsschritt trägt der unterschiedlichen Qualität der Rohteile Rechnung. Weil die vorgegossenen Bohrungen relativ ungenau sind, ist zunächst eine präzise Pilotbohrung im ersten Steg zu erzeugen. Sie schafft die Voraussetzung dafür, dass in den weiteren Bearbeitungsschritten eine gute Zylinderform entsteht. Als nächstes durchfährt ein Vollhartmetallwerkzeug oder bei den größeren Bauteilen ein Werkzeug mit Wendeschneidplatten die gesamte Bohrung. Was der Pilotbohrer für den ersten Steg geschaffen hat, wird nun auf ganzer Länge hergestellt. Um in den Hohlkammern Ringbildung durch Späne zu verhindern, sorgt MAPAL bei der Bearbeitung durch Verwendung der Tangentialtechnologie für einen weichen Schnitt. Das kann im Prozess einen separaten Waschgang einsparen.

Nach dieser Vorbearbeitung kommt ein MAPAL Feinbohrwerkzeug zum Einsatz, das die Bohrung äußerst präzise fertig bearbeitet. Es verfügt über eine einstellbare Schneide und Führungsleisten, die verhindern, dass das Werkzeug von Steg zu Steg abgedrängt wird. So wird eine hohe Geradheit und genaue Zylinderform erzeugt.
Die Bohrungsqualität kann dabei meist so weit verbessert werden, dass sich der manchmal noch notwendige dreistufige Honprozess auf einen ein- oder zweistufigen Honprozess reduzieren lässt oder das Honen sogar ganz entfallen kann. Wo dennoch drei Stufen gebraucht werden, geht dieser Prozess dank der guten Vorbearbeitung in vielen Fällen nennenswert schneller.
Hohe Wirtschaftlichkeit mit Standardwerkzeugen
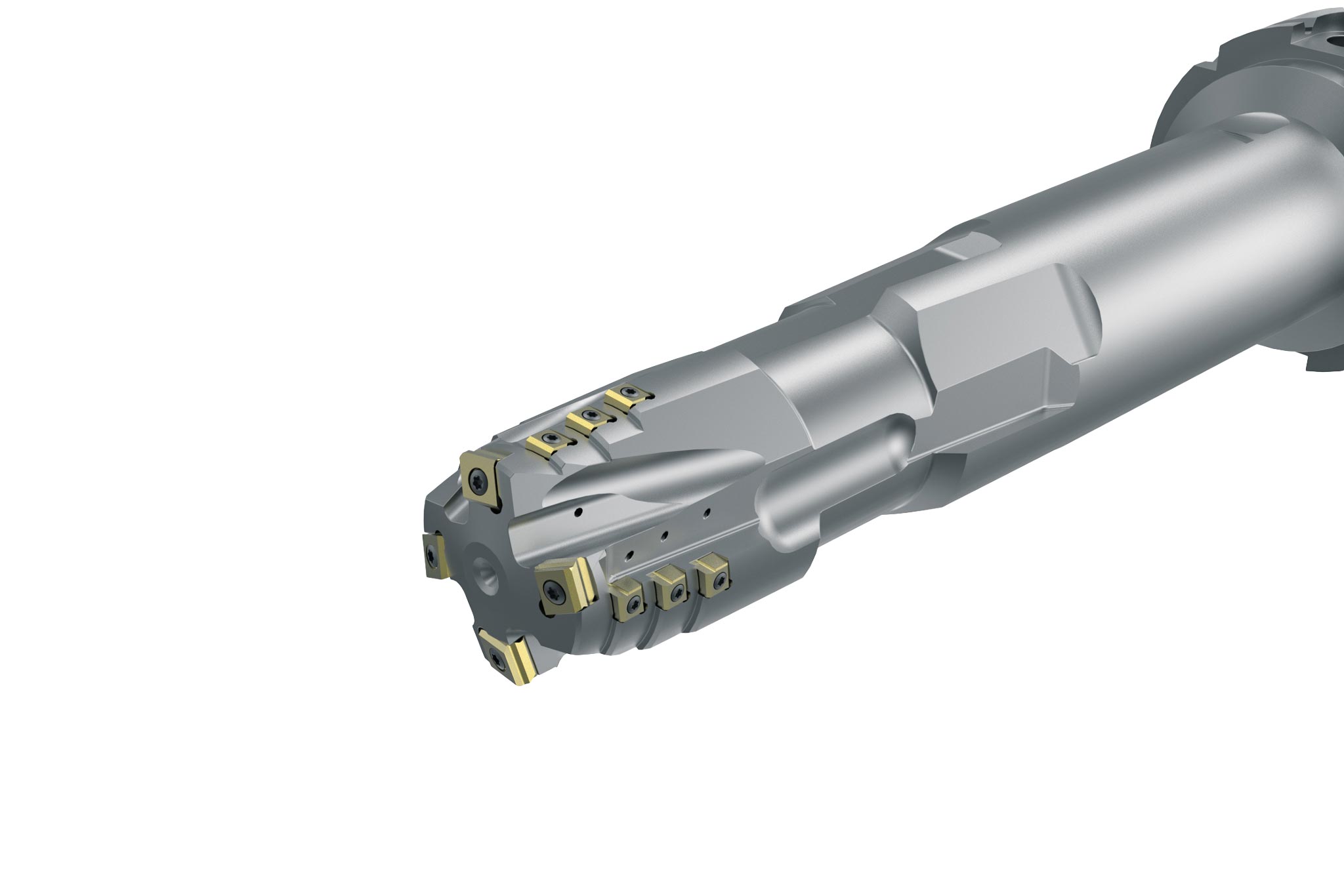
Effiziente Bearbeitung mit tangentialem Aufbohrwerkzeug