
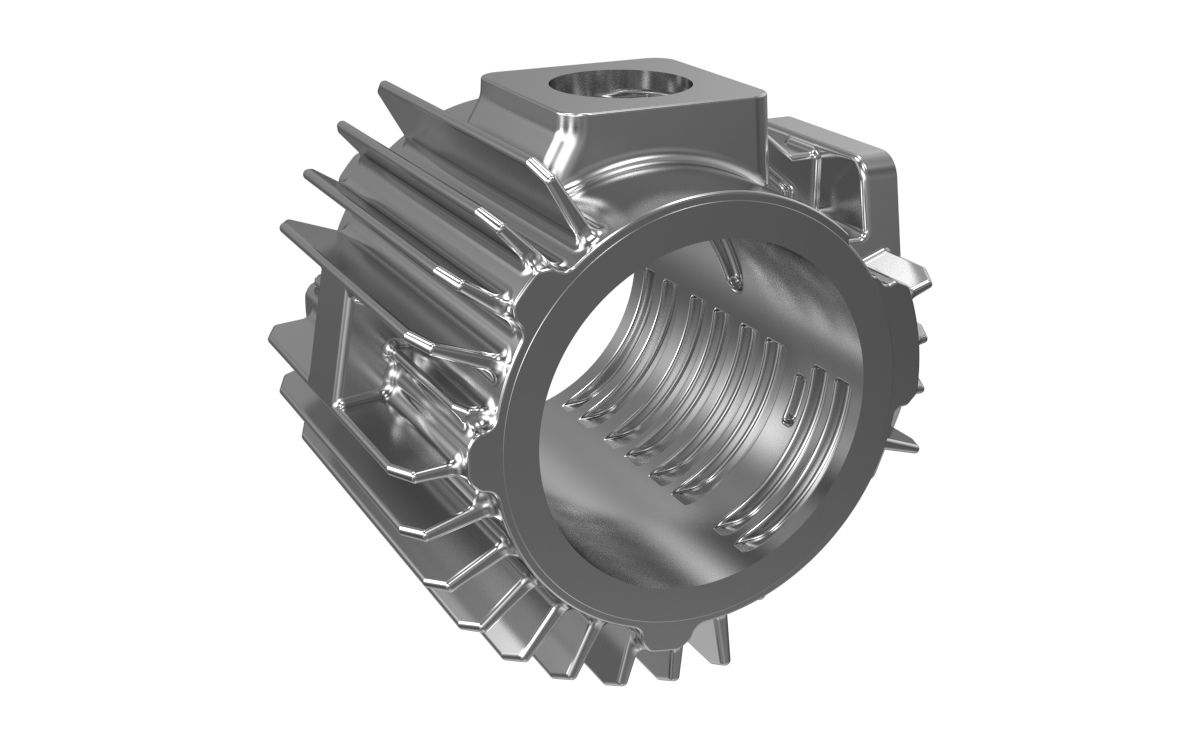
Carcasa de bomba de vacío con válvula rotativa
Carcasa de la bomba EN-GJL-250
Situación inicial del cliente
- Demanda claramente creciente, y con ello una exigencia, de una optimización de la producción, y al mismo tiempo seguridad de proceso
- Gran esfuerzo técnico de fabricación al mecanizar el orificio del estator con prefresado y husillos terminados
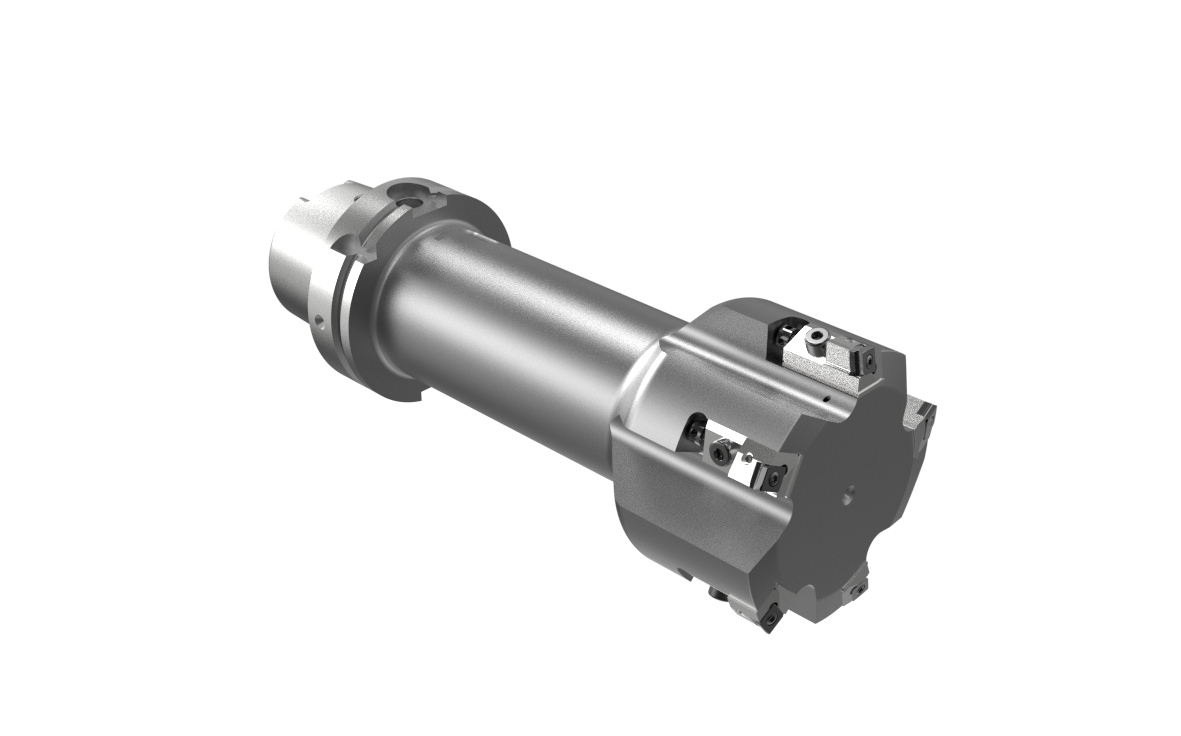
Particularidades de esta solución
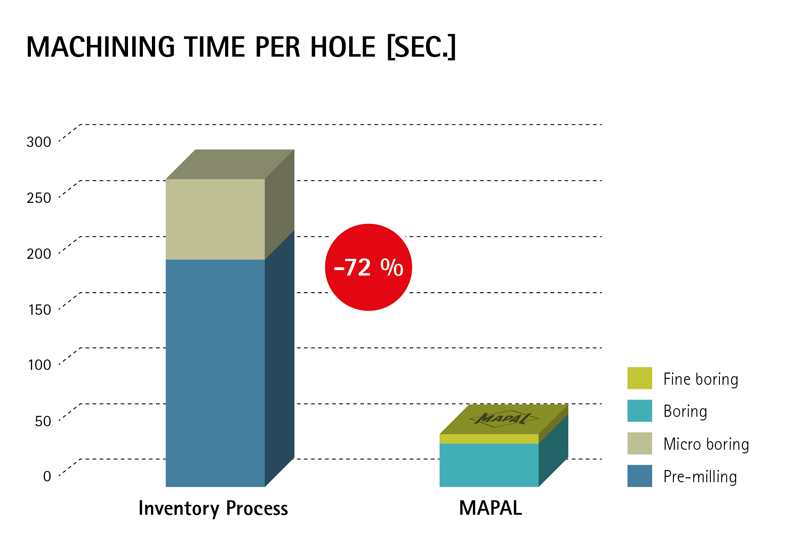
- Reducidos tiempos de ciclo y máxima rentabilidad mediante soluciones de mecanizado con varios filos
- Manejo sencillo en el proceso de producción en serie con el sistema EA
- Reducción de la frecuencia de ajustes de la herramienta de taladrado de precisión mediante una larga vida útil del material de corte CBN
- Menores costos de materiales de corte con soluciones de insertos de corte intercambiables
- La utilización múltiple en diversos materiales fundidos es fácil de realizar
Orificio del estator

优点
- MAPAL-刀具解决方案,通过缩短循环节拍时间,大幅优化工艺流程
- 在进行泵外壳体加工中,不仅确保产量的显著提高,同时确保了工艺的高安全性
- 通过取消主轴系统,因此不再需要设置步骤