
Klein- und Mittelserie mit festen Werkzeugen
Ventilgehäuse EN-GJS-400-15 – Schieberbohrung
Ausgangssituation beim Kunden

- Einzelaufträge, kleinere und mittlere Stückzahlen
- Keine Möglichkeit zur Werkzeugeinstellung
- Geringe Durchlaufzeit gefordert
- Hohe Maschinenstundensätze
- Stabiler Aufweit-Honprozess vorhanden
- Werkzeugkonzept auf mehrere Bauteilvarianten abgestimmt
Besonderheiten der Lösung
- Keine Ringbildung in den Hohlräumen durch spezielle Aufbohrgeometrie → Kosten für Entfernung der Ringe entfallen
- Optimale Resultate der Vorbearbeitung durch einen abgestimmten Pilotier- und Aufbohrprozess → Abstützung Aufbohrer in Pilotbohrung = ideale Geradheit, Position
- Hohe Produktivität bei perfekter Vorbearbeitungsqualität → Hohe Schnittwerte – Bearbeitungszeit wird reduziert
Schieberbohrung

1. Pilotieren
- VHM-Aufbohrwerkzeug mit sechs Führungsfasen für perfekte Rundheit und Geradheit
- Optimaler Spanfluss und erweiterte Nachschliffmöglichkeiten durch Mehrfasentechnologie und geeignete Kühlmittelführung

2. Aufbohren
- VHM-Aufbohrwerkzeug mit drei Schneiden und sechs Führungsfasen und spezieller Anschnittgeometrie
- Gerade Bohrung, idealer Spanfluss und Führung über die gesamte Bohrungslänge
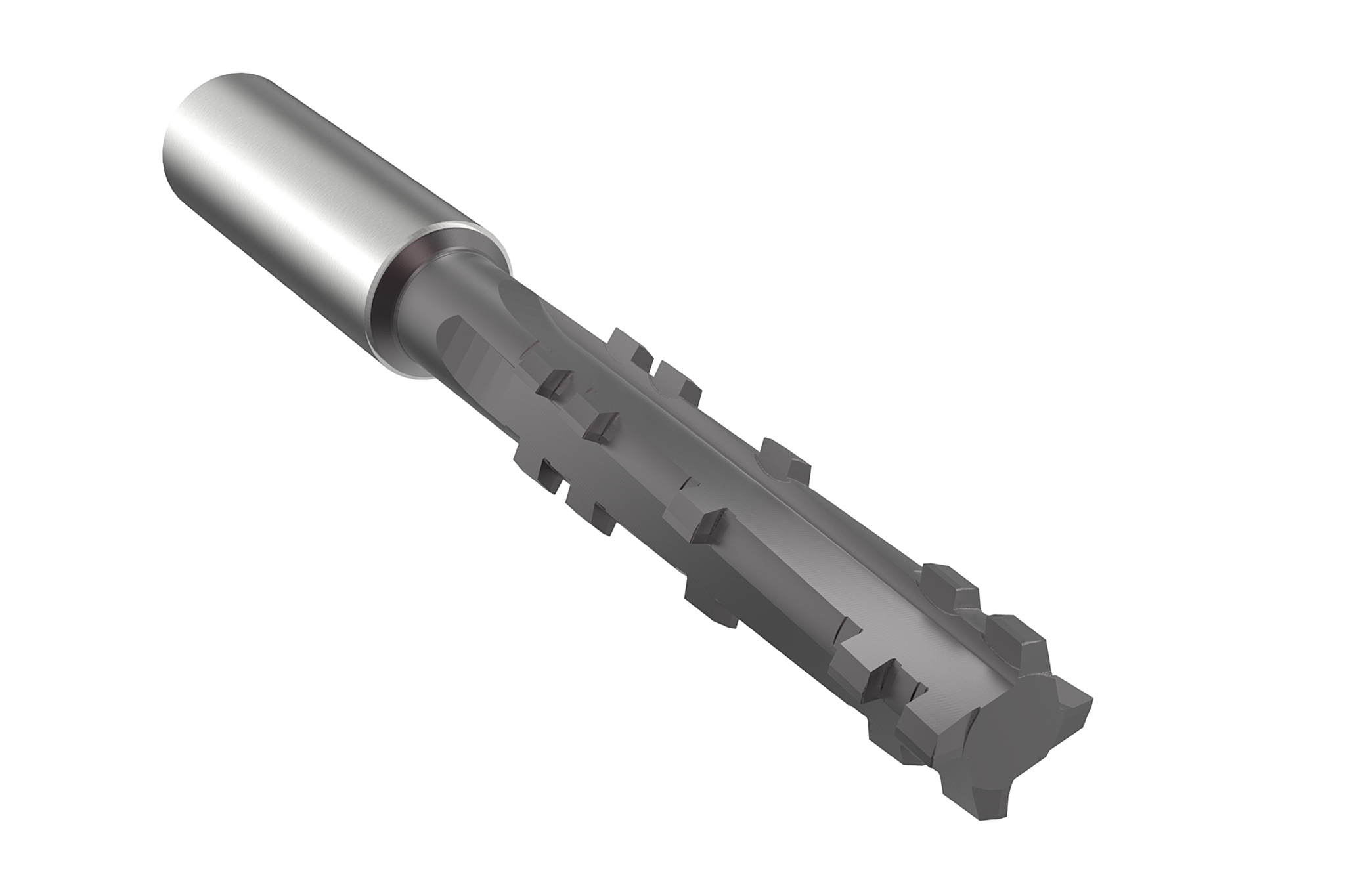
3. Steuerkantenbearbeitung
- Erhebliche Taktzeiteinsparung durch speziellen VHM-Zirkularfäser
- Definierte Steuerkanten ohne Ausbrüche

4. Reiben
- Mehrschneiden-Reibahle für hohe Schnittwerte
- Perfekte Spankontrolle durch Linksdrall und optimale Kühlmittelführung

Vorteile
- Geringer Invest
- Geringe Durchlaufzeit
- Hohe Verfügbarkeit des Bearbeitungszentrums
- Geringe Herstellkosten
- Keine Werkzeugeinstellung erforderlich
- Möglichkeit zum Nachschleifen weltweit