
09.11.2023
Doppelt so schnell zum Titanbauteil
SME Aerospace Malaysia setzt auf MAPAL Werkzeuge
Mit dem Wunsch nach einer schnelleren Bearbeitungszeit für ein Bauteil ist der Flugzeugzulieferer SME Aerospace auf MAPAL Malaysia zugekommen. Titanwerkzeuge der neuesten Generation und eine verbesserte Bearbeitungsstrategie machten eine Zeitersparnis von über drei Stunden pro Teil möglich.

In Kuala Lumpur fertigt SME Aerospace (SMEA) Bauteile für wichtige Flugzeughersteller, darunter Boeing und Airbus. Das Unternehmen stellt keine Prototypen her, sondern hat sich ganz auf die Serienproduktion von Komponenten konzentriert. Bei typischen Losgrößen im oberen zweistelligen Bereich kommen pro Jahr über eine Million Teile ganz unterschiedlicher Größe zusammen. Das Unternehmen beschäftigt in Malaysia rund 800 Mitarbeiter und ist mit einem modernen Maschinenpark sehr gut aufgestellt, um in der Fertigung die erforderliche Performance zu erreichen.
Der Kostendruck im globalen Business ist auch beim Zulieferer in Malaysia angekommen. Der überwiegende Teil der Werkstücke besteht aus Aluminium. SME Aerospace kann auf seinen Maschinen Strukturbauteile bis zu einer Größe von vier Metern zerspanen.
Derzeit fertigt der Zulieferer nur wenige Titanbauteile, will diesen Bereich aber ausbauen. Dafür erachtet es SMEA als notwendig, die Produktivität in der Titanbearbeitung zu erhöhen, um einen höheren Output auf den Maschinen zu erreichen. Für die Bearbeitung eines speziellen Bauteils wandte sich das Unternehmen dafür an MAPAL Malaysia. Der asiatische Standort von MAPAL besteht seit 2008 und ist ebenfalls im Großraum Kuala Lumpur angesiedelt. Geleitet wird die Niederlassung von Kang Hum Lim. Die 17 Mitarbeiter sind überwiegend schon lange im Unternehmen tätig und verfügen über einen hohen Kenntnisstand.
Die Niederlassung bietet das gesamte Produkt- und Leistungsspektrum von MAPAL an, dazu umfassende technische Unterstützung. Neben dem Vertrieb gibt es vor Ort auch eine Fertigung einfacher Vollhartmetallwerkzeuge und einen Nachschleifservice. Zum Beschichten arbeitet man mit lokalen Firmen zusammen. Viele Kunden von MAPAL Malaysia kommen aus dem Automotive-Bereich, aber auch die Luftfahrt spielt eine immer größere Rolle. Für das neue Projekt mit SME Aerospace konnte MAPAL Malaysia auf die Erfahrung von Senior Sales and Application Engineer Kien Keng Mak mit dem CAD/CAM-System Catia bauen. Vor seinem Einstieg bei MAPAL war er viele Jahre bei einem Unternehmen beschäftigt, das Strukturteile für die Luft- und Raumfahrtindustrie herstellt. Für das neue Projekt bei SME Aerospace waren seine Programmierkenntnisse mit dem CAD/CAM-System Catia besonders hilfreich, da es die vorgegebenen Konturen des aus dem Vollen zu fräsenden Luftfahrtteils auf der Maschine korrekt umsetzte.
Bauteil für den Airbus A320
Mit diesem Konzept kam die malaysische Niederlassung auf die Titan-Spezialisten im Stammwerk Aalen zu. Dort staunte man über die prognostizierte Zeitersparnis von fast 50 Prozent. Um die Ausarbeitung zu verifizieren, hat das TET-CAM-Team die Bearbeitung erneut simuliert, wobei das Interesse vor allem der Schruppbearbeitung galt, die etwa 65 Prozent der Zykluszeit bestimmte. In Zusammenarbeit mit der R&D-Abteilung wurden Bearbeitungsstrategien mit Vollhartmetall-Sonderwerkzeugen entwickelt und in das CAD/CAM System Catia von MAPAL Malaysia implementiert. Das habe vor allem dank der hervorragenden, offenen Kommunikation aller Beteiligten funktioniert, heißt es aus dem Projektteam. „Die vorgegebenen Konturen des Bauteils konnten so exakt aus dem Vollen zerspant werden.“
„Den größtmöglichen Kundennutzen bekommen wir nur über eine Simulation heraus. Unser TET-CAM-Team ist hier der Schlüssel zu solchen Projekten“, weiß Jens Ilg, der bei MAPAL als Business Development Manager Luftfahrtkunden betreut. „Das Team weiß, was die Maschine kann, wie die Bearbeitung aussehen sollte und wie leistungsfähig unsere Werkzeuge sind.“ Die Werte aus Kuala Lumpur und Aalen stimmten schließlich sehr gut miteinander überein.
Einfachere Logistik durch Wendeschneidplatten
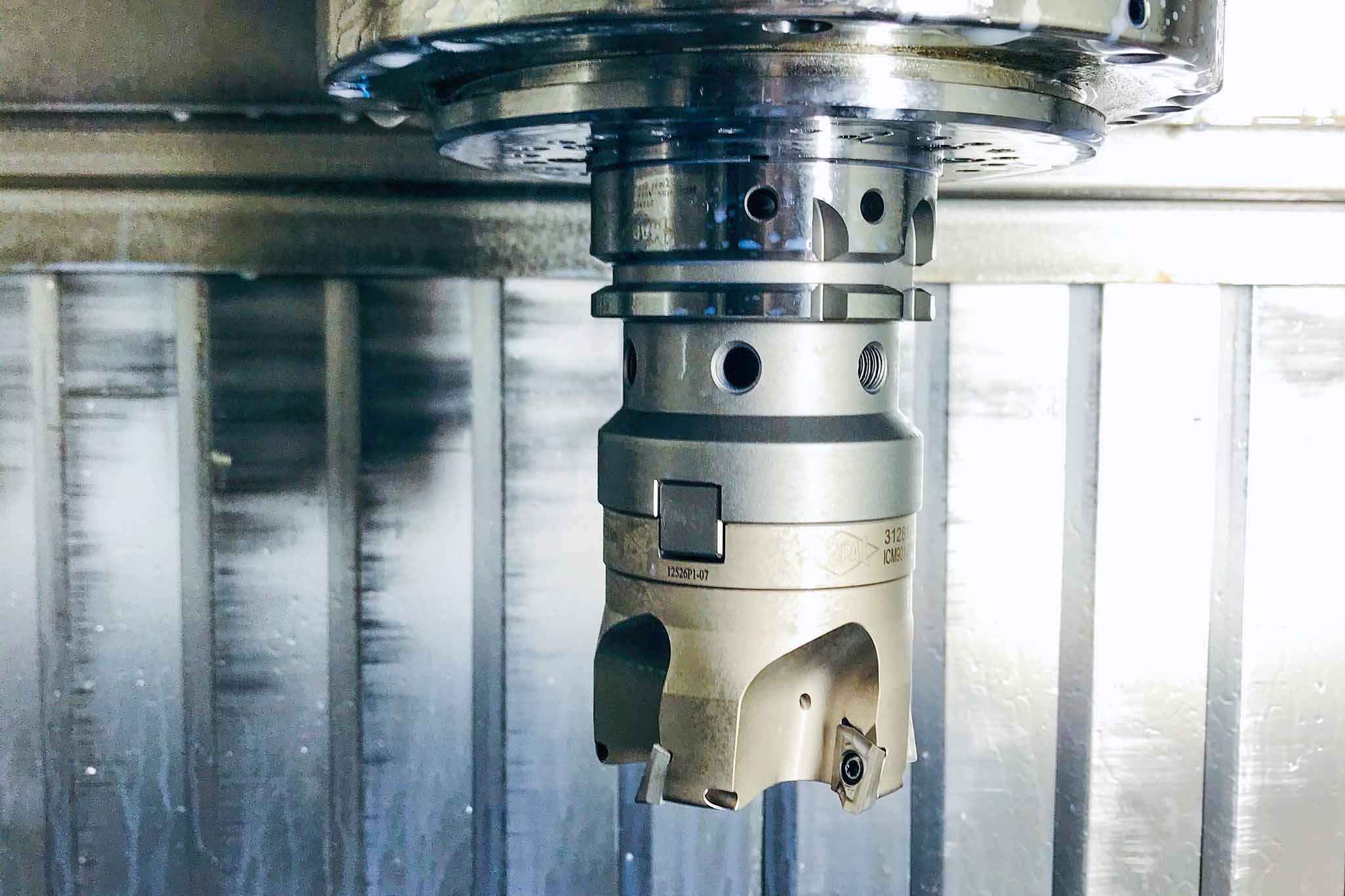
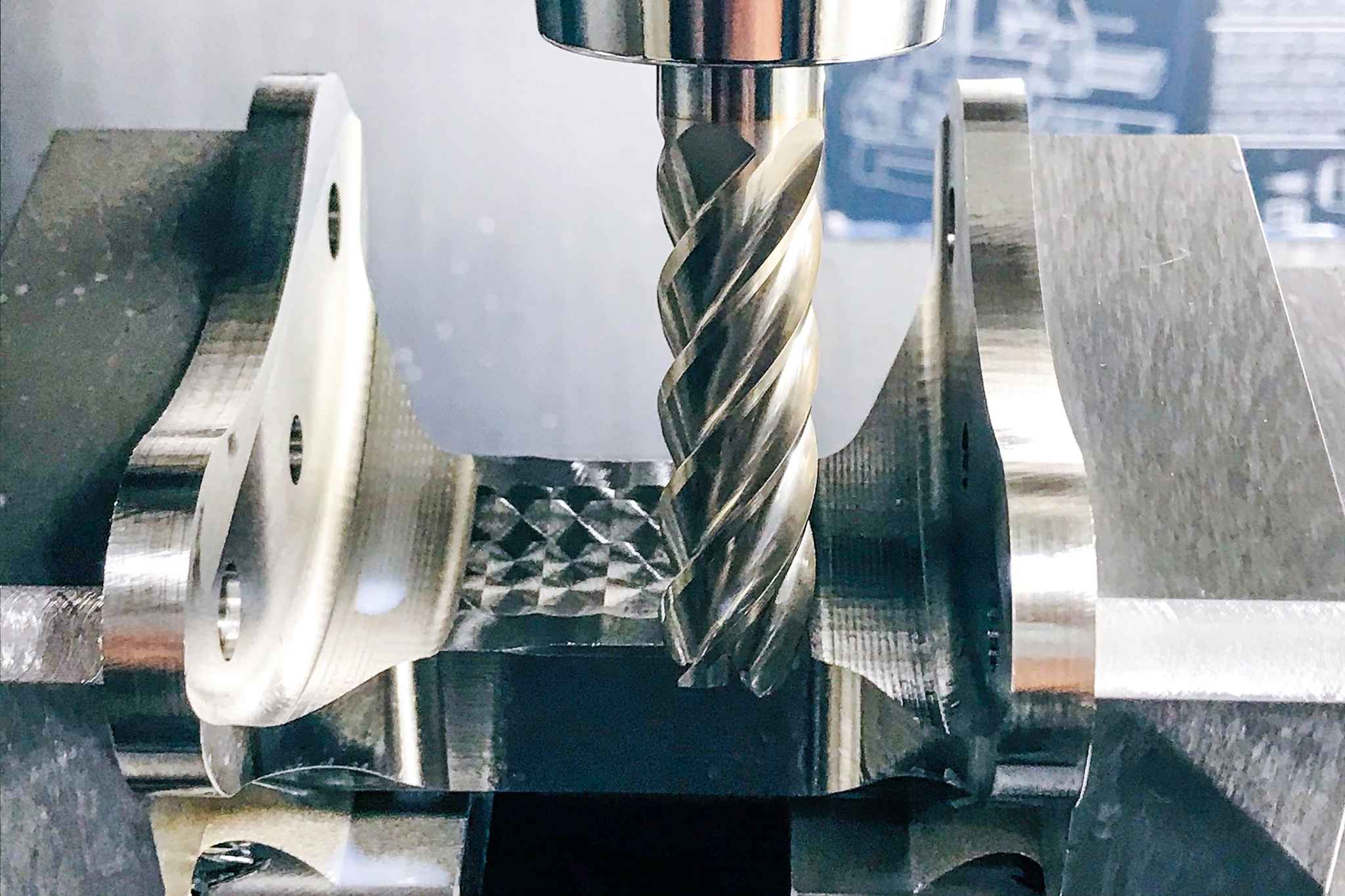
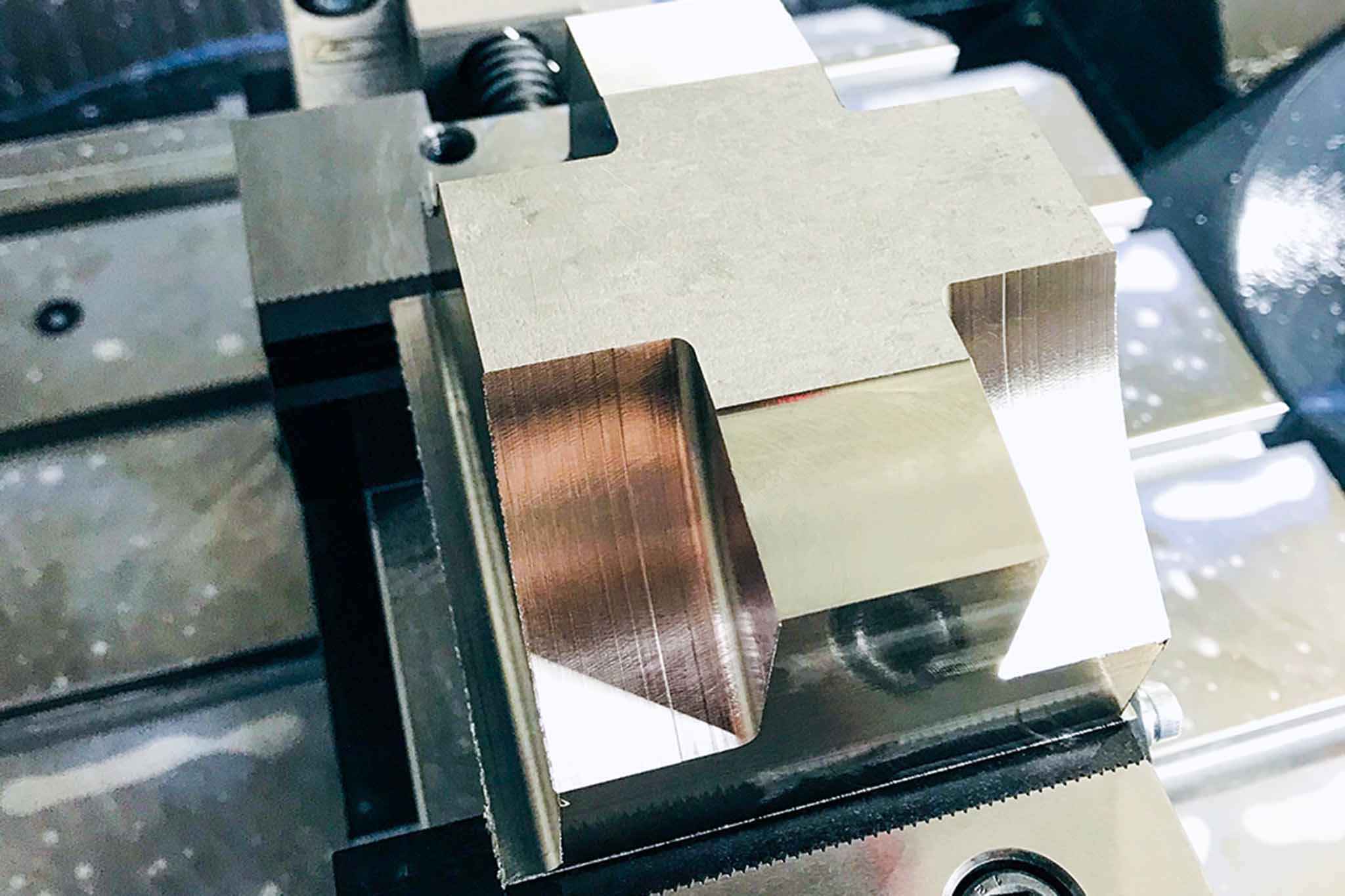
Um für den Kunden die Bearbeitungszeit des Bauteils um die prognostizierten 50 Prozent zu reduzieren, hat es MAPAL nicht dabei belassen, die zuvor benutzten Werkzeuge durch Hightech-Werkzeuge für Titan zu ersetzen. Vielmehr haben die Spezialisten den kompletten Prozess analysiert und clevere Programmiertricks, Werkzeugfeatures und Bearbeitungsstrategien eingesetzt. Dabei entschied man sich für eine Bearbeitung in drei Aufspannungen, um eine Deformation des Bauteils beim Fräsen zu verhindern. MAPAL Malaysia hat die Spannvorrichtungen dafür selber ausgelegt. Auch die passenden Werkzeughalter kamen von MAPAL. Sie gewährleisten, dass die Kühlmittelzufuhr optimal an die Schneide gelangt und eine zuverlässige Späneabfuhr gegeben ist. Beides ist bei der Titanbearbeitung sehr wichtig, um schnellen Werkzeugverschleiß zu vermeiden. Sicherheitshalber wurde neben der internen Kühlmittelzufuhr auch noch eine Außenkühlung zugeschaltet.
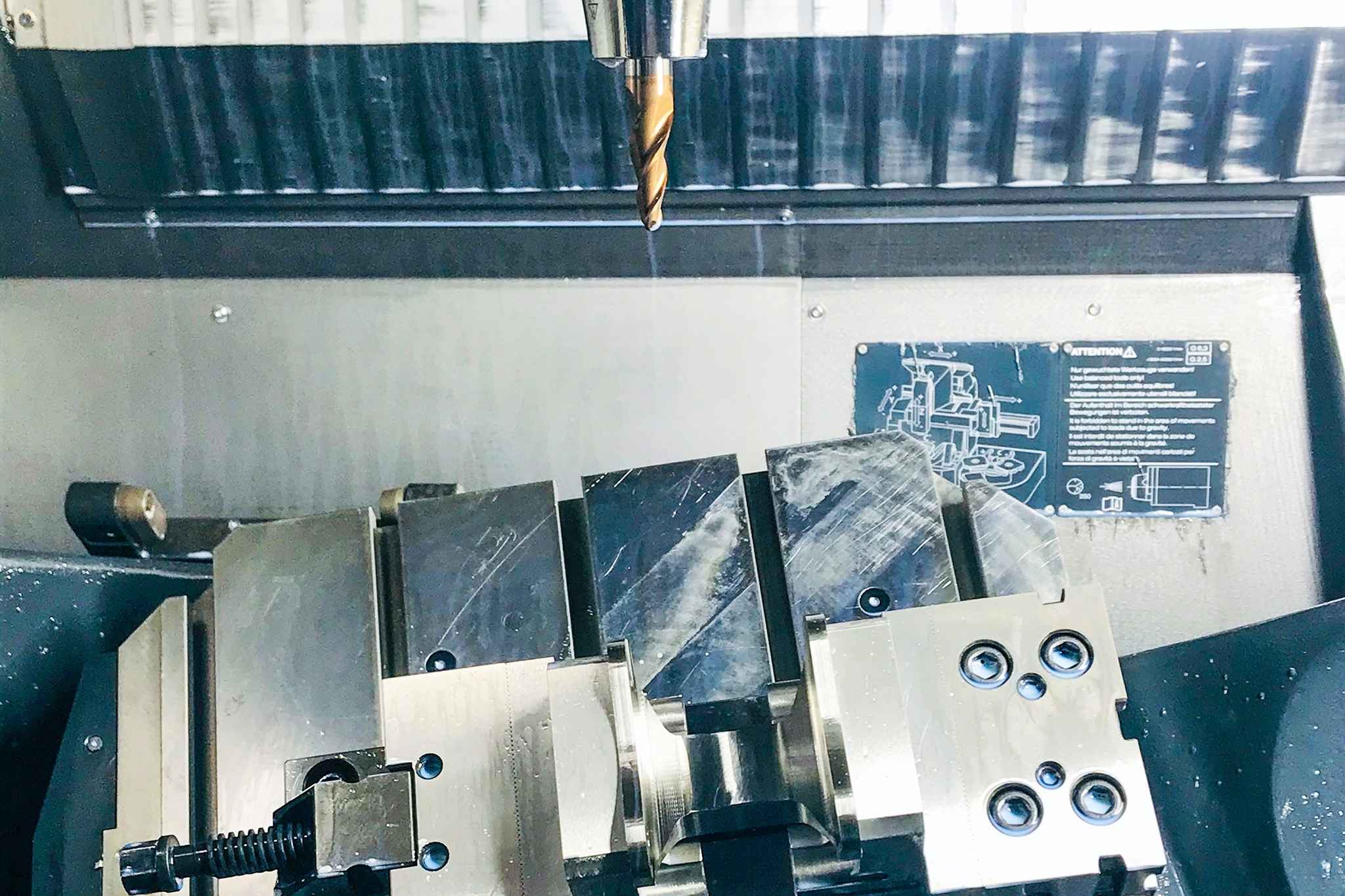
Die MAPAL Spezialisten vervollständigten das Rundum-sorglos-Paket für SMEA durch die Programmierung des Bauteils: Direkt auf dem Rechner des Kunden, mit den Daten der Maschine, auf welcher die Bearbeitung stattfinden sollte, einer DMC 65 monoBlock.
In drei Aufspannungen prozesssicher zum Ziel

Damit am Ende nichts mehr schief geht, unterstützte Global Project Engineer Markus Beerhalter das Team von MAPAL Malaysia beim Einfahren. „Markus ist unser Mann für wichtige und kritische Fälle in Asien“, sagt Jens Ilg. „Er ist seit vielen Jahren für MAPAL tätig, kennt sich aus mit Werkzeuganwendungen und ist sehr gut vernetzt.“ Vor Ort konnte Beerhalter sein Know-how in der Titanbearbeitung einbringen. „Bei Titan klingt das Geräusch während der Zerspanung sehr unterschiedlich“, berichtet er. „Bei der Optimierung der Schnittwerte beziehen wir daher auch den Sound der Bearbeitung mit ein. Vibrationen oder schlechte Kühlung wirken sich sehr negativ auf die Standzeit der Werkzeuge und die Qualität des Bauteils aus. Wenn ein Mitarbeiter zum ersten Mal Titanwerkzeuge einsetzt, tut er sich etwas schwer, dies zu erkennen, weil die Schnittwerte sich erheblich von der Bearbeitung anderer Materialien unterscheiden.“ Trotzdem wurde zum Einfahren Dummy-Material benutzt, um sicherzustellen, dass die Fünf-Achs-Bearbeitung ohne Hindernisse läuft und wirklich keine Störkonturen im Weg sind. Die Serienproduktion konnte
daraufhin anlaufen, ohne Ausschuss mit dem teuren Rohmaterial produziert zu haben.
Die Bearbeitungszeit wurde schließlich auf 3:20 Stunden verkürzt und liegt damit noch 14 Minuten unter der vereinbarten Zeit. Mit diesem Resultat und der Betreuung durch MAPAL ist SME Aerospace sehr zufrieden. Als nächstes ist bereits ein sehr ähnliches Bauteil im Gespräch, nämlich ein Stopper für die Querruderumlenkung.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


