
27.06.2023
最適化されたCFRP加工
OptiMill-Composite-Speed-Plusによる最適なプロセスの信頼性
大型の炭素繊維部品のワーククランプが改善されたことで、航空宇宙産業ではより迅速な加工が可能になりました。MAPALはこの開発を新しい工具でサポートします。ダイヤモンドコーティングと最適化された形状により、OptiMill-Composite-Speed-Plusはプロセスの信頼性を保証します。

航空宇宙産業はプロセスの変更に多大な労力を必要とするため、すでに監査済みの機能プロセスの変更に二の足を踏んでしまいがちです。しかし、コスト圧力が高まるにつれ、業界は可能な限り効率的な生産を行う必要に迫られてきています。航空機メーカーはこれまで、クランプ技術を高性能化への障壁として認識してきました。大型の炭素繊維部品は通常、真空クランプ技術で固定されます。吸盤の保持力には限界があるため、振動の上昇を防ぐためには比較的値の低い切断速度が必要となります。その結果、品質が損なわれ、形状や位置の公差に狂いが生じる可能性があるのです。
新しいクランピング技術によって、メーカーは切削値を上げることができるようになりました。しかし、これに伴って新たな問題が発生しました。加工条件が変わると、それまで完璧に機能していたフライスカッターにかかる負荷が増大するため、破損のリスクが高まってしまうのです。MAPALの超硬ソリッドフライス工具のプロダクトマネージャーであるティム・ローマー氏は「超大手メーカーでさえ、工具を限界まで使用した後に工具破損の影響を受けていました。」と説明しています。MAPALは市場の要求に応えるべく、行動を起こし、OptiMill-Composite-Speed-Plusを開発しました。
大きな芯厚径、小さな切りくずスペース
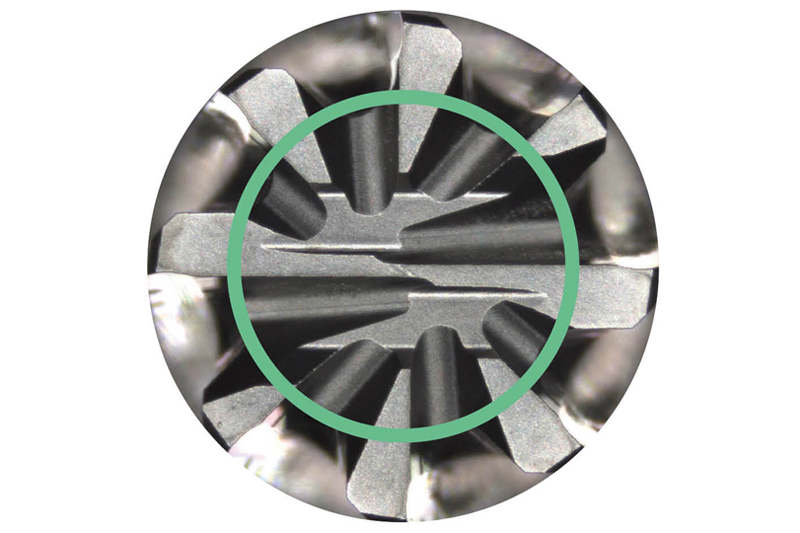
溝形状に対する要求も、送り、切り込み深さ、切削幅が切りくずの厚さに影響する金属加工とは異なります。CFRPのすくい角は、1刃あたりの送りが小さいため、わずかにしかかみ合いません、MAPALは切削ウェッジを最大限安定するように設計しました。
新しいOptiMill-Composite-Speed-Plusは最適化されたエンベロープ曲線を持ち、てこ力を低減することで、耐欠損性を高めています。これは実際によく機能しているとローマー氏が説明しています。「典型的な航空部品は、スタック、つまり複合材パネルで構成され、通常5~15mmを加工します。短い工具で十分です。」従来の工具はDIN6527の規定よりも長かったが、新しい工具シリーズはほぼ規格に適合しています。MAPALは直径4~20 mmの工具を提供しています。
均一なダイヤモンド層
OptiMill-Composite-Speed-Plusは、革新的なダイヤモンドコーティングを施した研磨炭素繊維の加工においても、高い工具寿命を保証します。均一な層厚散布と、CVDプロセスでダイヤモンドをコーティングする際の高い再現性の技術においてMAPALは卓越しています。従来のコーティング技術では、刃先よりも先端が厚い不規則な層が形成されることがよくありました。このプロセスでは、刃先の丸みが異なるため、切削圧力が変動し、磨耗が生じてしまうのです。
刃先の長さにわたって均一な層厚は、プロセスの信頼性に貢献します。切れ刃のどの部分であっても、安定した性能を発揮することができます。このことは、高さに関係なく、スタックの円周加工にも工具を使用できることを意味します。ユーザーは、摩耗する最後までフライスカッターを使用し、その後再調整して新しい刃先で加工を続けることもあります。ショルダーフライスカッターは、幅広い用途に適しています。そのため円周加工に加えて、スロット、エッジ、ポケットの加工にも使用されます。

Pull or Push 最大30%の改善
CFRP加工の一つの側面は、ワークピースによって加工品質が異なることです。ユーザーは、既存の複合材料に応じて、部品にどのような加工品質が要求されるかを判断し、理想的な工具を選択する必要があります。特にきれいなエッジが要求されるのは、接続点であることが多いです。MAPALは2種類のフライスカッターを提供しています。右側のスパイラルモデルは、引っ張り効果により軸方向に引張力を発生させ、左側のスパイラルモデルは、押し効果により軸方向に圧縮力を発生させます。ファイバーキャッチャーは、それぞれのスパイラル加工によって生じる力を打ち消します。
以前のモデルには、第3のニュートラル・バリアントがありました。しかし開発を重ね、新しいツールは軸力を最大40%削減することが可能になり、このバリアントはもはや必要なくなりました。新製品の2つのバージョンは、これまでニュートラル・バリアントが使用されていたすべての作業に対応します。工具寿命、静粛性、生産性、切削品質において、新型工具は従来品より最大30パーセント向上しました。
航空産業がコロナウィルスの不振から立ち直りつつある一方で、CFRPの利用は他の分野でも急速に拡大しています。自動車工学やレースに加え、一般消費者部門にも注目が集まっています。自転車、スキー、スノーボード、釣り竿などのスポーツ用品のメーカーが、この最新素材を採用するケースが増えてきています。
OptiMill-Composite-Speed-Plusは、鋭い切れ刃により熱可塑性プラスチックや熱硬化性プラスチックの加工にも使用できます。これらのプラスチックは研磨性がないため、コーティングは不要で鋭い切れ刃が使用されます。非コーティングのフライス工具は特に切削品質の点ではるかに優れているため、従来のルーター工具に取って代わります。MAPALは、ファイバーグラス材の加工にも非コーティング工具を推奨しています。

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


