
09.12.2019
Zylinderbohrungen in LKW-Motoren hochgenau bearbeiten
Erfolgreiche Teamarbeit von Anwender, Maschinenhersteller und MAPAL
Im Mercedes-Benz Werk in Mannheim entstehen moderne Motoren für Lastkraftwagen. Mit sehr engen Toleranzen bei den entscheidenden Abmessungen der Motorblöcke, um optimale Motoreigenschaften zu erreichen. Bei der Konzeption einer neuen Fertigungslinie für die Bearbeitung der Motorblöcke ermöglicht die enge Zusammenarbeit der Spezialisten von Mercedes-Benz, des Maschinenherstellers sowie von MAPAL wesentliche Fortschritte.




Bei der Fertigung der Motoren ist höchste Präzision gefragt. Denn um bestmögliche Motoreigenschaften gewährleisten zu können, müssen die entsprechenden Flächen im Motorblock äußerste Genauigkeit aufweisen. Ihre Geometrie ist komplex und beinhaltet eine Vielzahl an Schlüsselmerkmalen. Höchste Toleranzklassen sind prozesssicher einzuhalten. Dazu gehören je nach Motortyp mehrere H7-Passungen, diverse Bereiche mit Genauigkeitsvorgaben unter 15 µm sowie eng tolerierte Fasen. Darunter eine 20°-Fase mit Auslauf, für die eine Winkeltoleranz von lediglich ±0,025° (1‘30“) bei hohen Anforderungen an die Oberflächengüte einzuhalten ist. Neben der hohen Präzision liegt das Augenmerk auf einer wirtschaftlichen Fertigung.
Nur mit Aussteuerwerkzeugen zu bewältigen
Eine erste Linie für die Bearbeitung dieser Motorblöcke ist seit Jahr 2011 in Betrieb. Bei der Planung einer zweiten Linie griffen die Verantwortlichen auf die Erfahrungen der ersten Linie zurück. Und deklarierten die Bearbeitung der Bohrungen für die Aufnahme der Zylinderlaufbuchsen als besonders anspruchsvoll. Die Bearbeitung erfolgt in zwei Stationen: eine für die Vor- und eine für die Fertigbearbeitung.

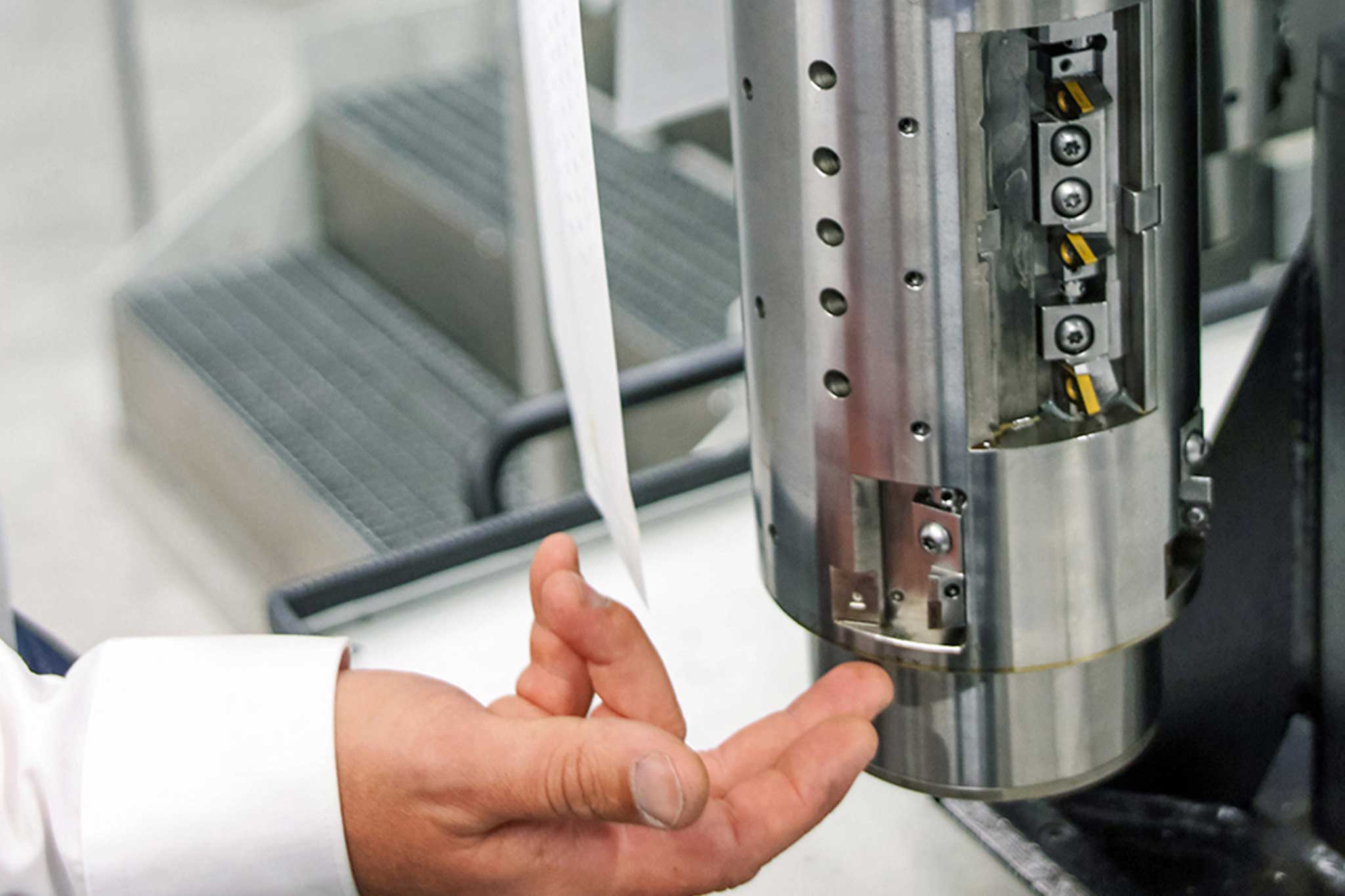
Hierfür hat MAPAL komplexe Aussteuerwerkzeuge entwickelt. Sie sind mit bis zu 20 Schneidplatten, sowohl in ISO- als auch in Sonderausführung, bestückt. Die HSK-160 Schnittstelle weist eine vergrößerte Planfläche von 200 mm Durchmesser auf, ein Werkzeug wiegt insgesamt bis zu 60 Kilogramm. Trotz der Schnittstelle und der Gesamtlänge von 380 mm muss das Aussteuerwerkzeug eine Rundlaufgenauigkeit von 3 µm gewährleisten. Die Schieber steuert eine zusätzliche NC-Achse in der Maschinensteuerung mittels einer Zugstange an. Die Herausforderung bei der Werkzeugauslegung war, diese Zugstange in die HSK-Schnittstelle zu integrieren und den automatischen Werkzeugwechsel sicherzustellen. Eine hochpräzise Bajonettverriegelung löst die Aufgabe. Sie koppelt die Zugstange automatisch beim Werkzeugwechsel. Rampen aus Hartmetall übertragen die Bewegungen der Zugstange im Werkzeug auf die Schieber.

Sichere Logistik für die Werkzeuge mit hohem manuellen Fertigungsanteil
Um die geforderten Stückzahlen zu erreichen, bearbeiten drei Spindeln auf den Sondermaschinen drei Bohrungen gleichzeitig. Die drei Werkzeuge pro Maschine sind jeweils einer bestimmten Spindel zugeordnet. Damit ist Prozesssicherheit gewährleistet. Für jedes Werkzeug gibt es ein Schwesterwerkzeug sowie ein Reservewerkzeug für die turnusmäßigen Wartungen und Instandsetzungen bei MAPAL.

Die sehr hohe geforderte Fertigungspräzision der Aussteuerwerkzeuge für Mercedes-Benz macht einen großen manuellen Fertigungsanteil notwendig. Beispielsweise läppen die Spezialisten von MAPAL die Schieberschächte im Werkzeuggrundkörper von Hand. Auch die Genauigkeit der Zugstangenmechanik muss höchsten Präzisionsanforderungen genügen. Für jedes dieser Werkzeuge ergibt sich so ein manueller Arbeitsaufwand von mehreren Mannwochen.
Schneidenwechsel und Einstellen der Werkzeuge außerhalb der Maschine
Die Bediener vor Ort nehmen diese Art von Werkzeugen in der Regel aus der Maschine und gehen in den Arbeitsraum, um die Schneiden zu wechseln und einzustellen. Das ist für die Maschinenbediener aufgrund des Kühlschmierstoffs nicht nur unkomfortabel, die Maschine produziert in dieser Zeit nicht. Im Dreischichtbetrieb und bei drei Werkzeugen pro Maschine summiert sich diese Stillstandszeit theoretisch auf drei bis vier Stunden täglich. Ein inakzeptabler Wert.
Gemeinsam mit den Mitarbeitern von Mercedes-Benz und dem Maschinenhersteller hat MAPAL daher ein Konzept zum automatischen Werkzeugwechsel sowie zum Einstellen der Werkzeuge außerhalb der Maschine. Dieses Vorgehen ist grundsätzlich bei Bearbeitungsmaschinen durchaus üblich. Allein schon die Dimensionen der Werkzeuge machen es in diesem Fall allerdings zur Herausforderung. Eine Maschine mit automatischem Werkzeugwechsel stellt für diese Art der Bearbeitung und für diese Dimensionen eine Weltneuheit dar. Und so forderte das Projekt viel Innovationskraft und Mut bei allen Projektpartnern.
Einmalige Einstellgeräte für hängende Werkzeuge
Damit das externe Einstellen so einfach wie möglich ist, entwickelte MAPAL passend zu den Werkzeugen die entsprechenden Geräte für Transport, Einstellung und Handhabung. Unter anderem eine Lösung für das Handling beim Ein- und Auswechseln der Werkzeuge ins Magazin, denn der Werkzeugeinsatz in der Bearbeitungsmaschine erfolgt hängend, was durchaus außergewöhnlich ist. Das hohe Werkzeuggewicht von rund 60 Kilogramm würde schon allein das zweimalige „Umdrehen“ des Werkzeugs zu hohen Belastungen für das Personal führen. Zudem spielt bei solchen Gewichten der Sicherheitsaspekt eine große Rolle. Auch das Risiko von Beschädigungen der Werkzeuge muss in die Überlegungen einbezogen werden. Die Lösung bieten zwei weltweit einmalige Sonder-Einstellgeräte von MAPAL, die die Werkzeug in hängender Position aufnehmen. Dazu kommt ein Wagen für den hängenden Transport zwischen Bearbeitungsmaschine und Einstellgerät. Die Werkzeuge werden so in der Lage transportiert und eingestellt, in der sich in der Bearbeitungsmaschine zum Einsatz kommen.

Geschlossener Qualitätsregelkreis
Die an den Einstellgeräten ermittelten Messergebnisse werden direkt auf einen RFID-Datenträger am Werkzeug übertragen. Die Steuerung der Bearbeitungsmaschine liest diesen Chip beim Einwechseln aus. So kann die Maschine während der Bearbeitung einen Teil der wichtigen Maße mithilfe der Aussteuerschieber nachstellen. Ab dem zweiten Werkstück sind die Ergebnisse der routinemäßigen QS-Messungen berücksichtigt. Dieser geschlossene Qualitätsregelkreis für die Werkzeuge hatte für Mercedes-Benz hohe Priorität.
Die zweite Fertigungslinie für LKW-Motorblöcke konnte planmäßig in Betrieb genommen werden. Die Werkzeuge erfüllen ihre Aufgabe gemäß aller Vorgaben, und Mercedes-Benz fertigt die Motorblöcke heute hochpräzise in Serie.



