High performance in precision machining of aluminium
Machine and tool must harmonise for the best results
Lightweight components subject to particularly high dynamic loads, such as aluminium structural parts for aircraft, are usually machined from solid material. Up to 95 percent of the material is removed during the process. Such components are sometimes up to 30 metres long. The cutting machines need to deliver enormous performance with high precision because with residual wall thicknesses of less than two millimetres in some cases, even deviations in the tenths of a millimetre range could cause problems. Today, the market demands fully tested and optimised technology solutions consisting of machine, automation, tools and machining software. In this environment, milling tools which MAPAL has developed especially for high-performance machining have proven their worth.
„Our speciality is the development and manufacture of five-axis machining centres for high-performance cutting of large-format workpieces“, said Stefan Diem, application engineer at bavius technologie gmbh (bavius) in Baienfurt. The company, which originally belonged to the Handtmann Group, has been operating in this field for around 30 years and has correspondingly extensive expertise. In 2017, bavius became independent as part of a management buy-out and has since been operating under a new name.
The bavius machine users come from a wide range of industries. There’s a particular focus on aerospace. The requirements are especially high in this area. In most cases, it’s a matter of machining clearly defined parts or groups of parts made of high-strength aluminium alloys, which are always required in the same design for a period of around ten years. As the components are usually safety components for airplane structures, customers demand safe, fully validated technology solutions. These consist of machine, clamping setup and tools as well as machining technologies including all parameters. The solutions must meet the aircraft manufacturers‘ high safety standards in all points.
Precision challenge
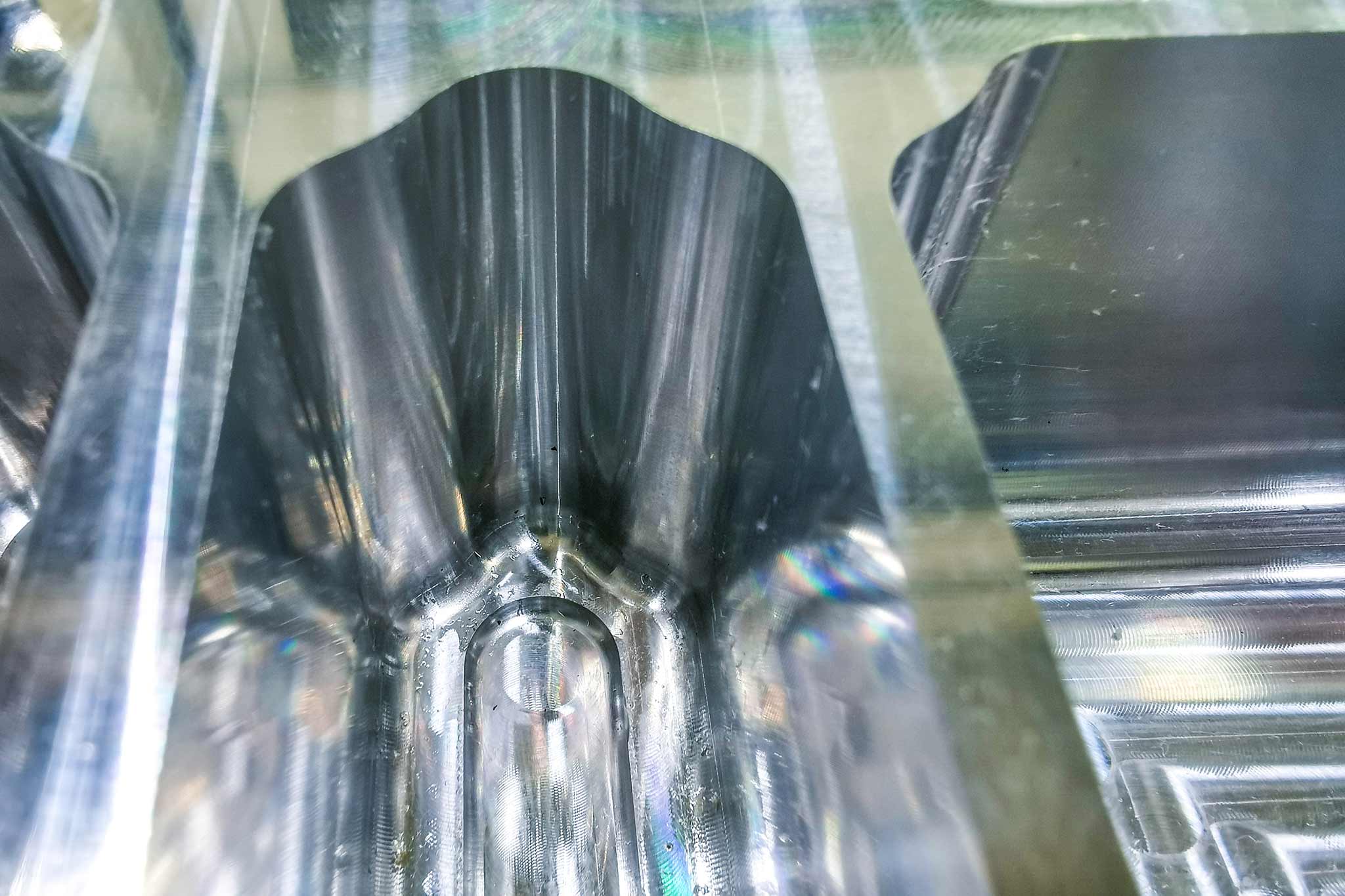
„Such aircraft structural parts are partly milled from solid rolled material as well as forged blanks, whereby the machining volume can reach up to 95 percent“, added Michael Hofmann, Area Sales Manager at MAPAL. The structures are as filigree and thin-walled as possible in order to save as much weight as possible. This places the highest demands on precision, because during machining the tightrope walk between low weight on the one hand and assured compliance with the required component properties on the other must be mastered. In addition, the surface finish quality plays an essential role with safety-relevant components. Even the most minor damage could become the starting point for fatigue cracks in critical areas such as transitions or fillets. Such risks of failure must be avoided at all costs.
Numerous deep, partly very narrow pockets with thin walls produced using five-axis simultaneous machining.
At the same time the fastest-possible machining rates are required from an economic point of view. The tools used therefore play an essential role in addition to the properties of the processing machine. Their suitability is put through its paces as part of extensive pre-testing, as the order depends on successful validation by the customer for all those involved. MAPAL is a frequently consulted development partner for such projects due to its expertise in tool development and manufacture.
Extreme demands on the tools
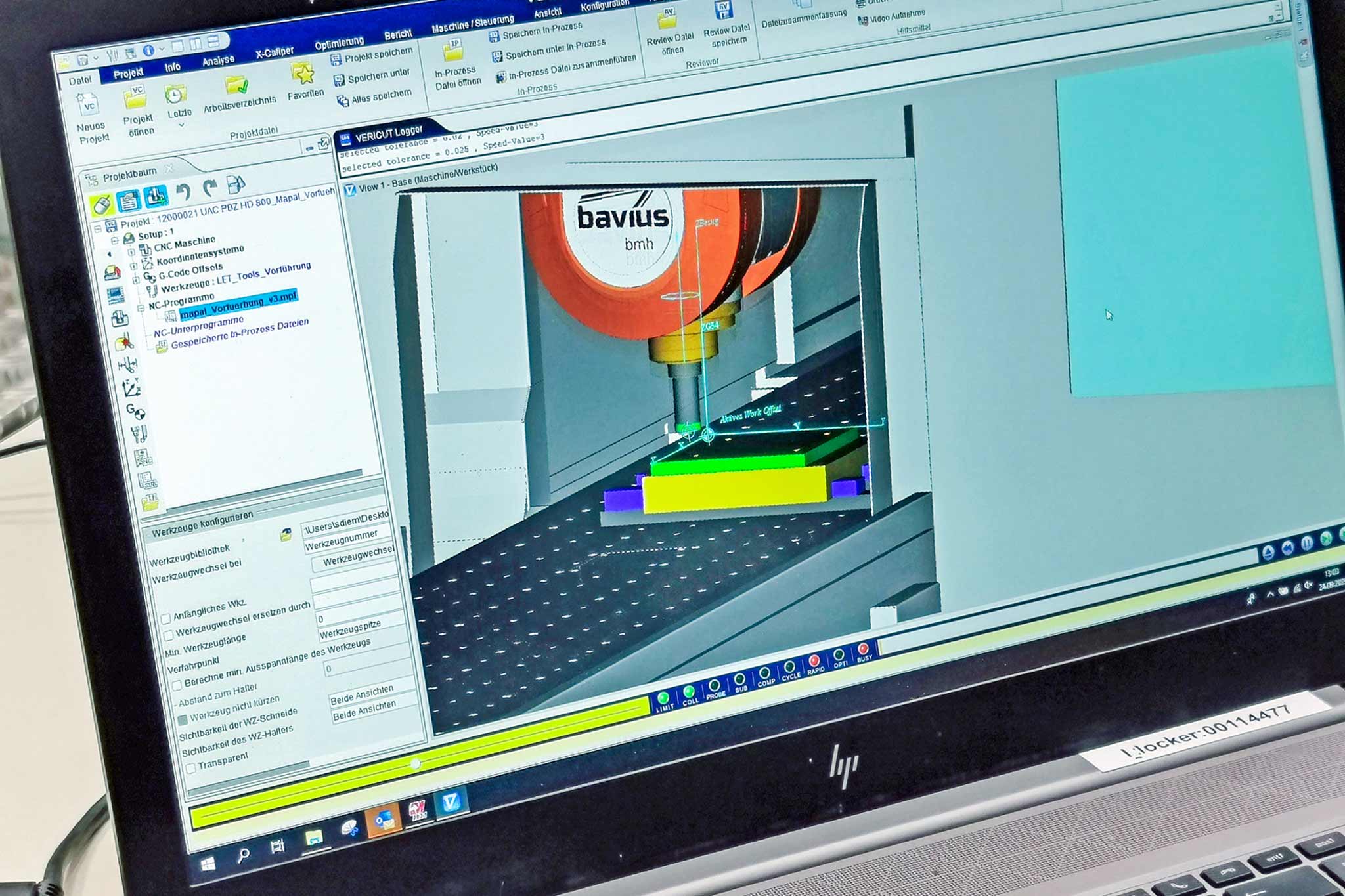
„The demands on the tool are extremely high for a component currently in the pipeline“, said Thomas Jungbeck, Technical Advisor at MAPAL. The customer requires high cutting performance, for which the bavius machine (a PBZ HD with a spindle power of 80 kW at a spindle speed of up to 30,000 rpm) offers the ideal prerequisites. In the application, the benchmark is around 7-8 litres of generated chip volume per minute. A challenge for the tools is initially the small size of the pockets, which limits the possible applications of large-format milling cutters.
The five-axis machining centres on the PBZ HD series from bavius can machine workpieces with dimensions of up to 30,000 x 800 x 575 mm. The spindles (up to 80 kW/ 30,000 rpm/ 39 Nm) enable high machining rates.
As a result of the undercut in some pockets and the small corner radii, a large proportion of the machining tasks have to be carried out with rather small-format milling cutters with diameters of only 16 mm for roughing and 12 mm for finishing. MAPAL has developed solid carbide milling cutters especially for such applications – the OptiMill-SPM-Rough for roughing and the OptiMill-SPM-Finish for finishing. Both milling cutters are uncoated. They can remove up to 1,500 chips per second thanks to appropriately designed chip flutes with polished surfaces. The triple-fluted roughing cutter has a conical neck, which makes it particularly resistant to bending. As a supplement the SPM-Rough milling cutter with indexable inserts, also newly developed, is available for areas with suitable geometry and sufficient space.
Designed for high-performance machining, the OptiMill-SPM-Rough internally cooled solid carbide milling cutter for roughing has a tapered neck for optimum rigidity.
Vibration under control
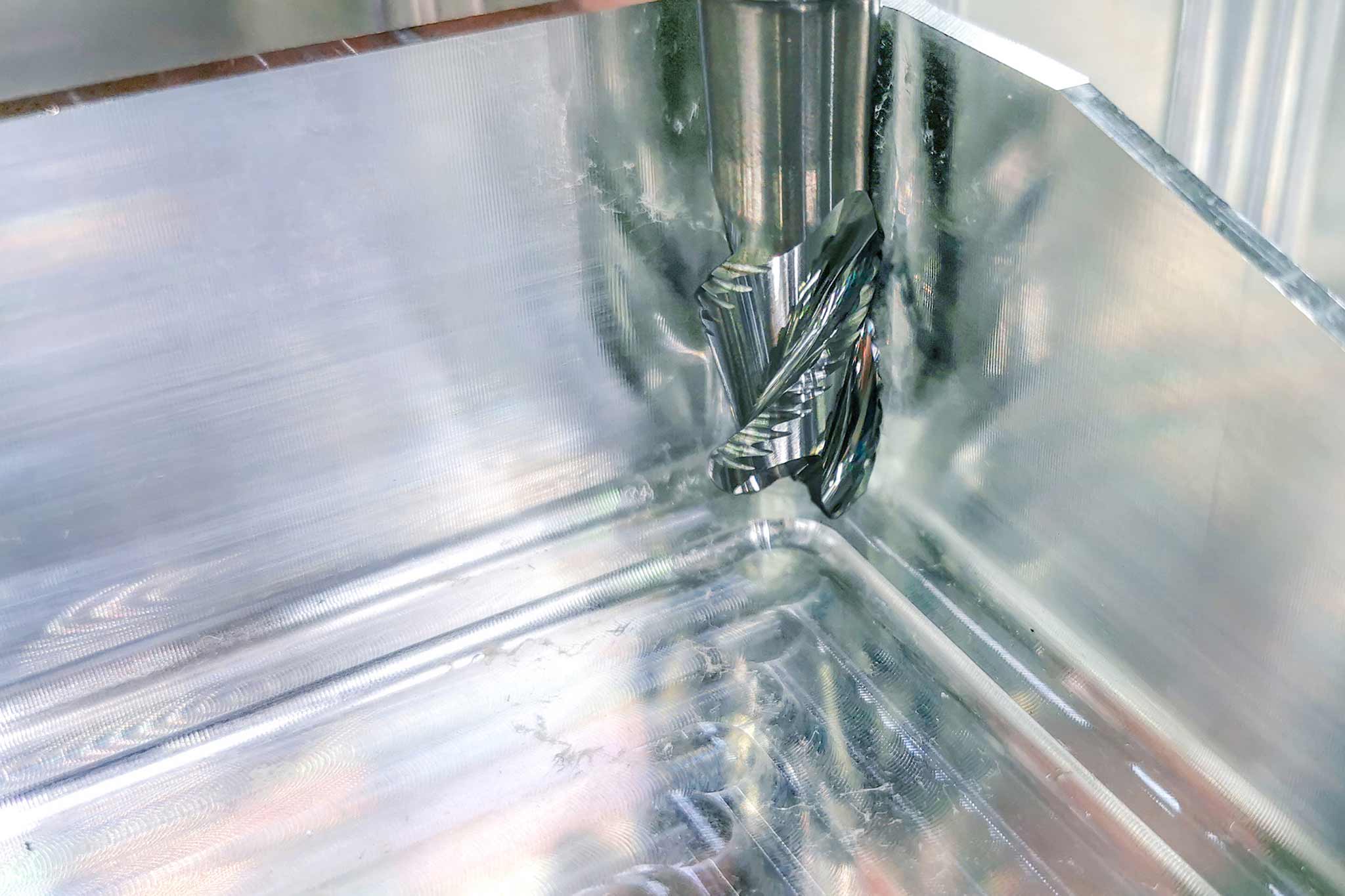
„A particular challenge in such operations is to avoid vibration“, Michael Hofmann said. The large-format components with their thin walls can easily be excited to cause vibration. This in turn forces a reduced processing speed. This is particularly critical when finishing close to the bottom area of the pockets where a radius must also be maintained in the transition to the base. Vibration can quickly occur here, especially with major wrapping in the corner area at the high feed rates.
For this reason, MAPAL has developed a new finishing geometry for the milling cutters, especially for finishing deep pockets and filigree component structures, which prevents a „pull effect“(i.e. drawing in of the tool into the full material) even with major wrapping. Equally significant is the highly positive geometry of the cutting edges and their asymmetrical pitch. Thanks to the particularly long cutting edges of the four-edged finishing cutter, finishing can be carried out in a single pass, even on very deep pockets.
Thanks to its long cutting edges, the OptiMill-SPM-Finish solid carbide milling cutter can even machine the walls of deep pockets in a single pass.
Technology development on the right track
„In view of the results we have achieved in this project with the MAPAL milling cutters, we believe we’re on the right track”, Stefan Diem concluded. In the trial machining was optimised on a section of the customer‘s component; now these findings are being transferred to the customer‘s production.
Stefan Diem (2nd from right from bavius) as well as Alexander Follenweider, Michael Hofmann and Thomas Jungbeck from MAPAL.
Stefan Diem is particularly pleased that the milling cutters prevent vibrations even in very tight corners. The MAPAL tools performed excellently here. Another advantage that bavius achieves with the milling cutters is the excellent surfaces after finishing. The performance is also convincing: „We were able to fully exploit the high dynamics of our machine. In combination with the tools, this resulted in a time saving of 26 percent during this trial“, Stefan Diem concluded.