

Carcasas de válvulas hidráulicas
Todo depende de la perforación principal. La fabricación de carcasas de válvula es la disciplina estrella del mundo de la tecnología de fluidos. Desde hace años, la experiencia de MAPAL en el sector de mecanizado de perforaciones de corredera ha sido muy demandada. De la exactitud de esta perforación depende la dimensión de la ranura con la corredera para que el aceite hidráulico solo pueda fluir en la dirección deseada sin que se produzcan fugas. Se trata de una definición muy estrecha para las válvulas hidráulicas modernas. Por este motivo, es necesario prestar especial atención a la circularidad, la forma cilíndrica, la rectitud y la calidad de la superficie de esta perforación.

Requisitos de mecanizado
- Situación cambiante de la medición de fundición
- Cortes severamente interrumpidos
- Evitar la formación de anillos durante el mandrinado y garantiza la retirada segura de las virutas de la carcasa
- Evitar las rupturas en los bordes de control en el proceso de taladrado
- Demandas muy altas de tolerancia de forma y posición
- Prestación constante antes del bruñido
- Considerar la variación de los componentes y los espacios limitados de almacenamiento de herramientas en el concepto de mecanizado
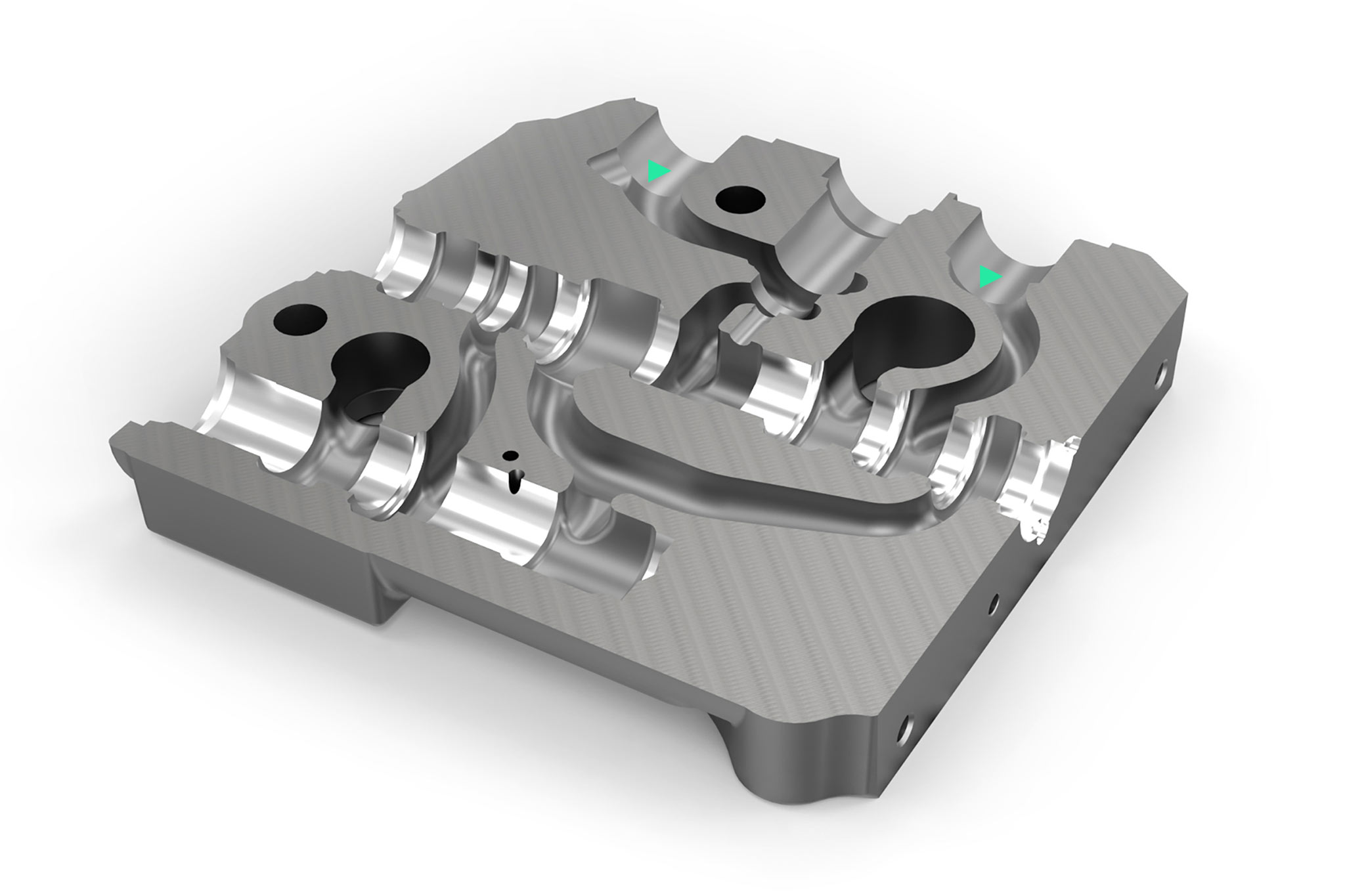
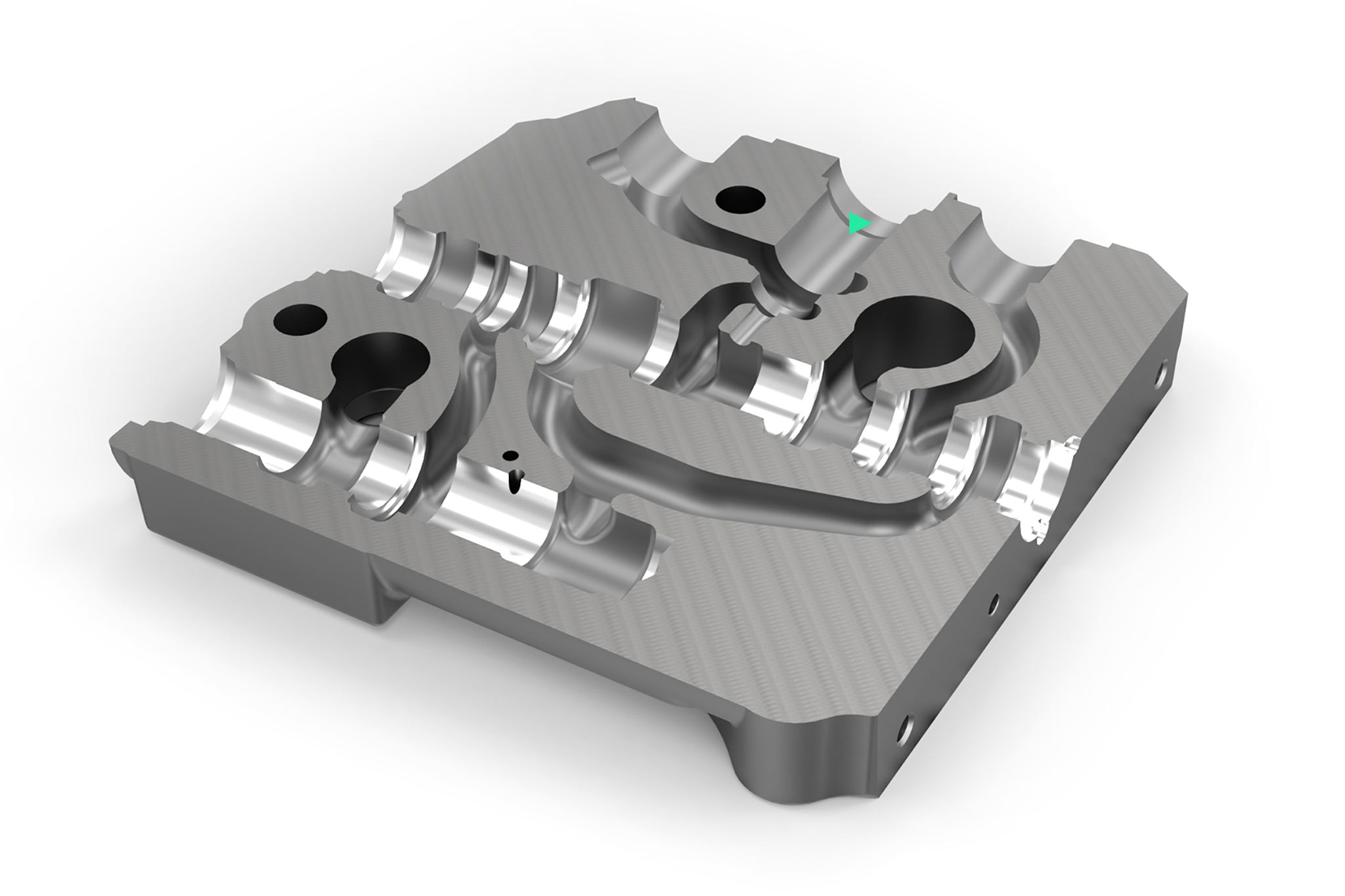
Válvula direccional
Las válvulas direccionales son válvulas de accionamiento mecánico o electrónico con varias posiciones de conmutación. Dependiendo de la posición especificada del deslizamiento de control a lo largo de los bordes de control, se establece un flujo de volumen para operar los implementos conectados. El compensador individual de presión (CIP) regula un gradiente de presión de carga constante sobre el borde de control de suministro del carrete de control, de modo que se logra un control del flujo del volumen independiente de la presión de carga en todo el rango de control, incluso en el funcionamiento paralelo (compensación de carga). El sistema debe estar libre de fugas para evitar el descenso involuntario de la carga, incluso durante el funcionamiento en paralelo.
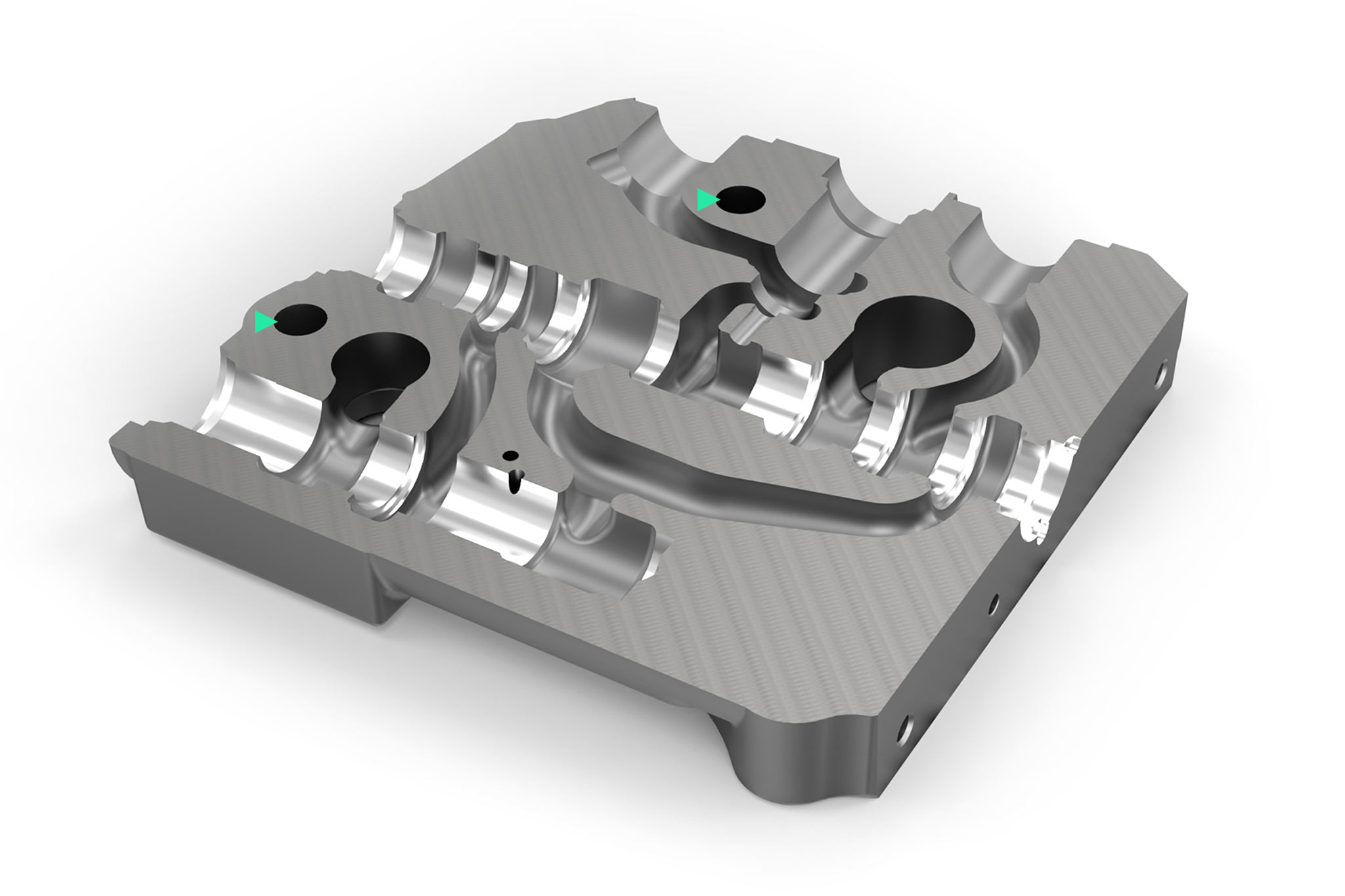
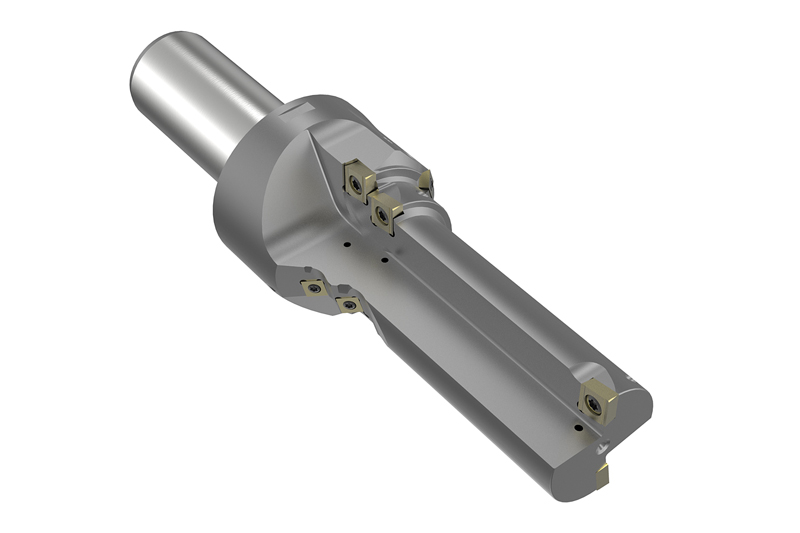
Mecanizado de barrenos


Application solutions
1 – Small and medium series with fixed tools
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore
- Individual orders, smaller and medium quantities
- No option for tool setting
- Short cycle times required
- High machine hourly rates
- Stable oscillating honing available
- Tool concept adapted to several part versions
2 – Large series with solid and adjustable tools
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore and compensator bore
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
3 – Small lot sizes – Reduced tool changes due to combination tools
Initial situation at the customer
Valve housing EN-GJL-300 – spool bore
- Small lot sizes
- Option for tool setting available
- Too many/frequent tool changes
- High machine hourly rates
- High effort due to single pass honing process
4 – Flexible honing on the machining centre
Initial situation at the customer
Valve housing EN-GJS-400-15 – Compensator bore / honing
- Request for reduction of ancillary costs
- Existing machining centre re-tooled to TOOLTRONIC
- Honing for prototype manufacture, as well as small and medium-scale production runs
- Requirement for saving the honing process on separate machine
5 – Tool management
Initial situation at the customer
Valve housing EN-GJS-400-15 – complete machining
- High inventories
- Processes in the tool-setting area not optimal, and incomplete data quality
- Cost transparency is not sufficient
- High fluctuation due to general lack of skilled workers
- Problems with tool breakage
- High tool costs
Tool solutions
Piloting and boring



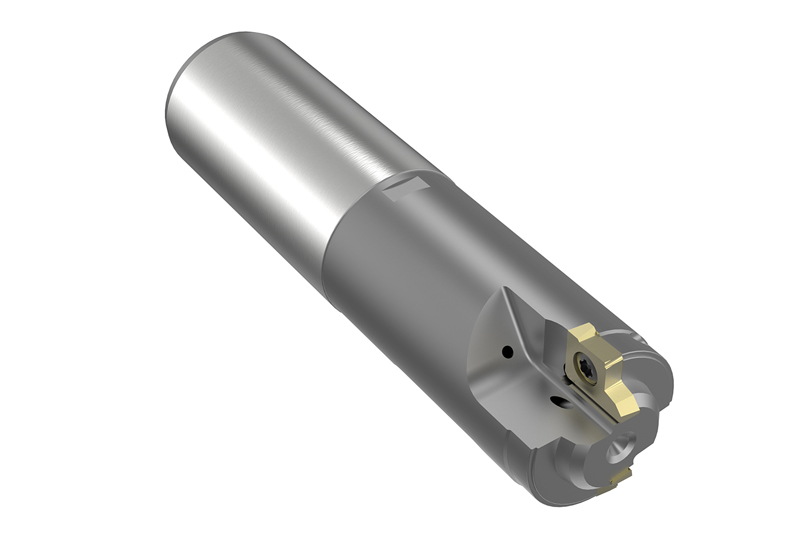
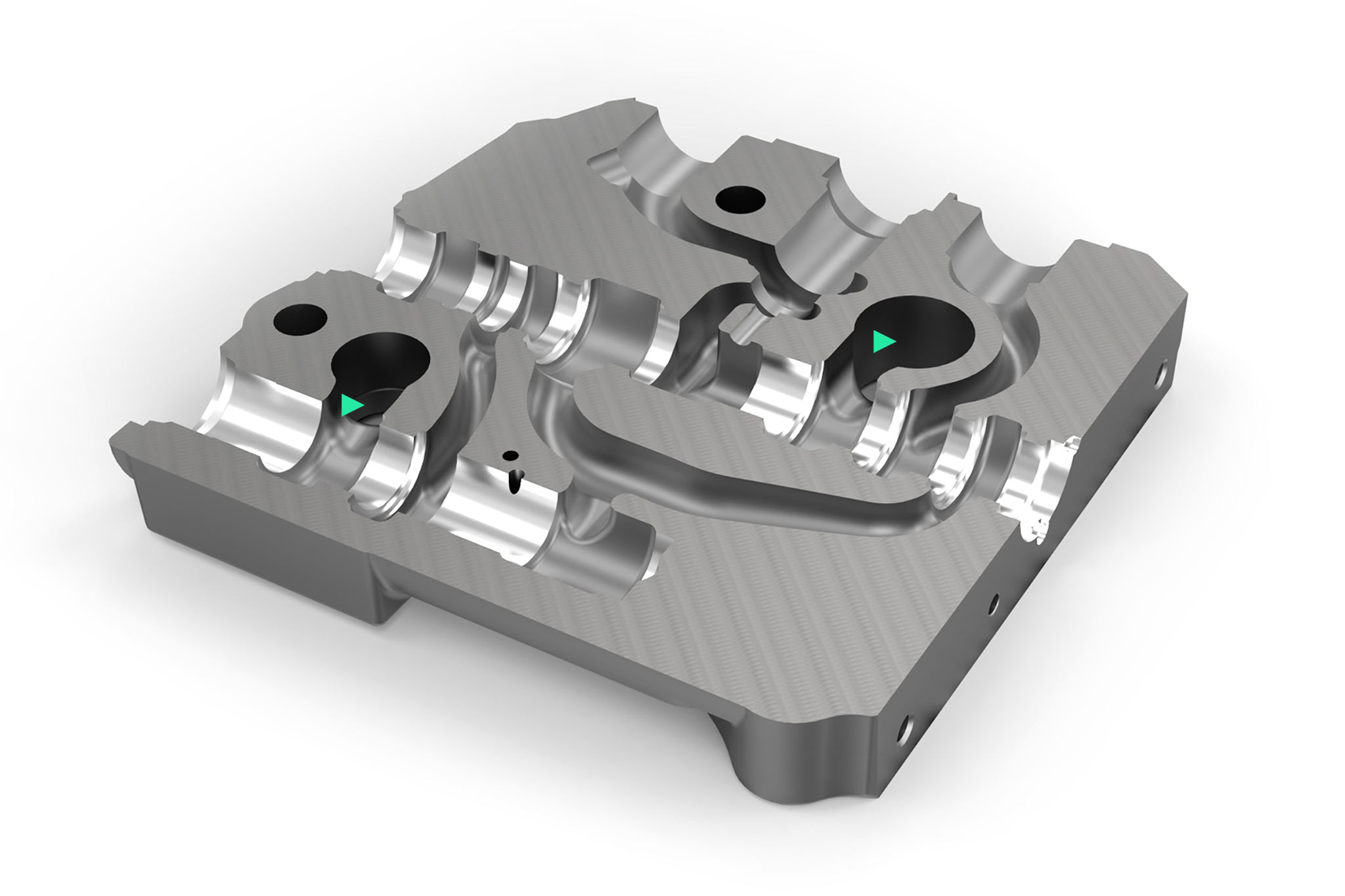
Control edge machining
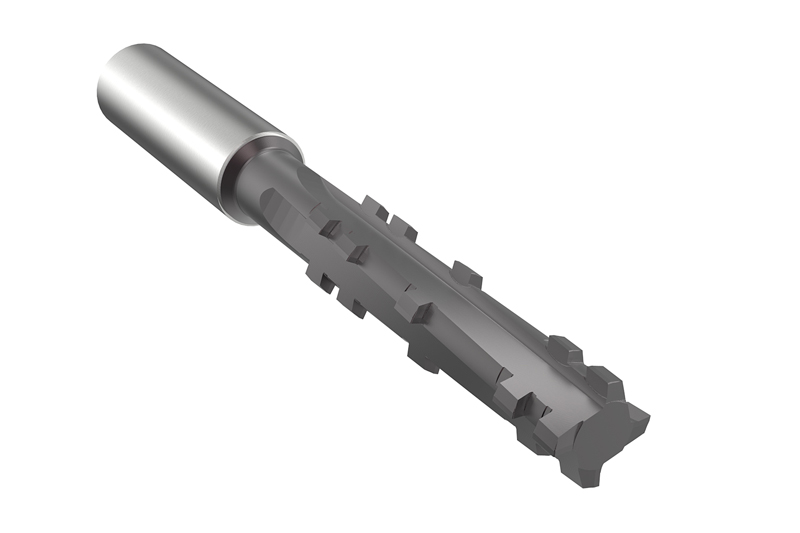

Reaming and fine boring



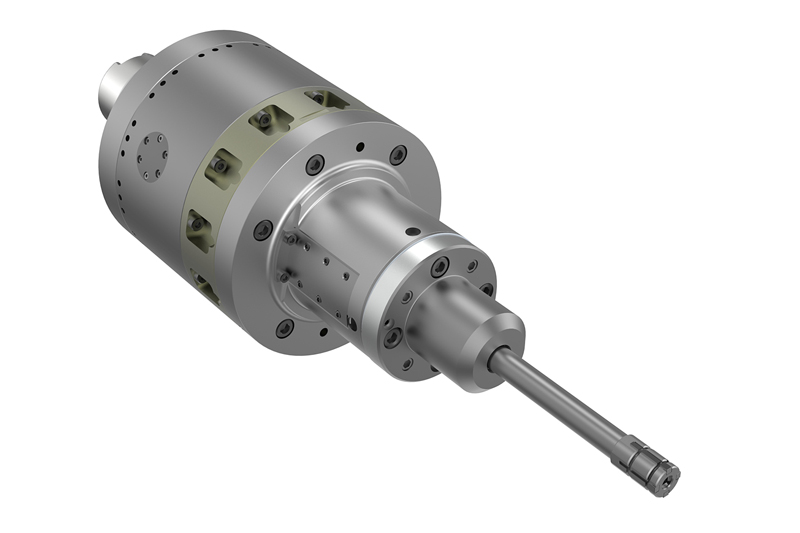
Usinage final par pierrage
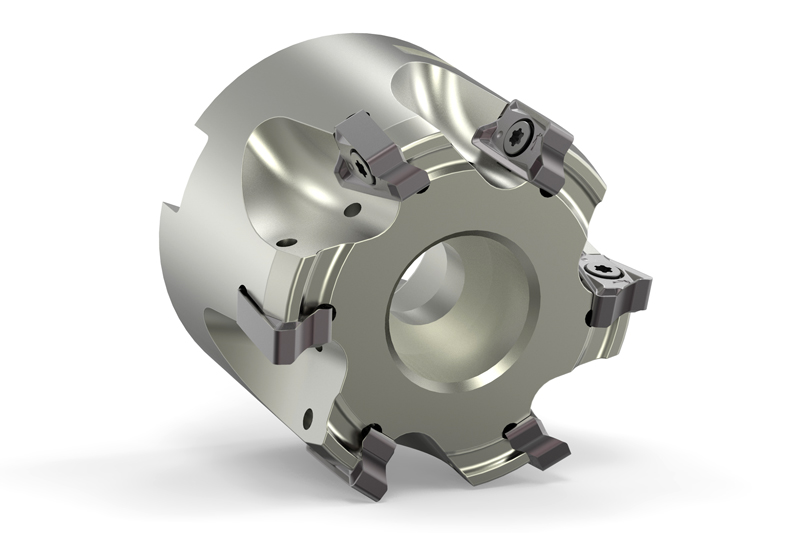
Fraisage


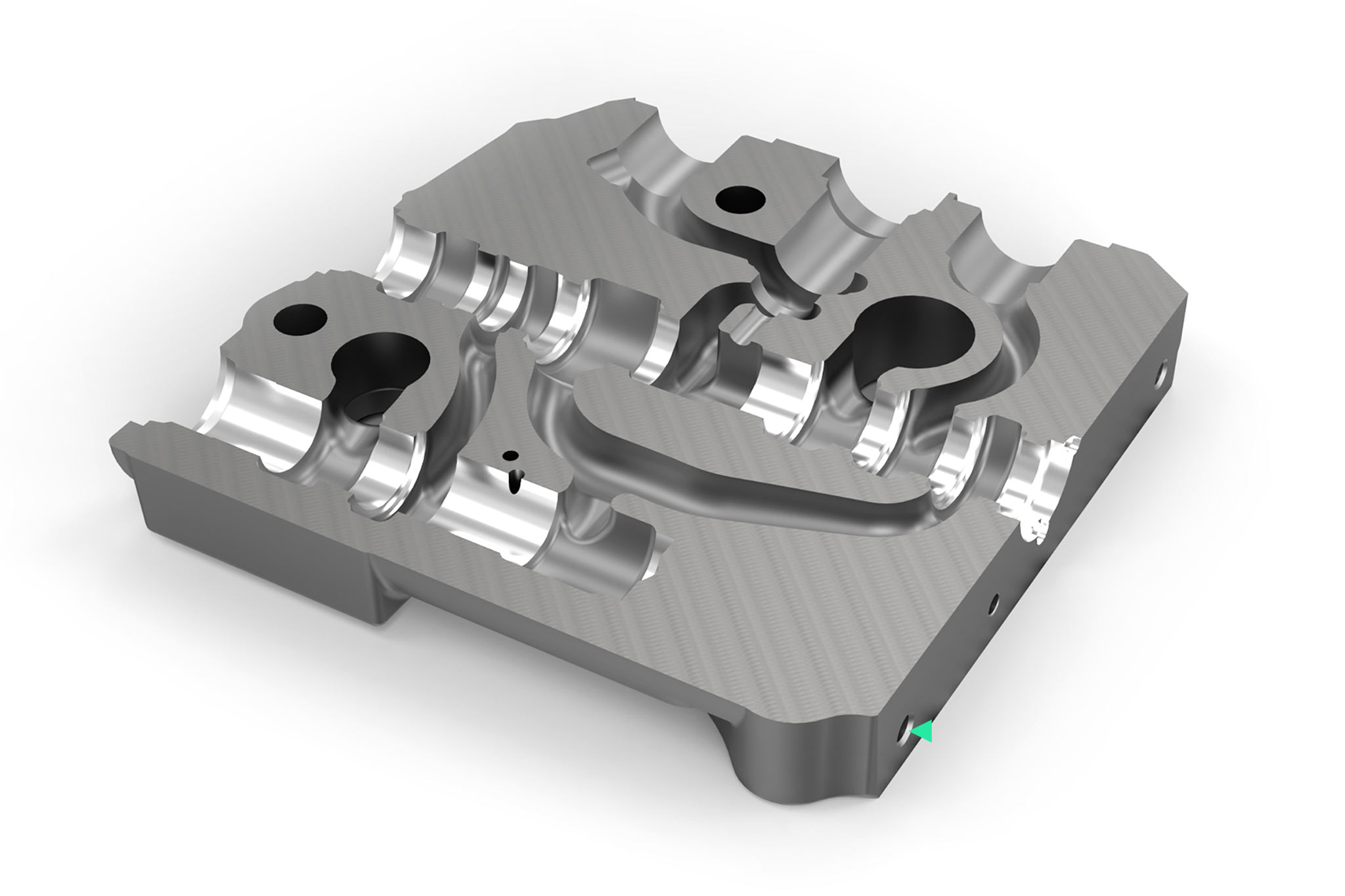
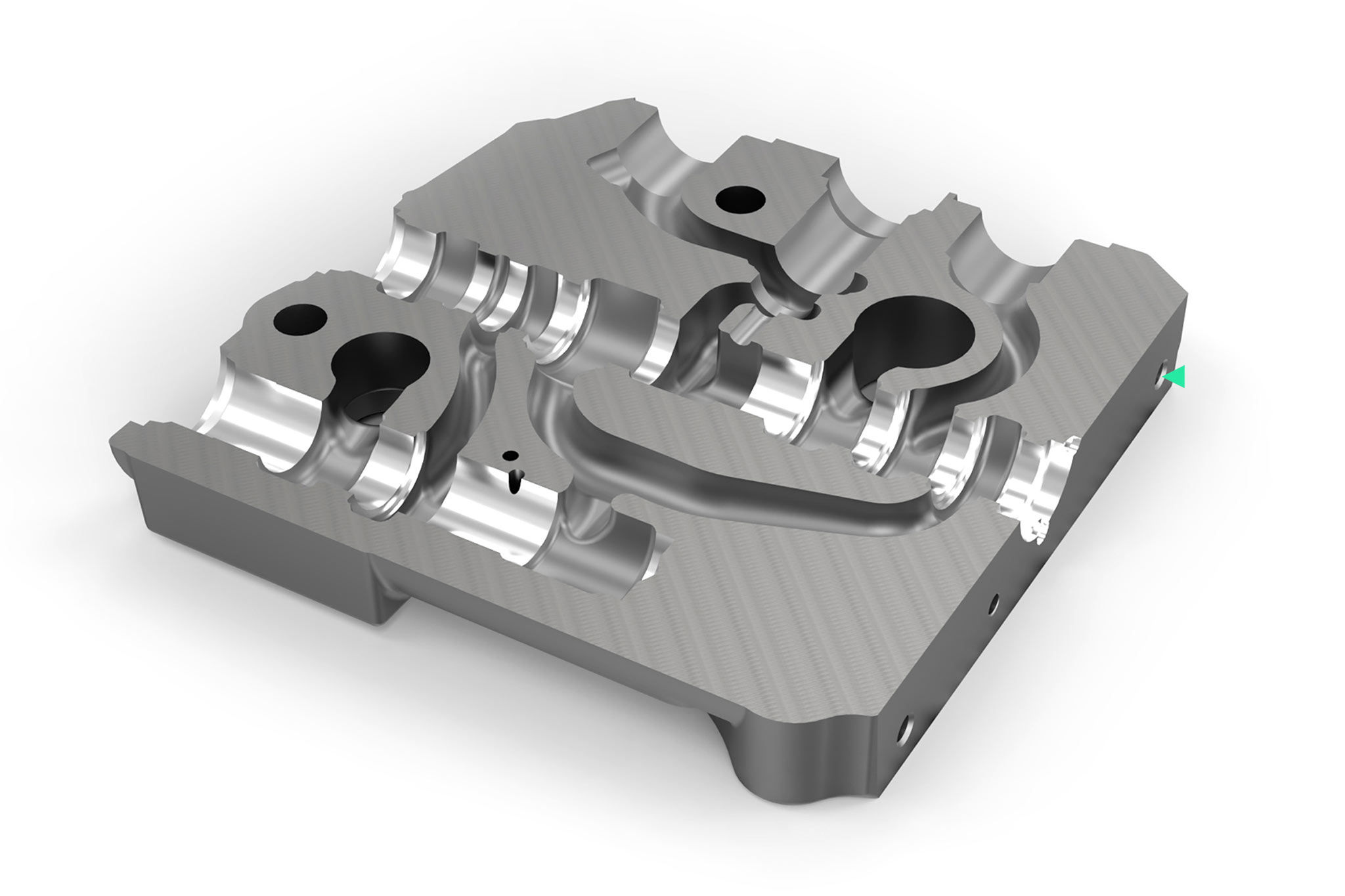
Serrage


